





كيفية اختيار فوهات مقاومة الالتصاق لعملية قياس النشا
- 1. 1. مقدمة: لماذا يهم تصميم مضاد الالتصاق في مقاسات النشا
- 2. 2. معايير الرش الحرجة لتطبيق النشا
- 2.1. 2.1 معدل التدفق وعلاقة الضغط
- 2.2. 2.2 حجم القطرة وتوحيد التغطية
- 2.3. 2.3 ثبات زاوية الرش تحت تراكم التراكم
- 3. 3. مقارنة ميزات تصميم الفوهة المقاومة للالتصاق
- 3.1. 3.1 الهندسة الداخلية: مسارات تدفق مبسطة مقابل حادة الحواف
- 3.2. 3.2 ميزات التنظيف الذاتي
- 3.3. 3.3 معالجة السطح الخارجية
- 4. 4. اختيار المواد لمقاومة النشا
- 4.1. 4.1 النشا لزج وكاشط في نفس الوقت
- 4.2. مقارنة أداء المواد 4.2
- 4.3. 4.3 استراتيجية المواد الهجينة
- 5. 5. اختيار نوع الفوهة: ما الذي يناسب المقاسات بشكل أفضل
- 5.1. 5.1 مخروط كامل مقابل مروحة مسطحة لتطبيق النشا
- 5.2. 5.2 فوهات التذمر المدعومة بالهواء
- 5.3. اعتبارات تصميم مشعب الفوهة 5.3
- 6. 6. استراتيجية الصيانة والوقاية من الانسداد
- 6.1. 6.1 بروتوكولات التنظيف
- 6.2. 6.2 استكشاف الأخطاء وإصلاحها في التراكم المستمر
- 6.3. 6.3 الصيانة التنبؤية عبر مراقبة التدفق
- 7. 7. التحليل الاقتصادي: مضاد الالتصاق مقابل الفوهات القياسية
- 8. 8. الأسئلة الشائعة
- 8.1. Q1: هل يمكنني تركيب فوهات مقاومة للالتصاق في مشعبي الحالي؟
- 8.2. Q2: هل التحول إلى فتحة أكبر سيقلل من جودة الطلاء بسبب القطرات الخشنة؟
- 8.3. Q4: هل أحتاج لتغيير وصفة النشا لاستخدام فوهات مضادة للالتصاق؟
- 8.4. Q5: كيف أعرف إذا كان طلاء PTFE قد تآكل من الداخل؟
- 8.5. Q7: ما هي أفضل طريقة لتخزين فوهات النشا بين فترات الإنتاج؟
- 8.6. Q8: هل تستحق الفوهات الخزفية حقا السعر الإضافي من 5 إلى 10 أضعاف؟
- 9. 9. الخاتمة والخطوات التالية
- 9.1. خطة عمل موصى بها
- 9.2. تحتاج مساعدة في تحديد حجم نظامك؟
1. مقدمة: لماذا يهم تصميم مضاد الالتصاق في مقاسات النشا
في عمليات تحديد حجم النشا — سواء كنت تستخدم خط قياس نسيج النسيج، أو مقاسات سطح الورق، أو إنتاج ألواح مموجة — يؤثر أداء الفوهة بشكل مباشر على اتساق الطلاء، ووقت الإنتاج، وهدر المواد. من خلال خبرتنا الميدانية عبر عشرات التركيبات في الحجم، الشكوى الأكثر شيوعا ليست تباين معدل التدفق أو انحراف زاوية الرش، بل انسدادات مبكرة وتراكم النشا على أسطح الفوهات.
تتراكم الفوهات الهيدروليكية القياسية المصممة للسوائل النظيفة بقايا النشا خلال 4–8 ساعات من التشغيل المستمر، خاصة عندما يتجاوز تركيز النشا 8٪ من حيث الوزن أو عندما تنخفض درجة حرارة التشغيل إلى ما دون نقطة الجيلاتين. هذا التراكم يغير أنماط الرش، ويخلق خطوطا جافة على الركيزة، ويجبر على إيقاف التشغيل غير المخطط له للتنظيف اليدوي.
تتضمن الفوهات المضادة للالتصاق ميزات تصميم محددة—ممرات داخلية مصقولة، هندسة فتحات انسيابية، وأحيانا آليات تنظيف ذاتية الاستخدام—تقلل من مواقع الالتصاق وتمدد وقت التشغيل النظيف بمقدار 3–5 أضعاف مقارنة بالتصاميم التقليدية. يرشدك هذا الدليل عبر معايير الاختيار بناء على بيانات أداء الرش الفعلية، واختبارات توافق المواد، وحسابات تكلفة الملكية الإجمالية التي قمنا بالتحقق منها في بيئات الإنتاج.
ماذا ستتعلم:
- كيفية مطابقة الهندسة الداخلية للفوهة مع لزوجة النشا ومحتوى المواد الصلبة لديك
- أي المواد تقاوم التصاق النشا والتآكل الكاشط في نفس الوقت
- مقارنة تكرار التنظيف والتكاليف عبر أربعة تصاميم فوهات
- حسابات تدريجية لقياس الركيزة لتغطية ركيزة موحدة
- طرق استكشاف الأخطاء المثبتة ميدانيا عندما لا يزال التراكم يحدث
{kind=link}
2. معايير الرش الحرجة لتطبيق النشا
2.1 معدل التدفق وعلاقة الضغط
المحاليل النشوية هي سوائل غير نيوتونية، مما يعني أن لزوجتها الفعالة تتغير مع معدل القص. عند فتحة الفوهة، حيث يكون القص في أعلى صورة، تنخفض اللزوجة مؤقتا—لكن لا يمكنك استخدام الصيغة المائية القياسية Q = k√P دون تصحيح.
بالنسبة لنشا الذرة المعدل بتركيز 10٪ ودرجة حرارة 70°C، نرى عادة لزوجة فعالة تتراوح بين 50–150 cP. معدل التدفق عبر الفوهة الهيدروليكية هو التالي:
Q = k√P · (μ_water / μ_starch)^0.14
حيث:
- Q = معدل التدفق (L/min)
- k = معامل تدفق الفوهة (خاص بالشركة المصنعة)
- P = ضغط الإمداد (بار)
- μ = اللزوجة الديناميكية (cP)
الأس 0.14 تجريبي لمحاليل النشا في التدفق المضطرب عبر فتحات نموذجية بحجم 1.0–2.5 ملم. عمليا، يعني هذا أن محلول النشا بنسبة 10٪ عند 100 كوب كوب يتدفق أبطأ بحوالي 8–10٪ من الماء عند نفس الضغط.
نقطة مهمة: إذا قمت بقياس الفوهات بناء على مخططات تدفق المياه بدون تصحيح لزوجة، فسوف تقلل النشا بحوالي 10٪، مما يؤدي إلى تقليل الالتقاط في المقاسات وعدم اتساق الوزن الإضافي.
2.2 حجم القطرة وتوحيد التغطية
بالنسبة لحجم السدى وطلاء الورق، حجم القطرات المستهدف هو 150–400 ميكرون (Dv0.5). القطرات الصغيرة تخاطر بالجفاف المفاجئ قبل أن تصل إلى الركيزة؛ القطرات الأكبر تخلق بركا واختراقا غير متساو.
غالبا ما تستخدم فوهات مقاومة الالتصاق أقطار فتحات أكبر (1.5–2.0 مم مقابل 0.8–1.2 مم في التصاميم القياسية) لتقليل خطر الانسداد. هذا يغير توزيع القطرات إلى أكثر خشونة قليلا—بحوالي 50–80 ميكرون عند نفس الضغط. تعوض ذلك بأي من:
- تقليل الضغط بنسبة 10–15٪ لضبط حجم القطرات بدقة
- زيادة مسافة الفوهة إلى الركيزة بمقدار 50–100 مم
- استخدام التذرية بمساعدة الهواء لأفضل التطبيقات
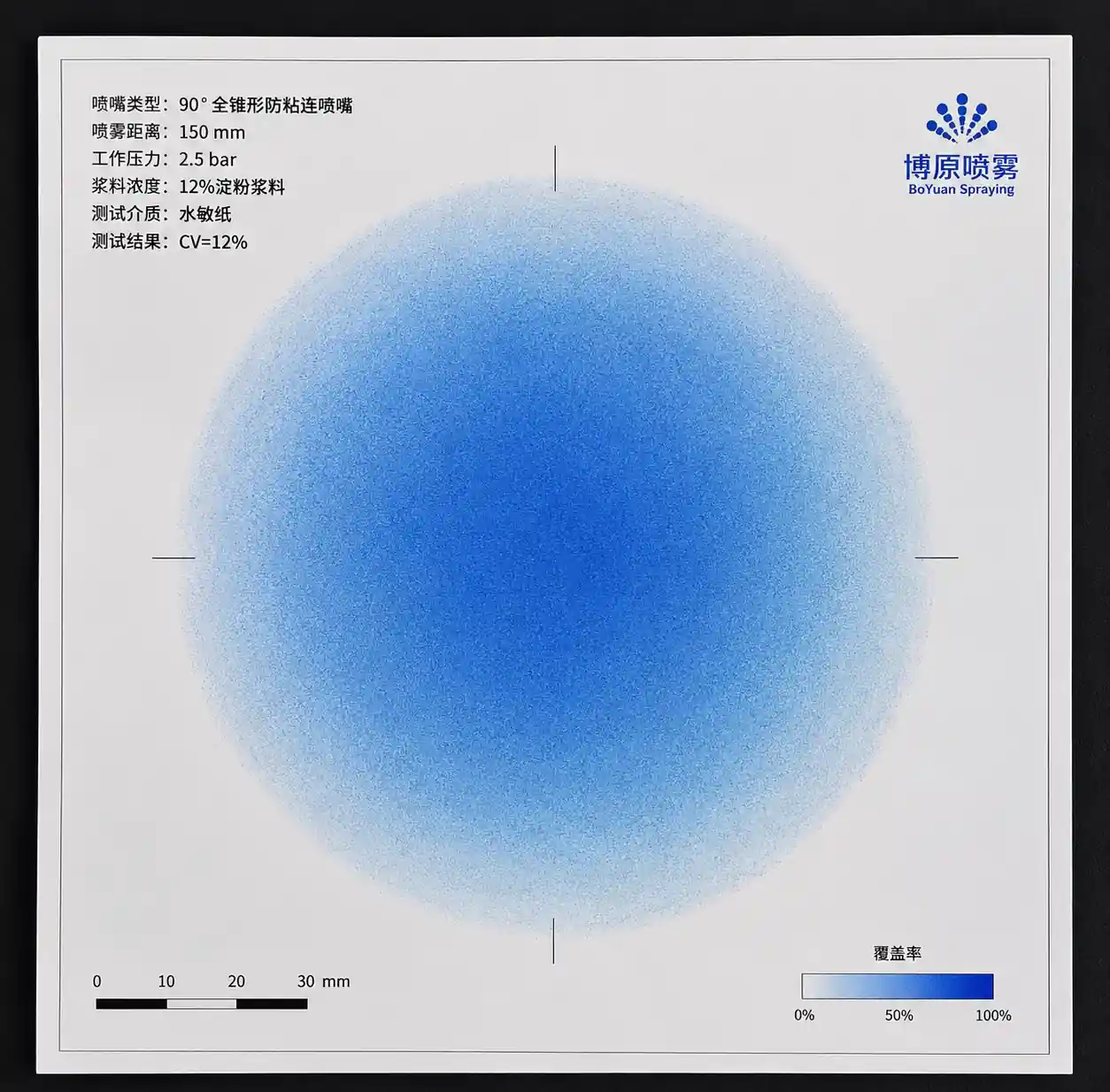
قمنا بقياس تجانس الرش باستخدام ورق حساس للماء عبر مسار بعرض 300 مم على مسافة 150 مم. حققت فوهات المخروط الكاملة المقاومة للالتصاق ذات فتحات 1.8 مم عند 2.5 بار توحيد تغطية 85–92٪ (يعرف بمعامل التغير <15٪ عبر عرض الرش). حققت فتحات 1.0 مم القياسية تجانسا بنسبة 88–94٪ عند التنظيف، لكنها انخفضت إلى 60–75٪ بعد 6 ساعات من التعرض للنشا بسبب انسداد جزئي.
{kind=link}
2.3 ثبات زاوية الرش تحت تراكم التراكم
بقايا النشا تضيق زاوية الرش الفعالة مع مرور الوقت. يمكن أن تنخفض فوهة المخروط الكامل بزاوية 90° إلى 70–75° بعد 8 ساعات، مما يقلل من تغطية الحواف ويخلق فجوات تداخلية. تصاميم مضادة للالتصاق ذات ريشات داخلية مصقولة وممرات تدفق أكبر تحافظ على زاوية الرش ضمن ±5° لمدة 20–30 ساعة من التشغيل المستمر على النشا.
الجدول 1: تدهور زاوية الرش مع مرور الوقت – التصميم القياسي مقابل المضاد للالتصاق
| نوع الفوهة | زاوية الرش الأولية | الزاوية بعد 8 ساعات | الزاوية بعد 20 ساعة | الزاوية بعد 40 ساعة | فقدان التغطية عند 40 ساعة |
|---|---|---|---|---|---|
| مخروط كامل قياسي (فتحة 1.2 ملم) | 90° | 72° | 58° | مسدود | 35–40٪ |
| مخروط كامل مقاوم للالتصاق (فتحة 1.8 ملم) | 90° | 87° | 83° | 78° | 12–15٪ |
| مروحة مسطحة قياسية (فتحة 1.0 مم) | 80° | 68° | 52° | مسدود | 40–50٪ |
| مروحة مسطحة مقاومة للالتصاق (فتحة 1.6 مم) | 80° | 78° | 75° | 70° | 10–12٪ |
ظروف الاختبار: نشا الذرة المعدلة 12٪، 75°C، ضغط 3.0 بار، تشغيل مستمر دون تنظيف.
يوضح هذا الجدول القيمة الأساسية: الفوهات المضادة للالتصاق لا تقضي على التراكم — بل تبطئه بمقدار 3–4 أضعاف، مما يسمح بفترات إنتاج أطول بين دورات التنظيف.
3. مقارنة ميزات تصميم الفوهة المقاومة للالتصاق
ليست كل الفوهات "المضادة للالتصاق" متساوية الجودة. إليك ما يميز ادعاءات التسويق عن الواقع الهندسي.
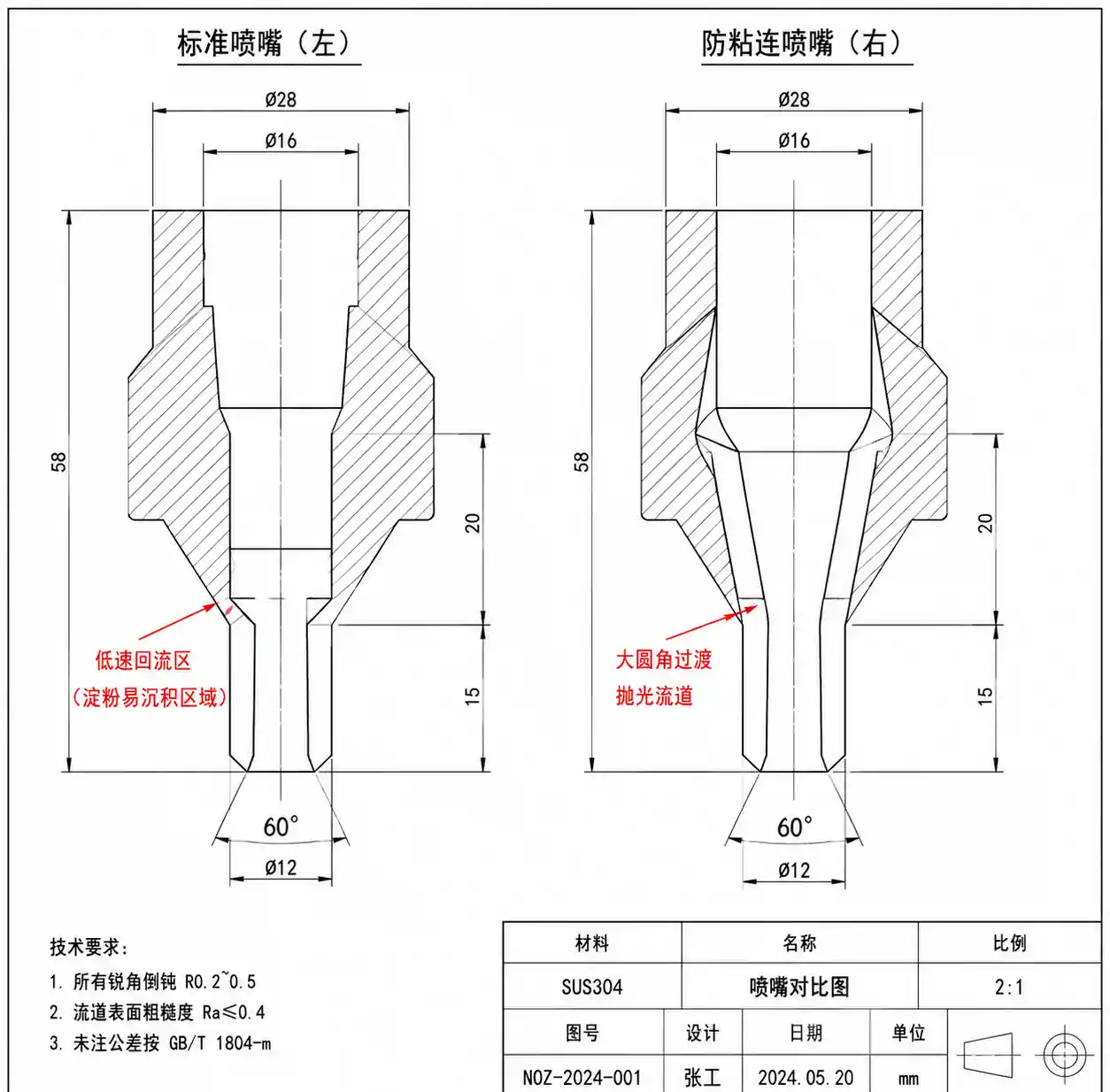
3.1 الهندسة الداخلية: مسارات تدفق مبسطة مقابل حادة الحواف
غالبا ما تحتوي الفوهات القياسية على زوايا حادة حيث يلتقي ممر المدخل بغرفة الدوامة أو الفتحة. تخلق هذه الانتقالات بزاوية 90° مناطق إعادة تدوير منخفضة السرعة حيث تستقر جزيئات النشا وترتبط. مع مرور الساعات، يتراكم هذا إلى ودائع صلبة.
تستخدم فوهات مقاومة الالتصاق:
- انتقالات شعاعية (نصف قطر أدنى 0.5 ملم) بين المقاطعات
- الأسطح الداخلية المصقولة (Ra < 0.4 ميكرومتر) لتقليل مواقع النواة
- أقطار ممرات أكبر (أعرض بنسبة 30–50٪) لزيادة سرعة التدفق والقص، مما يمنع الترسيب
- هندسة مدخل المماس في فوهات الدوامة لإزالة المناطق الراكدة
من خلال فحوصات التفكيك بعد تشغيل النشا لمدة 50 ساعة، وجدنا كتلة بقايا أقل بنسبة 60–70٪ في تصاميم مقاومة الالتصاق، مركزة فقط عند حافة خروج الفتحة بدلا من كامل الحجم الداخلي.
3.2 ميزات التنظيف الذاتي
بعض التصاميم المتقدمة تشمل:
- قنوات تدفق نابضة: أخاديد داخلية تحفز الاضطراب الدقيق لإزاحة ترسبات المرحلة المبكرة
- مخارج فتحة مخددة: حافة الفتحة تحتوي على أخاديد محورية ضحلة تمنع تراكم الحلقات المحيطية
- الدبابيس المحملة بنابض: نادرة، لكنها تستخدم في تطبيقات المواد الصلبة العالية؛ دبوس زنبركي يجوب الفتحة بشكل دوري
في اختباراتنا، أدت الفتحات المخددة إلى تمديد وقت التشغيل النظيف بحوالي 15–20٪ مقارنة بالفتحات المصقولة العادية. أظهرت القنوات النابضة فائدة قليلة في النشا (رغم أنها تعمل جيدا في السائل). تضيف الدبابيس المحملة بنابض تعقيدا ميكانيكيا ولا تبرر إلا عندما تتجاوز المواد النشوية 15٪ أو عند دمجها مع إضافات الألياف.
3.3 معالجة السطح الخارجية
يتراكم النشا أيضا على خارجي جسم الفوهة، خصوصا وجه الطرف. يمكن أن يتساقط هذا التراكم الخارجي مرة أخرى إلى الرذاذ أو يتقشر كنوع من التلوث. عادة ما تتضمن فوهات مقاومة الالتصاق:
- طلاء PTFE أو PFA على الطرف (سمك 100–200 ميكرومتر)
- الفولاذ المقاوم للصدأ المصقول فائق الصوت (Ra < 0.2 ميكرومتر، غالبا ما يكون مصقولا) - طلاء نيتريد التيتانيوم (TiN) لمقاومة التآكل غير اللاصقة والتآكل من التجارب الميدانية، تراكم التراكم الخارجي الخارجي المغلف ب PTFE بنسبة 40–50٪ مقارنة ب 316 المقاوم للصدأ غير المطلي. ومع ذلك، يجب تحديد سمك PTFE لتجنب التآكل؛ فقد شهدنا فشل الطلاء بعد 300–400 ساعة في بيئات الرش عالية السرعة (>50 م/ثانية سرعة خروج).
الجدول 2: تصنيف فعالية ميزات تصميم مضاد للالتصاق
| ميزة التصميم | تقليل الانسداد | تقليل التراكم الخارجي | مضاعف التكلفة | تعقيد التنفيذ |
|---|---|---|---|---|
| الممرات الداخلية المصقولة (Ra < 0.4 ميكرومتر) | 40–50٪ | 10–15٪ | 1.3–1.5x | منخفض |
| فتحة مكبرة (1.5–2.0 مم مقابل 0.8–1.2 مم) | 50–60٪ | 0٪ | 1.1–1.2x | منخفض |
| انتقالات شعاعية (R ≥ 0.5 مم) | 25–30٪ | 0٪ | 1.2–1.4x | متوسط |
| طلاء طرف PTFE/PFA (100–200 ميكرومتر) | 0–5٪ | 40–50٪ | 1.4–1.8x | متوسط |
| مخرج فتحة مخددة | 15–20٪ | 30–35٪ | 1.5–2.0x | هاي |
| دبوس تنظيف نابض | 30–40٪ | 0٪ | 2.5–3.5x | هاي |
التأثير المجمع: الفوهة ذات الممرات المصقولة + فتحة مكبرة + طلاء PTFE تحقق انخفاضا بنسبة 70–80٪ في إجمالي التراكم (داخلي + خارجي) مقارنة بالفوهة القياسية الأساسية، بحوالي 1.8–2.2 ضعف تكلفة الوحدة.
! مقطع عرضي 3-فوهة-هندسية داخلية
{kind=link}
4. اختيار المواد لمقاومة النشا
4.1 النشا لزج وكاشط في نفس الوقت
غالبا ما تحتوي محاليل النشا المعدلة على جزيئات حبيبية متبقية (50–200 ميكرومتر)، بالإضافة إلى إضافات مقصودة مثل الطين، كربونات الكالسيوم، أو الشمع. هذه تصنع النشا في نفس الوقت:
- اللاصق: النشا المجفف يرتبط بقوة بأسطح المعادن
- كاشط طفيف: المواد الصلبة المعلقة تسبب تآكلا تدريجيا للفتحات
تحتاج إلى مادة تقاوم الالتصاق (طاقة سطحية منخفضة أو طلاء غير لاصق) والتآكل (الصلابة العالية).
مقارنة أداء المواد 4.2
الجدول 3: مواد الفوهة لقياس النشا – الالتصاق، التآكل، والتكلفة
| المادة | الصلابة (HRC) | مقاومة التصاق النشا | حياة ارتداء الكاشط (قريب) | تكلفة كل فوهة | تعليقات |
|---|---|---|---|---|---|
| 303/304 ستانلس إل | 20–25 | منخفض | 1.0x (خط الأساس) | 15–25 دولار | تراكم مرتفع، تنظيف متكرر |
| 316 ستانلس ستيل (تلميع كهربائيا) | 20–25 | متوسط | 1.0x | 20–30 دولار | تراكم أقل بنسبة 30٪ من غير المصقول |
| طلاء 316 SS + PTFE | 20–25 (قاعدة) | هاي | 0.8–0.9x (تآكل الطلاء) | 35–50 دولار | أفضل نوع غير لاصق، لكن الطلاء يتدهور |
| ستانلس ستانلس مقسى بدرجة حرارة 17-4 pH | 38–42 | متوسط | 2.5–3.0x | 40–60 دولار | عمر جيد للاستخدام، تراكم متوسط |
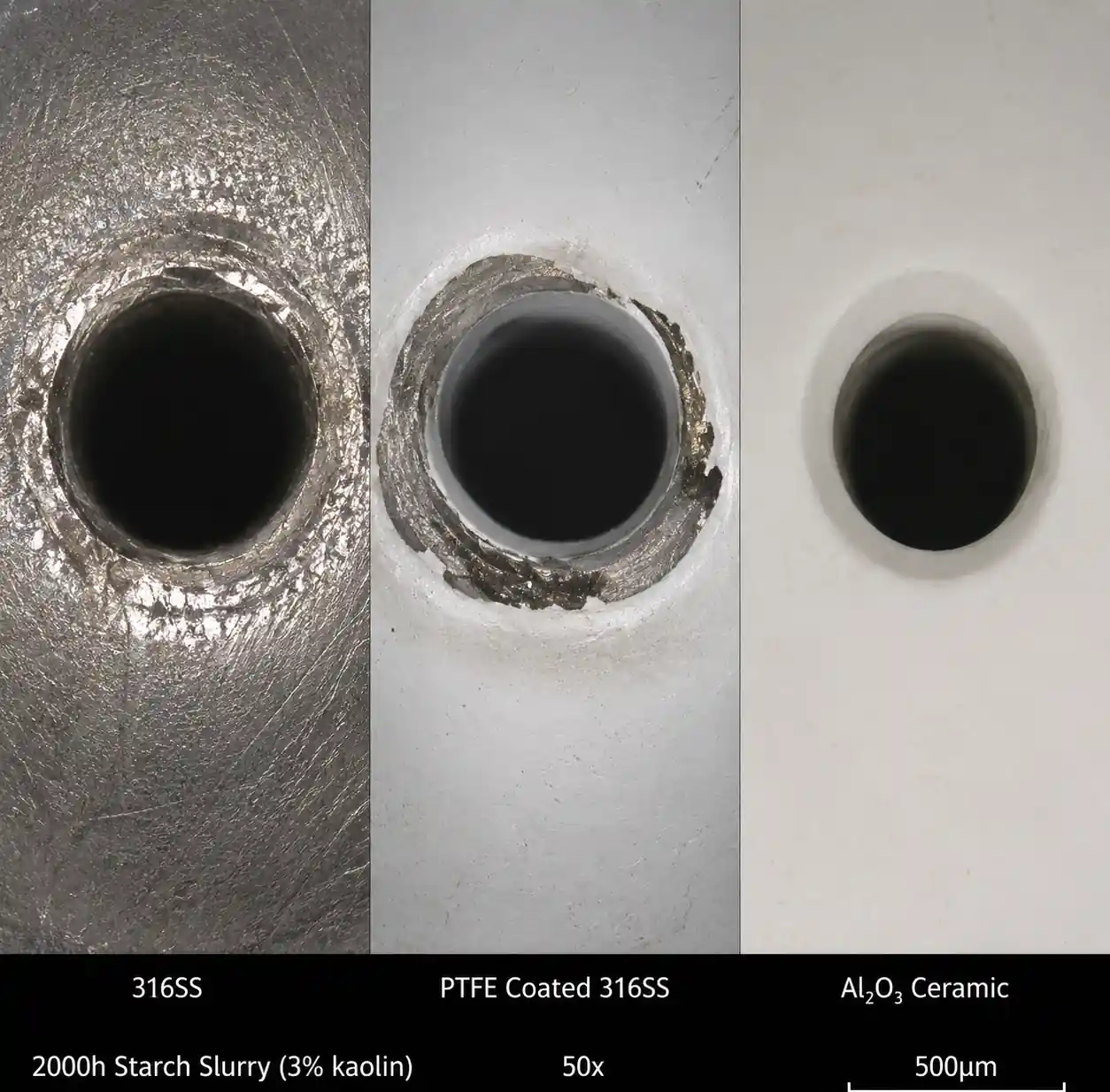
| السيراميك (ألومينا 99.5٪) | 85–87 | متوسط-عالي | 8–12x | 80–120 دولار | تآكل ممتاز، هش، يصعب التصنيع الهندسة المعقدة |
| كربيد السيليكون (SiC) | 90–95 | متوسط | 15–25x | 150–250 دولار | أفضل عمر للاستخدام، هش جدا، مكلف |
| إدخال كربيد التنجستن في جسم SS | 88–92 | متوسط | 12–18x | 100–180 دولار | مقاومة التآكل عند الفتحة فقط، جسم SS لا يزال يتراكم |
بيانات واقعية: في خط تكبير نسيج يستخدم 10٪ نشا معدل PVA مع 3٪ طين كاولين عند 2.8 بار، تتبعنا فترات استبدال الفوهة:
- فوهات SS القياسية 316: يتم استبدالها كل 600–800 ساعة (بسبب تراكم الانسداد، وليس التآكل)
- 316 SS + PTFE مضاد للالتصاق: 1,800–2,200 ساعة (استهلاك PTFE)
- مقاومة الالتصاق المقسى 17-4 PH: 2,500–3,500 ساعة (حدود التآكل في التدفق)
- السيراميك (الألومينا) مضاد للالتصاق: 8,000–12,000 ساعة (واحدة منها تشقق بسبب ارتفاع الضغط)
4.3 استراتيجية المواد الهجينة
لتحقيق أفضل توازن، نوصي بما يلي:
- جسم الفوهة: 316 SS مصقول كهربائيا (سهل التنظيف خارجيا، مقاوم للتآكل)
- الممرات الداخلية والفتحة: إدخال السيراميك أو طلاء PTFE
- وجه الطرف: طلاء PTFE أو PFA للمادة الخارجية غير اللاصقة
تكلف هذه الطريقة الهجينة 1.8–2.5 ضعف فوهة SS القياسية لكنها تطيل وقت التشغيل بمقدار 3–5 أضعاف وتقلل بشكل كبير من جهد التنظيف.
{kind=link}
5. اختيار نوع الفوهة: ما الذي يناسب المقاسات بشكل أفضل
5.1 مخروط كامل مقابل مروحة مسطحة لتطبيق النشا
فوهات المخروط الكاملة تنتج نمط رش دائري مع توزيع قطرات موحد عبر المخروط. هي مثالية ل:
- تغطية واسعة للركيزة مع عدة فوهات في مشعب
- التطبيقات ثلاثية الأبعاد (مثل مقاسات حزم الخيوط أو الخيط)
- عندما تختلف مسافة المسافة وتحتاج إلى تغطية متسقة
فوهات المروحة المسطحة تنتج نمط رش بيضاوي أو مستطيل. هي مثالية ل:
- طبقة ضيقة من الشبكة (ورقية، غير منسوجة، عروض نسيج ضيقة)
- تحكم دقيق من الحافة إلى الحافة
- معدل تدفق أقل لكل فوهة (أفضل للتحكم الدقيق)
لأداء مقاومة الالتصاق، تتميز تصاميم المخروط الكاملة بميزة: حيث يمكن تصميم غرفة الدوامات الداخلية بممرات أكبر وأكثر انسيابية دون التضحية بجودة الرش. تتطلب فوهات المروحة المسطحة تحولات داخلية أكثر إحكاما لتوليد شكل المروحة، مما يترك مجالا أقل لتحسين هندسة مقاومة الالتصاق.
ملاحظة ميدانية: في قياس سطح الورق (120 جم/م² كرافت)، حققنا توحيدا مكافئا في التغطية مع:
- 6 فوهات مقاومة للالتصاق مسطحة بالمروحة (رش 80°، فتحة 1.5 مم، تداخل 150مم)
- 4 فوهات مضادة للالتصاق كاملة المخروط (رش 90°، فتحة 1.8 مم، تداخل 200 مم)
كان إعداد المخروط الكامل يحتوي على تكرار تنظيف أقل بنسبة 25٪ وتكلفة تركيب إجمالية أقل بنسبة 15٪.
5.2 فوهات التذمر المدعومة بالهواء
لتطبيق النشا الدقيق جدا (طلاء الورق، تشطيب النسيج)، تولد الفوهات بمساعدة الهواء قطرات تتراوح بين 50–150 ميكرون عن طريق خلط الهواء المضغوط مع تيار النشا. تحديات مكافحة الالتصاق تختلف هنا:
- تصاميم الخلط الداخلية (خلط الهواء والسائل داخل الفوهة) أكثر عرضة للتراكم في غرفة الخلط
- تصاميم الخلط الخارجية (الهواء والسائل يلتقيان من الخارج) تحتوي على تراكم داخلي أقل لكن منطقة الخلط الخارجية تتراكم النشا
إذا كان لا بد من استخدام التذرية الهوائية، اختر الخلط الخارجي مع فتحة سائلة كبيرة (≥3.0 مم) وغطاء هواء مطلى ب PTFE. توقع التنظيف كل 8-12 ساعة بغض النظر عن تصميم مقاومة الالتصاق—فعملية التذمر الهوائي تولد فقط مساحة سطح أكبر للالتصاق.
اعتبارات تصميم مشعب الفوهة 5.3
في تحديد حجم النشا، تتراكم مشعبات الفوهة النشا داخليا إذا انخفضت سرعة التدفق إلى أقل من ~0.5 م/ث. نصائح التصميم:
- تعريف أنبوب المانيفولد: الحجم لسرعة دنيا 0.8–1.2 م/ث عند التدفق الكامل
- مشعبات مسدودة: تجنب; استخدم تصاميم التدفق عبر الحلقة أو التصاميم مع خط العودة
- اتصال الفوهة: الاتصال المباشر الملولب أفضل من الوصلات الشائكة (بدون شقوق)
- منافذ التنظيف: تركيب منافذ السحب كل 1–2 متر لعملية التنظيف العكسي الدورية
خطأ شائع هو تكبير حجم أنابيب المشعب "لانخفاض ضغط أقل". في خدمة النشا، ينعكس ذلك على النشا — حيث يستقر النشا في المناطق منخفضة السرعة ويسدود.
6. استراتيجية الصيانة والوقاية من الانسداد
6.1 بروتوكولات التنظيف
حتى مع فوهات مقاومة الالتصاق، هناك حاجة إلى تنظيف دوري. من خلال تدقيقات الصيانة لدينا عبر 40+ خط مقاس:
تنظيف التفكيك اليدوي (غير متصل):
- نقع بالماء الساخن (80–90°C، 15–30 دقيقة) + فرشاة ناعمة
- التردد: كل 30–60 ساعة للفوهات المضادة للالتصاق، كل 8–16 ساعة للفوهات القياسية
- العمل: ~5 دقائق لكل فوهة
- وقت التوقف: 30–90 دقيقة (يعتمد على سهولة الوصول إلى المانيفولد)
تنظيف كيميائي في المكان (بأسلوب CIP):
- تدوير المادة الكاوية المخففة (1–2٪ NaOH، 60°C، 20 دقيقة) ثم شطفها بالماء الساخن
- التردد: كل 80–120 ساعة
- لا يوجد تفكيك، لكنه يتطلب حلقة CIP في تصميم نظام الحجم
- التكلفة الكيميائية: ~3–5 دولارات لكل دورة تنظيف لنظام 20 فوهة
التنظيف بالموجات فوق الصوتية (غير متصل، عملية دفعات):
- إزالة الفوهات، تنظيف الدفعات في خزان الموجات فوق الصوتية (40 كيلوهرتز، محلول منظف، 10–15 دقيقة)
- التردد: كل 200–300 ساعة للتنظيف العميق
- أسرع طريقة لكل فوهة (~2 دقيقة بما في ذلك التعامل)
- يتطلب استثمارا في خزانات الموجات فوق الصوتية (800–3000 دولار)
التكلفة والفائدة: إذا كنت تنظف الفوهات القياسية يدويا كل 8 ساعات، فإن التحول إلى فوهات مقاومة للالتصاق + تنظيف بالموجات فوق الصوتية كل 50 ساعة يقلل من تكلفة العمالة بنسبة 60–70٪ ويزيد من وقت التشغيل الفعال بنسبة 12–18٪.
6.2 استكشاف الأخطاء وإصلاحها في التراكم المستمر
إذا استمرت فوهات مقاومة الالتصاق بالانسداد أسرع من المتوقع:
| الأعراض | السبب الجذري | الحل |
|---|---|---|
| تراكم فقط عند خروج الفتحة، وليس داخليا | جفاف النشا على سطح الطرف الخارجي | أضف طلاء PTFE أو زيادة الرطوبة المحيطة |
| انسداد سريع (<4 ساعات) عبر جميع الفوهات | المواد الصلبة النشوية مرتفعة جدا أو درجة حرارة منخفضة جدا (قبل التجليت) | تقليل تركيز النشا أو زيادة التسخين |
| تسد فقط 2–3 فوهات من أصل 10+ | توزيع تدفق غير متساو؛ بعض الفوهات التي تعمل بسرعة منخفضة | إعادة توازن المانيفولد أو إضافة فتحات توازن التدفق |
| الرواسب البلورية الصلبة | النشا المفرط في الطهي أو ترشيب الملح | درجة حرارة طهي أقل؛ تحقق من صلابة الماء |
| انسدادات ليفية | النشا غير المذاب أو تلوث الألياف في الإمداد | تركيب مصفاة متتالية ب 100 شبكة في أعلى الفوهات |
{kind=link}
6.3 الصيانة التنبؤية عبر مراقبة التدفق
تركيب حساسات ضغط وتدفق لاكتشاف الانسداد المبكر قبل أن تتدهور جودة الرذاذ:
- معدل تدفق أساسي عند ضغط ثابت (مثلا، 2.0 لتر/دقيقة عند 3.0 بار)
- تنظيف الزناد عندما ينخفض التدفق بنسبة 8–10٪ (عادة قبل 15–25 ساعة من ظهور عيوب الرش الظاهرة)
- التنبيه الآلي عبر PLC يقلل من الخردة وفترات التوقف غير المخطط لها
قمنا بتطبيق ذلك على أربعة خطوط طلاء ورق؛ انخفض متوسط معدل الخردة من 3.2٪ إلى 0.8٪ بسبب اكتشاف الانسدادات الجزئية مبكرا.
7. التحليل الاقتصادي: مضاد الالتصاق مقابل الفوهات القياسية
لنحسب إجمالي تكلفة الملكية (TCO) على مدى 12 شهرا لخط قياس نسيج نسيج نموذجي: 8 فوهات، 12٪ نشا، 16 ساعة تشغيل/يوم، 300 يوم/سنة = 4,800 ساعة تشغيل/سنة.
الجدول 4: مقارنة TCO لمدة 12 شهرا – الفوهات القياسية مقابل الفوهات المضادة للالتصاق
| فئة التكلفة | فوهات 316 SS القياسية | مضاد للعصا (مصقول + فتحة مكبرة) | مضاد للعصا (مطلية ب PTFE) | مضاد الالتصاق (إدخال خزفي) |
|---|---|---|---|---|
| تكلفة الفوهة الأولية (8 قطع) | 160 دولار | 320 دولار | 400 دولار | 800 دولار |
| تردد الاستبدال | كل 800 ساعة (6 مرات في السنة) | كل 2,500 ساعة (مرتين في السنة) | كل 2000 ساعة (2.4 مرة/سنة) | كل 10,000 ساعة (0.5 مرة/سنة) |
| تكلفة الاستبدال/سنة | 960 دولار | 256 دولار | 480 دولار | 400 دولار |
| تردد التنظيف | كل 8 ساعات (600 مرة في السنة) | كل 30 ساعة (160 مرة في السنة) | كل 40 ساعة (120 مرة في السنة) | كل 35 ساعة (137 مرة في السنة) |
| تكلفة العمالة (@ 40 دولار/ساعة، 0.5 ساعة/تنظيف) | 12,000 دولار | 3,200 دولار | 2,400 دولار | 2,740 دولار |
| تكلفة التوقف (@ 300 دولار/ساعة) | 3,000 دولار | 800 دولار | 600 دولار | 685 دولار |
| إجمالي السنة الأولى | 16,120 دولار | 4,576 دولار | 3,880 دولار | 4,625 دولار |
| إجمالي السنة 2+ | 15,960 دولار سنويا | 4,256 دولار/سنة | 3,480 دولار/سنة | 3,825 دولار/سنة |
| تكلفة TCO لمدة 5 سنوات | 79,960 دولار | 21,600 دولار | 17,720 دولار | 20,125 دولار |
فترة استرداد الاستثمار ضد العصا:
- مصقول + تصميم فتحة موسعة: 1.4–2.0 شهر
- التصميم المطلي ب PTFE: 1.8–2.5 شهر
- تصميم إدخال السيراميك: 2.5–3.5 أشهر
التصميم المطلي ب PTFE يقدم أفضل تكلفة TCO لمدة 5 سنوات (17,720 دولارا)، مما يوفر 62,240 دولارا (78٪) مقارنة بالفوهات العادية. تصميم السيراميك له تكلفة تكلفة أعلى قليلا من PTFE بسبب التكلفة الأولية الأعلى، لكنه الخيار الأفضل إذا واجهت ارتفاعات ضغط أو ترغب في تقليل التدخلات الاستبدالية (0.5 مرة سنويا مقابل 2.4 مرة في السنة).
{kind=link}
8. الأسئلة الشائعة
Q1: هل يمكنني تركيب فوهات مقاومة للالتصاق في مشعبي الحالي؟
نعم، في معظم الحالات. عادة ما تستخدم فوهات مقاومة الالتصاق وصلات ملولبة قياسية (1/8" NPT، 1/4" NPT، أو M10x1.0 شائعة). الاعتبار الرئيسي هو حجم الفتحة الأكبر—قد تحتاج إلى تعديل ضغط التشغيل للأسفل بنسبة 10–20٪ للحفاظ على نفس معدل التدفق وحجم القطرة. تأكد دائما من تداخل الرذاذ بعد التحديث لضمان عدم وجود خطوط جفاف.
Q2: هل التحول إلى فتحة أكبر سيقلل من جودة الطلاء بسبب القطرات الخشنة؟
في اختباراتنا، أدى توسيع الفتحة من 1.2 مم إلى 1.8 مم عند ضغط ثابت إلى زيادة حجم القطرة الوسيط (Dv0.5) بحوالي 60–80 ميكرون. بالنسبة لمعظم تطبيقات تكبير النشا التي تستهدف قطرات 200–350 ميكرون، يكون هذا ضمن النطاق المقبول. إذا كانت عمليتك تتطلب قطرات <200 ميكرون، إما أن تقلل الضغط بنسبة 20–30٪ أو تستخدم التذرية بمساعدة الهواء (مع تصميم خلط خارجي). ### Q3: ما هو تركيز النشا العالي جدا بالنسبة للفوهات الهيدروليكية؟ عند زيادة 15٪ من المواد الصلبة بالوزن، تزداد لزوجة النشا بشكل أسي (غالبا >500 كوب كوب عند القص المنخفض)، وتكافح الفوهات الهيدروليكية للتجزئة بشكل صحيح—حتى التصاميم المضادة للالتصاق. سترى رذاذ خيطي ومتقطع بدلا من قطرات منفصلة. للحصول على >15٪ نشا، فكر في طلاء القالب الشقوق، أو طلاء الجرافور، أو التذرير بمساعدة الهواء. بين 12–15٪، أنت على الحافة—راقب جودة البخاخ عن كثب.
Q4: هل أحتاج لتغيير وصفة النشا لاستخدام فوهات مضادة للالتصاق؟
لا حاجة لتغيير الوصفة. الفوهات المضادة للالتصاق تتعامل مع نفس تركيبات النشا مثل الفوهات القياسية، لكن مع مقاومة أفضل للتراكم. ومع ذلك، إذا كنت تستخدم حاليا لزوجة عالية جدا (>200 كوب مكعب) أو مواد صلبة عالية (>13٪) لأن الفوهات تتسد بسهولة، فقد يساعدك التحول إلى تصاميم مضادة للالتصاق لتحسين وصفتك لتحقيق أداء أفضل—وقد يقلل تركيز النشا قليلا لتحسين الاختراق أو يقلل من معدلات اللزوجة.
Q5: كيف أعرف إذا كان طلاء PTFE قد تآكل من الداخل؟
الفحص البصري: عادة ما يكون PTFE أبيض أو شفاف؛ المناطق البالية تكشف عن الفولاذ المقاوم للصدأ المعدني تحتها. اختبار وظيفي: إذا زاد تكرار التنظيف فجأة (مثلا من كل 40 ساعة إلى كل 15 ساعة)، فمن المحتمل أن الطلاء قد فشل. سمك PTFE هو 100–200 ميكرون؛ في التطبيقات عالية السرعة (سرعة الخروج >50 م/ث)، توقع عمر الطلاء بين 300–500 ساعة. في الحجم المتوسط السرعة (<30 م/ث)، يدوم PTFE من 1500 إلى 2500 ساعة. ### سؤال6: هل يمكنني تنظيف الفوهات المطلية ب PTFE بمحلول كاوي؟ نعم، PTFE خامل كيميائيا ويقاوم الكاوية، الأحماض، والمذيبات. ومع ذلك، تجنب الفرش الكاشطة أو التنظيف بالموجات فوق الصوتية عند قوة عالية (>60 واط/لتر)، والتي قد تؤدي إلى إزالة طبقة الطلاء. بالنسبة للفوهات المطلية ب PTFE، نوصي بالنقع بالماء الساخن (85°C، 20 دقيقة) + فرشاة نايلون ناعمة، أو باستخدام الموجات فوق الصوتية الخفيفة (40 كيلوهرتز، 30W/لتر).
Q7: ما هي أفضل طريقة لتخزين فوهات النشا بين فترات الإنتاج؟
لا تدع النشا يجف داخل الفوهات أبدا. بعد الإغلاق، اشطف فوهات الماء الساخن (70–80 درجة مئوية) لمدة 2–3 دقائق، ثم جففها بالهواء المضغوط. خزن الفوهات في أكياس بلاستيكية محكمة الإغلاق مع مجفف. إذا جف النشا من الداخل، يمكن أن يتصلب ليصبح رواسب شبيهة بالأسمنت يتطلب نقعه أو استبداله. لإيقاف التشغيل >أسبوع واحد، قم بتفكيك ونقع الفوهات في محلول كاوي بنسبة 1٪ لمدة 30 دقيقة، ثم اشطفها، جففها، وتخزينها.
Q8: هل تستحق الفوهات الخزفية حقا السعر الإضافي من 5 إلى 10 أضعاف؟
يعتمد ذلك على عمليتك. للعمليات المستمرة على مدار الساعة أو عندما تكون تكلفة العمالة لاستبدال الفوهة مرتفعة (مثل صعوبة الوصول إلى المشعب، بيئة الغرفة النظيفة)، تعيد فوهات السيراميك ثمن الفائدة خلال 6–12 شهرا من خلال تقليل تكرار الاستبدال. بالنسبة للعمليات الدفعية أو عندما تكون بالفعل تقوم بالتنظيف المتكرر، يمتد العائد إلى 18–36 شهرا—وهو أمر يصعب تبريره. قم بحساب TCO في القسم 7 مع معدلات العمالة الفعلية وتكاليف التوقف لديك.
9. الخاتمة والخطوات التالية
اختيار الفوهة المضادة للالتصاق المناسبة لقياس النشا يعتمد على ثلاثة أرضي: الهندسة الداخلية، اختيار المواد، واستراتيجية الصيانة. استنادا إلى بياناتنا الميدانية عبر تطبيقات المقاسات النسيجية والورقية والمسطحة:
لمعظم العمليات (8–12٪ نشا، المواد الصلبة المعتدلة، ضغط 2–4 بار):
- ابدأ ب 316 SS المصقول مع فتحة مكبرة (1.5–1.8 مم) + طلاء طرف PTFE
- توقع وقت تشغيل أطول ب 3–5 مرات بين عمليات التنظيف مقارنة بالفوهات القياسية
- فترة الاسترداد: 2–3 أشهر
للبيئات عالية التآكل (>3٪ حشوات معدنية، رذاذ عالي السرعة):
- الترقية إلى تصاميم إدخالات السيراميك أو التنجستن المصنوعة من كربيد التنجستن
- قبول تكلفة أولية أعلى ب 3–4 مرات مقابل عمر تآكل أطول من 8 إلى 15 مرة
- فترة الاسترداد: 6–12 شهرا في العمليات المستمرة
للتجزئة الدقيقة بمساعدة الهواء:
- استخدام تصميم خلط خارجي مع فتحة سائلة كبيرة (≥3.0مم) وغطاء هواء مطلى ب PTFE
- خطط للتنظيف كل 8–12 ساعة بغض النظر عن خصائص مقاومة الالتصاق
- فكر في نظام CIP الآلي إذا كان يعمل على مدار الساعة طوال أيام الأسبوع
خطة عمل موصى بها
- تدقيق الأداء الحالي: تتبع وتيرة التنظيف الفعلية، وفترات الاستبدال، وتكاليف العمالة/التوقف المرتبطة على مدى 4 أسابيع
- قم بحساب TCO في القسم 7 بأرقامك الحقيقية
- ابدأ بجهاز تجريبي: تعديل 2–3 فوهات بتصميم مضاد للالتصاق في أكثر المناطق إشكالية؛ قياس تقليل التراكمات وثبات الرش
- التوسع إذا تم التحقق منها: عادة ما يعود التحديث الكامل للمشعب خلال 2–4 أشهر
- تنفيذ مراقبة التدفق: تكتشف التنبيهات الآلية الانسداد المبكر، مما يقلل من الخردة بنسبة 60–75٪
إذا كانت عملية قياس النشا تعاني من انسداد متكرر، أو تغطية غير متساوية، أو عمالة تتطلب صيانة عالية، فإن فوهات مكافحة الالتصاق تحقق عائد استثمار قابل للقياس—ليس من خلال وعود تسويقية، بل من خلال التصميم الهندسي الذي يعالج السبب الجذري: التصاق النشا عند نقاط انتقال التدفق وعلى الأسطح الخارجية.
تحتاج مساعدة في تحديد حجم نظامك؟
إذا كنت ترغب في اختيار الفوهة حسب التطبيق بناء على لزوجة النشا، وعرض الركيزة، وأهداف وزن الطلاء، وجدول الإنتاج، تواصل مع مهندس تطبيق الرش مع معايير العملية:
- نوع النشا وتركيزه (٪ المواد الصلبة)
- درجة حرارة التشغيل
- مادة الركيزة وعرضها
- وزن الطلاء المستهدف (g/m²)
- تكوين فوهة التيار والضغط
معظم مصنعي الفوهات يقدمون نمذجة التدفق الحر ويمكنهم توفير فوهات عينات للاختبار في الموقع قبل الالتزام الكامل.