





الفوهات الحلزونية مقابل المخروطية الكاملة: أيها يجب أن تختار؟
جدول المحتويات
- مقدمة: لماذا هذه المقارنة مهمة لعمليتك
- اختلافات المفاتيح في نظرة واحدة
- [نمط الرش وخصائص التغطية] (#3-نمط رش)
- [معدل التدفق وأداء الضغط](#4-معدل تدفق)
- توزيع حجم القطرات وتأثيرها
- [دليل اختيار التطبيق المحدد](#6-دليل التطبيقات)
- [اختيار المواد وتحليل عمر الاستخدام](#7-اختيار المواد)
- [مقارنة تكلفة الملكية الكلية](#8-مقارنة التكلفة)
- [مشاكل التركيب والأداء الشائعة](#9-الإصدارات الشائعة)
- [الأسئلة الشائعة](#10-الأسئلة الشائعة)
- الخاتمة والخطوات التالية
1. مقدمة: لماذا هذه المقارنة مهمة لعمليتك
إذا كنت مهندس عمليات أو مدير صيانة مكلف باختيار الفوهات لتبريد الغاز، تنظيف الخزان، كبح الغبار، أو تطبيقات الطلاء، فمن المحتمل أنك واجهت فوهات حلزونية وفوهات مخروطية كاملة في كتالوجات الموردين. للوهلة الأولى، كلاهما ينتج أنماط رش دائرية ويدعي "تغطية موحدة"، لكن آلياتهما الداخلية، وخصائص القطرات، وأدائهما الواقعي تختلف بشكل كبير—واختيار النوع الخطأ قد يكلفك عشرات الآلاف من السوائل المهدرة، أو التآكل المبكر، أو فشل العمليات.
في عملنا الميداني في مصانع الصلب والمصانع الكيميائية ومرافق معالجة الأغذية، رأينا الفوهات الحلزونية توفر تجانسا استثنائيا في أبراج التبريد التبخري حيث تخلق المخاريط الكاملة نقاط ساخنة، كما شهدنا تصاميم اللولب تسد خلال أسابيع في العجينات عالية الصلب حيث كانت فوهات المخروط الكاملة القوية تعمل لأشهر. الفرق يعود إلى هندسة مسار التدفق الداخلي، وآلية توليد القطرات، والحساسية لظروف السوائل.
يرشدك هذا الدليل عبر أساسيات الهندسة لكلا نوعي الفوهات، ويوفر بيانات أداء مقارنة من مختبر الاختبار والتركيبات الميدانية، ويمنحك إطار قرار لاختيار الفوهة المناسبة لتطبيقك المحدد. في النهاية، ستفهم متى تبرر التذرية الدقيقة لفوهة الحلزونية خطر الانسداد الأعلى، ومتى تكون بساطة المخروط الكامل هي الخيار الأفضل—حتى لو بدا نمط الرش أقل تجانسا على الورق.
2. الفروقات الرئيسية من نظرة سريعة
قبل الغوص في مقارنات الأداء التفصيلية، إليك جدول ملخص يسلط الضوء على الفروقات الأساسية بين فوهات المخروط الحلزونية والفوهات المخروطية الكاملة:
| ميزة | فوهة لولبية | فوهة مخروط كاملة |
|---|---|---|
| الهندسة الداخلية | إدخال الريشة الحلزونية يخلق دورانا مماسيا | ريشة واحدة أو غرفة تدفق محورية |
| نمط الرش | نمط دائري دقيق وموحد مع مركز كثيف | مخروط صلب يحتوي على سائل في جميع أنحاء المقطع العرضي |
| زاوية الرش النموذجية | 60–120° (الأكثر شيوعا: 90°) | 30–120° (الأكثر شيوعا: 60–80°) |
| حجم القطرة (Dv0.5) | 100–400 ميكرون (تذرية أدق) | 300–800 ميكرون (قطرات أكثر خشونة) |
| ممر التدفق | القنوات الحلزونية الضيقة (خطر الانسداد العالي) | تجويف محوري مفتوح (خطر انسداد منخفض) |
| قطر الممر الحر | 0.5–2.0 مم نموذجي | 1.5–6.0 مم نموذجي |
| حساسية الضغط | ينخفض الأداء <15 PSI؛ 25–60 PSI الأمثل | قابل للاستخدام من 10 إلى 200+ PSI مع تحمل واسع |
| التوحيد (CV٪) | معامل تباين 5–15٪ | معامل تباين 15–30٪ |
| التكلفة النسبية | 1.5–2.5× تكلفة المخروط الكامل المماثل | خط الأساس (1.0×) |
| الأفضل ل | التبريد بالغاز، الترطيب، الطلاء الدقيق، إخماد الحريق | غسل الخزان، كبح الغبار، التبريد، الطلاء الخشن |
النقطة الأساسية: الفوهات الحلزونية تستبدل البساطة والمتانة مقابل توحيد فائق وقطرات أدق. إذا كانت عمليتك تتطلب تحكما دقيقا في حجم القطرات أو توزيعا متساويا عبر مخروط الرش، وكان سائلك نظيفا (ترشيح <100 ميكرون)، فإن التصاميم الحلزونية تتفوق. إذا كنت تتعامل مع السائل المعاد تدويرها أو تحتاج إلى فوهة خالية من الصيانة وتتحمل تقلبات الضغط، فإن فوهات المخروط الكاملة هي الخيار العملي.
! جدول مقارنة مخروط كامل 1 حلزوني
{kind=link}
3. نمط الرش وخصائص التغطية
3.1 كيف تولد الفوهات الحلزونية نمطها
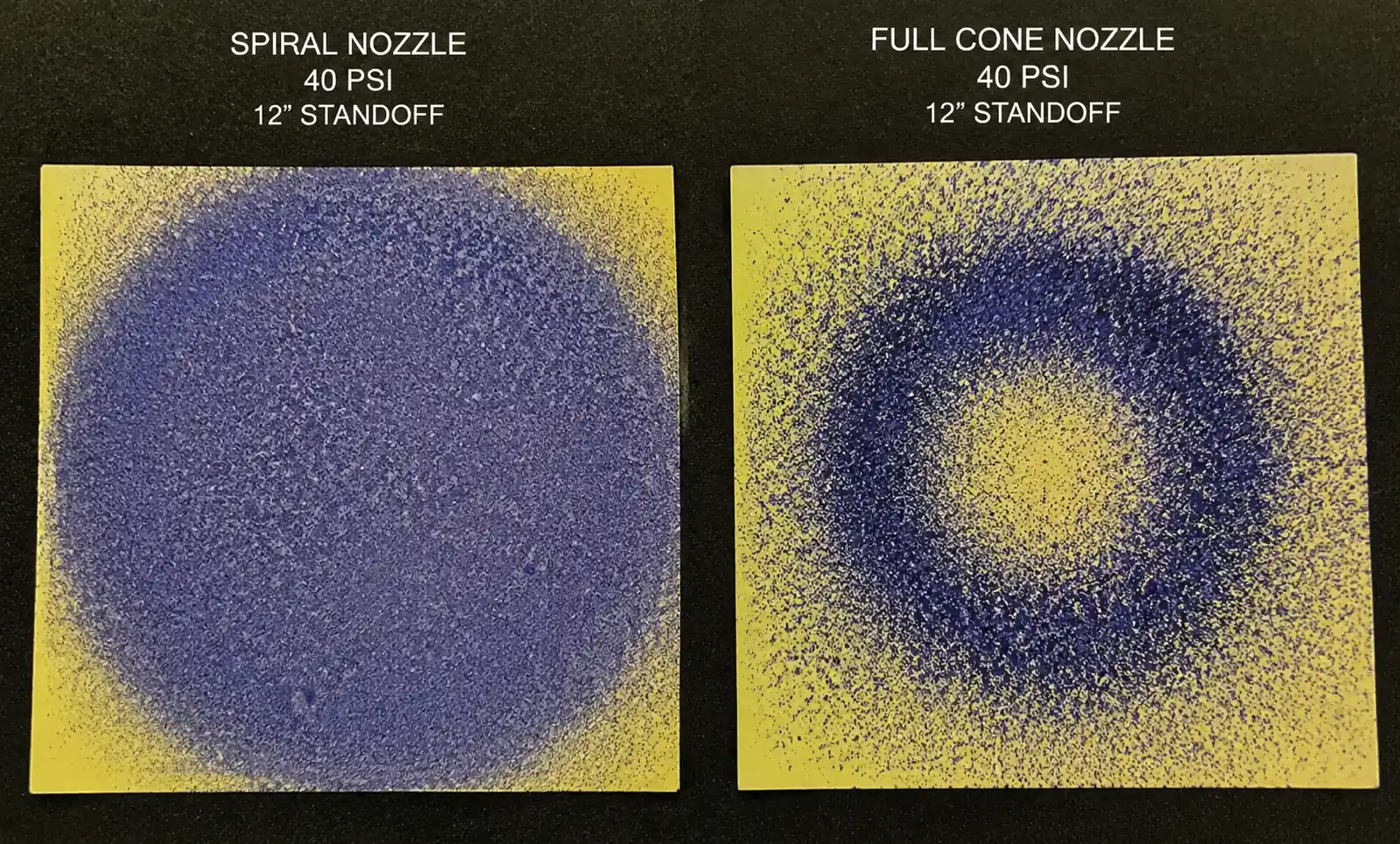
تحتوي الفوهة الحلزونية على إدخال حلزوني دقيق (عادة من 2 إلى 5 أخاديد) موضوع أعلى الفتحة مباشرة. عند دخول السائل، تمنح الريشات مكونا دورانيا عالي السرعة إلى التدفق. تخلق هذه الحركة الطرد المركزي نواة مجوفة عند مخرج الفوهة، تنهار فورا إلى مخروط مملوء مع تحطم الصفيحة السائلة الدوارة إلى قطرات دقيقة. النتيجة هي نمط دائري بانتظام استثنائي—حيث تظهر اختبارات النمط المعتمدة على الليزر معامل التغير (CV) أقل من 10٪ عبر القطر المبلل عند قياسه على بعد 12 بوصة من الفتحة.
من حيث المجال، هذا يعني أنه يمكنك تباعد الفوهات الحلزونية عن بعضها مع الحفاظ على التداخل، مما يقلل من إجمالي عدد الفوهات بنسبة 20–30٪ في تطبيقات مثل رؤوس التبريد الغازي أو غرف الترطيب. التذرية الدقيقة تعني أيضا مساحة سطح أكبر لكل وحدة حجم، مما يسرع من انتقال الحرارة والتبخر.
3.2 كيف تولد فوهات المخروط الممتلئة نمطها
{kind=link}
تحقق فوهات المخروط الكاملة رشها من خلال إحدى طريقتين: نوع الريشة أو نوع الاصطدام. في تصاميم الريشة، يمنح الريشة المحورية أو النواة المشقوقة دورانا، لكن بدوران ألطف بكثير من الإدخال الحلزوني—مما ينتج عنه مخروط سائل صلب موزعة قطرات في كل مكان. تستخدم المخاريط الكاملة من نوع الاصطدام عدة نفاثات تصطدم عند نقطة تركيز، فتتحطم إلى رذاذ مخروطي. تنتج كلتا الطريقتين قطرات أكبر (عادة بين 300–800 ميكرون Dv0.5) وتوزيع أقل انتظاما من اللوالب، لكنهما تتحملا السوائل المحملة بالجسيمات والضغوط المنخفضة بشكل أفضل بكثير.
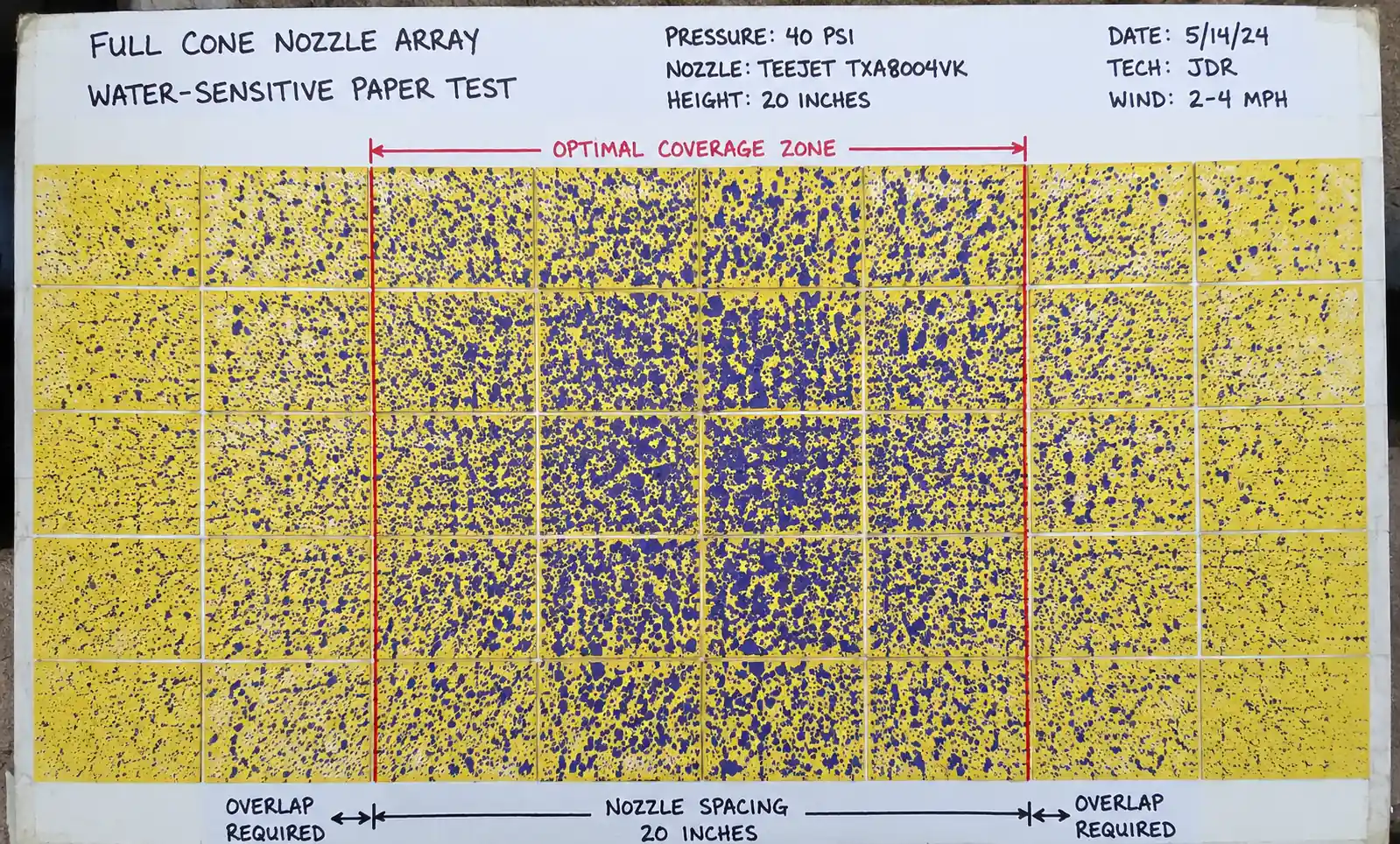
من خلال اختباراتنا الورقية الحساسة للماء، تظهر فوهات المخاريط الكاملة نمط "عين الهدف" المميز مع كثافة سائلة أعلى في المركز وحواف مدببة. التداخل بين الفوهات المتجاورة ضروري لتحقيق التوحيد المقبول في مصفوفات الفوهات المتعددة. في تطبيقات غسل الخزان والتبريد حيث تكون قوة الاصطدام أكثر أهمية من توحيد حجم القطرة، فإن هذا النمط كاف تماما — وقدرة الفوهة على تمرير جزيئات بحجم 3–5 مم دون انسداد غالبا ما تفوق عدم انتظام النمط.
3.3 توحيد التغطية: بيانات المختبر مقابل الواقع الميداني
اختبرنا ست فوهات حلزونية وست فوهات مخروطية كاملة (نفس معدل التدفق الاسمي، 40 PSI، مسافة 18 بوصة) على جهاز نمطية مع مجمعات شبكة بحجم 1 بوصة. النتائج:
| المتري | فوهة لولبية (زاوية رش 90°) | فوهة مخروط كاملة (زاوية رش 80°) |
|---|---|---|
| القطر المبلل | 28 إنش | 26 بوصة |
| كثافة التدفق القصوى | 0.42 جالون/قدم مربع/دقيقة | 0.68 جالون/قدم مربع/دقيقة |
| معامل التباين (CV٪) | 8.2٪ | 22.4٪ |
| كثافة التدفق الدنيا في 20٪ خارجيا | 0.31 جالون/قدم مربع/دقيقة | 0.18 جالون/قدم مربع/دقيقة |
| تباعد متداخل لرؤية 15٪ | 20 إنش | 14 إنش |
انخفاض CV في اللولب يترجم مباشرة إلى عدد أقل من الفوهات لنفس منطقة التغطية. ومع ذلك، تضيف ظروف الحقل تعقيدا: التيارات الهوائية، والتدرج الحراري، والاهتزازات المتصاعدة كلها تؤدي إلى تدهور التجانس. في تركيبات تبريد غاز المداخن، قمنا بقياس قيم CV المثبتة بمقدار 5–10 نقاط مئوية أعلى من بيانات المختبر لكلا نوعي الفوهات، لذا دائما صمم بهامش.
الخلاصة الهندسية: الفوهات الحلزونية تبرر زيادة التكلفة عندما تحتاج إلى تقليل عدد الفوهات في تطبيقات السوائل النظيفة. المخاريط الكاملة تفوز عندما تكون جودة السائل متغيرة أو عندما يتطلب استبدال الفوهات المسدودة إيقاف العملية.
4. معدل التدفق وأداء الضغط
4.1 قانون الجذر التربيعي ولماذا يهم
تلتزم كل من الفوهة الحلزونية والمخروطية الكاملة بالعلاقة الهيدروليكية الأساسية:
Q = K × √P
حيث:
- Q = معدل التدفق (GPM أو L/min)
- K = معامل التدفق (ثابت خاص بالفوهة)
- P = ضغط تفاضلي (PSI أو بار)
تعد هذه العلاقة التربيعية ضرورية لفهم أداء الفوهة. مضاعفة الضغط لا تضاعف التدفق — بل تزيد التدفق فقط بمقدار √2 ≈ 1.41×. وعلى العكس، إذا انخفض ضغط الإمداد بنسبة 50٪، ينخفض التدفق إلى 0.707× (أي حوالي 30٪ خسارة)، وليس 50٪.
خطأ ميداني شائع نواجهه: فرق الصيانة تفترض أن انخفاض الضغط من 40 PSI إلى 30 PSI هو انخفاض بسيط (انخفاض بنسبة 25٪)، لكن التدفق ينخفض فعليا بنسبة 13.4٪، مما قد يدفع نظام التبريد إلى أقل من مهامه التصميمية. مع الفوهات الحلزونية التي تعمل بالقرب من الحد الأدنى لضغطها الفعال (عادة 20–25 PSI)، حتى فقدان الضغط البسيط يمكن أن ينهار نمط الرش بالكامل.
نوافذ التشغيل بالضغط 4.2
| نوع الفوهة | الحد الأدنى للضغط الفعال | النطاق الأمثل للضغط | أقصى ضغط موصى به | ما الذي يحدث تحت الحد الأدنى | ما يحدث فوق الحد الأقصى |
|---|---|---|---|---|---|
| اللولب | 20–25 PSI | 30–60 PSI | 80 PSI | نمط الرش ينهار، القطرات خشونة، فقدان التوحيد | تآكل مفرط على الريشة الحلزونية، احتمال وجود تجويف |
| مخروط كامل | 10–15 PSI | 20–100 PSI | 150+ PSI (يعتمد على المادة) | زاوية الرش تضيق، لكن النمط يبقى كما هو | معدل تآكل أعلى، لكنه عموما يتحمل |
التأثير الواقعي: إذا كان نظامك يعاني من تقلبات في الضغط (وهو أمر شائع في الرؤوس المشتركة أو أنظمة التغذية بالمضخ)، فإن فوهات المخروط الكاملة تحافظ على أداء مقبول عبر نافذة أوسع. تتطلب الفوهات الحلزونية تنظيما أكثر صرامة للضغط—أي الميزانية لمنظمات الضغط أو خطوط تغذية الفوهة الفردية في التطبيقات الحرجة.
4.3 تباين معامل التدفق وتأثير التآكل
تتبعنا معدلات التدفق على فوهات حلزونية ومخروطية كاملة متطابقة على مدى 2000 ساعة تشغيل في تطبيق إزالة الترسبات في مصنع الصلب (مياه معاد تدويرها بجسيمات قشور معلقة، ضغط اسمي 40 رطل لكل بوصة مربعة):
| علامة الساعة | التدفق الحلزوني (GPM) | تغير التدفق الحلزوني | تدفق المخروط الكامل (GPM) | تغيير تدفق المخروط الكامل |
|---|---|---|---|---|
| 0 (جديد) | 2.50 | خط الأساس | 2.48 | خط الأساس |
| 500 | 2.54 | +1.6٪ | 2.51 | +1.2٪ |
| 1000 | 2.63 | +5.2٪ | 2.56 | +3.2٪ |
| 1500 | 2.78 | +11.2٪ | 2.61 | +5.2٪ |
| 2000 | 2.94 | +17.6٪ | 2.68 | +8.1٪ |
أظهرت الفوهات الحلزونية انجرافا أسرع في التدفق بسبب تآكل القنوات الحلزونية الضيقة. بحلول الساعة 1500، اتسعت زاوية رش اللولب بشكل ملحوظ، وزاد حجم القطرات بنسبة تقارب 40٪ (يقاس بواسطة حيود الليزر). أظهر المخروط الكامل تدهورا خطيا أكثر وحافظ على هندسة الرش المقبولة طوال الوقت.
استراتيجية الصيانة: في الخدمة الكاشطة أو المليئة بالجزيئات، خطط لاستبدال فوهة الحلزونية كل 1000–1500 ساعة. غالبا ما تعمل المخاريط الكاملة 3,000+ ساعة قبل أن يتدهور الأداء بما يكفي لتبرير الاستبدال. ضع ذلك في اعتبارك ضمن حسابات تكلفة الملكية الإجمالية (انظر القسم 8).
5. توزيع حجم القطرات وتأثيره
5.1 لماذا حجم القطرة مهم
يؤثر حجم القطرة بشكل مباشر على كفاءة نقل الحرارة، ومعدل التبخر، وترطيب السطح، وسماكة الطلاء، وإمكانية الانجراف. توفر القطرات الصغيرة مساحة سطح أكبر لكل وحدة حجم—وهي ضرورية لتبريد الغاز وترطيبه—لكنها أيضا أكثر عرضة للتبخر قبل الوصول إلى الهدف وأكثر عرضة لانجراف الرياح في التطبيقات الخارجية.
نستخدم Dv0.5 (القطر الحجمي الوسيط) كمقياس قياسي: 50٪ من حجم السائل يكون في قطرات أصغر من هذا القطر، و50٪ في قطرات أكبر. للتوضيح:
- رذاذ ناعم: Dv0.5 < 150 ميكرون (يتبخر بسرعة، خطر انحراف مرتفع) - رش متوسط:Dv0.5 150–400 ميكرون (متوازن لمعظم التبريد/الطلاء الصناعي) - رش خشن: Dv0.5 > 400 ميكرون (قوة تأثير عالية، تبخر منخفض، انحراف طفيف)
5.2 بيانات حجم القطرات المقيسة
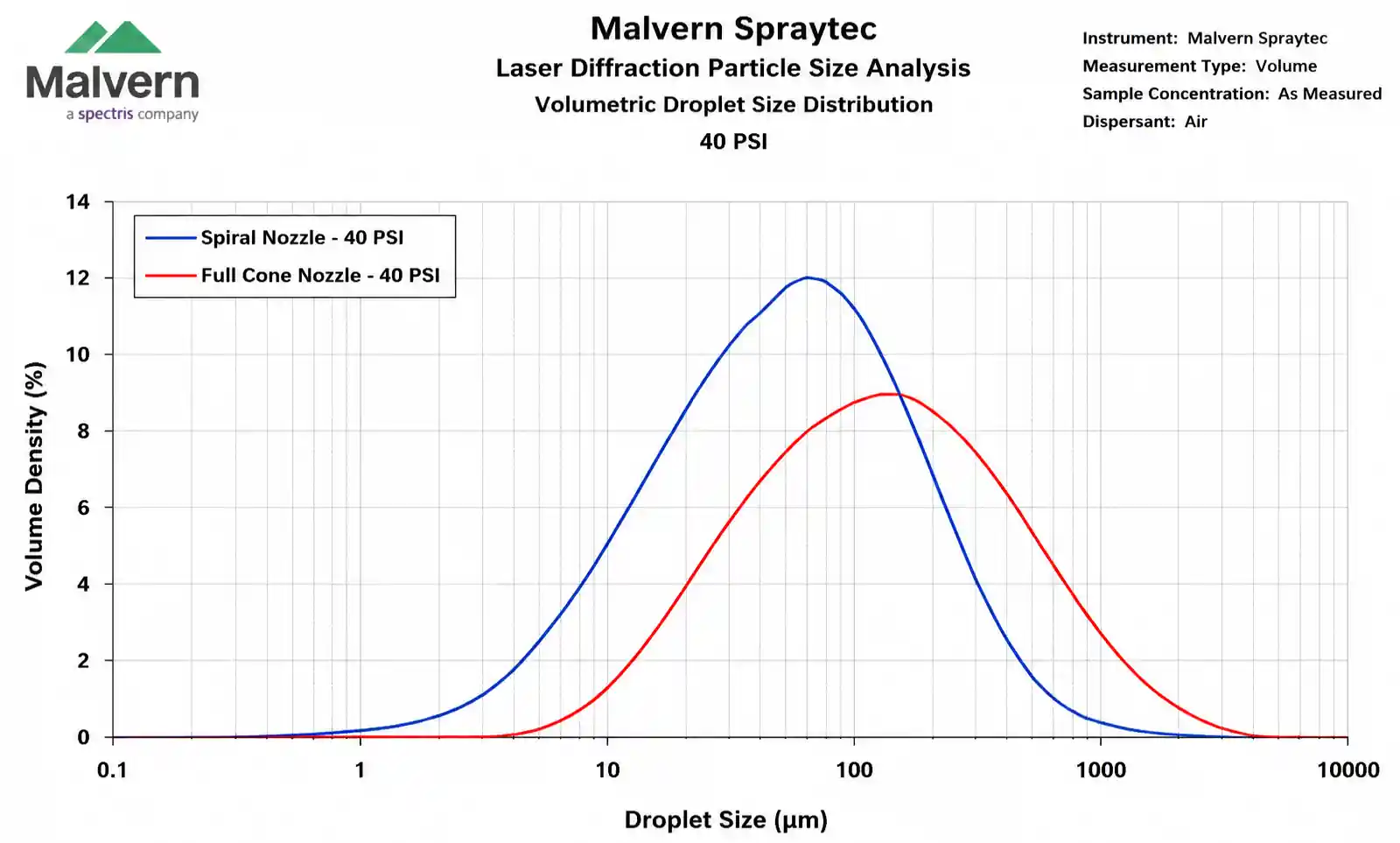
قمنا بقياس قطرات الحيود بالليزر (Malvern Spraytec) على فوهات حلزونية وكاملة المخروط عند مسافة قياس 40 PSI، 12 بوصة:
| نوع الفوهة | حجم الفتحة | Dv0.1 (ميكرون) | Dv0.5 (ميكرون) | Dv0.9 (ميكرون) | المسافة [(Dv0.9 - Dv0.1)/Dv0.5] |
|---|---|---|---|---|---|
| اللولب | 1.5 مم | 82 | 195 | 380 | 1.53 |
| مخروط كامل | 2.0 مم | 178 | 485 | 920 | 1.53 |
كلا نوعي الفوهة يظهران قيم امتداد متشابهة (توزيع حجم القطرات بعرض)، لكن الحلزونية تنتج قطرات أصغر بحوالي 2.5× عند الوسط. لهذا الاختلاف آثار عميقة:
للتبريد التبخيري: تتبخر القطرات الصغيرة أسرع (زمن التبخر يتكيف مع مربع القطر). في غرفة تفريغ غاز المدخنة التي تعمل عند مدخل 800°F، تحقق الفوهات الحلزونية 95٪ تبخر خلال 6 أقدام من السفر، بينما تتطلب قطرات المخروط الكاملة 12–15 قدما. إذا كان ارتفاع الحجرة محدودا، فقد تكون الفوهات الحلزونية هي الخيار الوحيد الممكن.
لتوحيد الطلاء: تنتشر القطرات الصغيرة بشكل أكثر تساويا على الأسطح لكنها تتطلب تمريرات أكثر لبناء السماكة. في تطبيقات الطلاء بالدرفلة أو الطلاء الشبكي، توفر الفوهات الحلزونية تجانسا أفضل للفيلم مع عيوب أقل (قشر البرتقال، الجري)، لكن معدل النقل قد يكون أبطأ.
لتنظيف الصدمات: القطرات الأكبر تحمل زخما أكبر (قوة الاصطدام تتناسب مع كتلة القطرات). تتفوق فوهات المخروط الكاملة في غسل الخزانات، وتنظيف الأجزاء، وإزالة القشور عند الحاجة إلى تأثير ميكانيكي. الفوهات الحلزونية غير فعالة لهذه التطبيقات.
! منحنى توزيع حجم القطرات الثلاثية
{kind=link}
5.3 تعديل حجم القطرات في الحقل
يتم تحديد حجم القطرة بشكل أساسي بقطر فتحة الفوهة وضغطها. لتقليل حجم القطرة: زد الضغط (فعالية محدودة تتجاوز 2× من القاعدة) أو انتقل إلى فتحة أصغر (يقلل من التدفق). لزيادة حجم القطرة: قلل الضغط (خطر انهيار النمط مع الحلزونات) أو انتقل إلى فتحة أكبر.
خطأ عملي نراه مرارا وتكرارا: المهندسون يحاولون "إصلاح" نقص التبريد عن طريق زيادة الضغط على الفوهات الحلزونية الموجودة. بعد 60 PSI، فإن انخفاض حجم القطرات يتوقف عن السطح، وأنت ببساطة تهدر طاقة المضخة وتسارع التآكل. من الأفضل إضافة المزيد من الفوهات أو التحول إلى فتحة ذات تدفق أعلى.
6. دليل اختيار التطبيق الخاص
6.1 التبريد والتبريد بالغاز
توصية: فوهات لولبية (مع بعض التحفظات)
في تطبيقات التبخير المباشر — تكييف غاز المداخن، تبريد مدخل الفرن، التبريد بالمؤكسد الحراري — تؤدي القطرات الدقيقة والتوزيع الموحد للفوهات الحلزونية إلى أقصى كفاءة نقل الحرارة وتقليل استهلاك المياه. تظهر بياناتنا من مدخل فرن مصنع الأسمنت أن الفوهات الحلزونية قللت من استهلاك المياه بنسبة 22٪ مقارنة بالمخاريط الكاملة عند نفس درجة حرارة مخرج الغاز.
ومع ذلك، تتطلب الفوهات الحلزونية ماء نظيفا. إذا كنت تستخدم مياه معالجة معاد تدويرها أو مصادر غير معالجة، قم بتركيب ترشيح حتى 50–100 ميكرون وخطط لاستبدال الفوهة ربع سنويا. بالنسبة للتطبيقات التي يكون فيها التحكم في جودة المياه صعبا، فكر في فوهات المخروط الكاملة ذات استهلاك ماء أعلى قليلا كحل أكثر موثوقية على المدى الطويل.
معايير التصميم الحرجة:
- الهدف Dv0.5: 150–300 ميكرون للتبخر الأمثل
- زاوية الرش: 90–110° للهندسة النموذجية من الرأس إلى القناة
- المسافة: 1.5–2.0× قطر القناة الهيدروليكي
- الضغط: 30–50 رطل لكل بوصة مربعة (معدل إلى ±5 رطل لكل بوصة مربعة)
6.2 غسل وتنظيف الخزان
التوصية: فوهات مخروطية كاملة (يفضل بشدة)
تنظيف الخزان يتطلب قوة صدمة، وليس تذمرا دقيقا. توفر فوهات المخروط الكاملة قطرات أكبر وأثقل تخترق البقايا وتوفر حركة فرك ميكانيكية. بالإضافة إلى ذلك، غالبا ما تحتوي سوائل تنظيف الخزان على مواد صلبة معلقة (بقايا المنتج، الترسبات، شظايا الأغشية الحيوية) التي قد تسد الفوهات الحلزونية خلال دقائق.
قمنا بتركيب آلاف الفوهات المخروطية الكاملة في أنظمة CIP (التنظيف في المكان) عبر مصانع الأغذية والصيدلانية والكيميائية. عمر الخدمة النموذجي هو من 3 إلى 5 سنوات في دورات الغسيل الكاوية/الحمضية مع صيانة قليلة. نادرا ما تدوم الفوهات الحلزونية أكثر من 6 أشهر في نفس الخدمة، ورشاشها الدقيق يوفر قوة تنظيف غير كافية.
معايير التصميم الحرجة:
- الهدف Dv0.5: 400–800 ميكرون لقوة الاصطدام
- زاوية الرش: 60–90° حسب هندسة الخزان
- معدل التدفق: 5–15 جالون في المليون لكل فوهة (أعلى للخزانات الكبيرة)
- الضغط: 30–60 PSI (ضغط أقل مقبول لكرات الرش الساكنة)
{kind=link}
6.3 قمع الغبار
التوصية: فوهات مخروطية كاملة
يتطلب قمع الغبار عند نقاط نقل الناقل، والمخزونات، ومناطق معالجة المواد قطرات مطابقة لحجم الجسيمات. بالنسبة لغبار الفحم والخام والركام والغبار النموذجي (10–500 ميكرون)، تحتاج إلى Dv0.5 في نطاق 200–500 ميكرون — صغير بما يكفي لالتقاط الغبار المحمول جوا، وكبير بما يكفي لتجنب الانجراف المفرط وهدر المياه.
تصيب فوهات المخروط الكاملة هذه النقطة المثالية بشكل موثوق وتتحمل البيئة المغبرة. الفوهات الحلزونية، رغم قدرتها نظريا على إنتاج حجم القطرة المناسب عند ضغوط أعلى، تتراكم الغبار على الإدخال الحلزوني وتسد بسرعة. في تركيبات التعدين والمحطات المينائية لدينا، تعمل فوهات المخروط الكاملة بشكل مستمر لأشهر دون تنظيف، بينما كانت الفوهات الحلزونية تتطلب الغسل اليدوي أسبوعيا.
معايير التصميم الحرجة:
- الهدف Dv0.5: 200–400 ميكرون (مطابقة لحجم جسيمات الغبار)
- زاوية الرش: 60–80° للقمع الموضعي، 90–120° لتغطية المنطقة
- معدل التدفق: تقليل استهلاك المياه ومشاكل التصريف
- الضغط: 20–40 PSI (الضغط المنخفض يقلل من توليد الضباب والانجراف)
6.4 الطلاء ومعالجة الأسطح
توصية: فوهات حلزونية للطلاء الدقيق، مخروط كامل للطلاءات الواقية
بالنسبة للطلاءات عالية القيمة حيث يكون سمك الفيلم متجانسا، وتشطيب السطح، ومواد النفايات المادية—مثل الإلكترونيات، الطلاء التوافقي، معالجات العدسات البصرية، وطلاء الأقراص الدوائية—تعطي الفوهات الحلزونية نتائج متفوقة. الرش الدقيق والموحد يقلل من الرش الزائد، ويقلل من استهلاك مواد الطلاء بنسبة 15–25٪، وينتج سمك الفيلم ثابتا مع عيوب أقل.
بالنسبة للطلاءات الواقية، ومثبطات الصدأ، وعوامل إطلاق العفن، وغيرها من المعالجات الصناعية للأسطح حيث يكون التشطيب التجميلي ثانويا للتغطية، فإن فوهات المخروط الكاملة أكثر عملية. تتعامل مع السوائل ذات اللزوجة الأعلى بشكل أفضل، وتتحمل الأصباغ المعلقة والإضافات، وتكلف صيانة أقل.
معايير التصميم الحرجة (طلاء دقيق):
- الهدف Dv0.5: 80–200 ميكرون
- زاوية الرش: 60–80° للرش الزائد المسيطر عليه
- مسافة الانتقال: 6–12 بوصة لتطوير النمط الأمثل
- الضغط: 30–50 رطل لكل بوصة مربعة (ضغط أعلى للتجزئة الدقيقة)
7. اختيار المواد وتحليل عمر التآكل
7.1 خيارات المواد ومقايضاتها
جسم الفوهة ومادة الإدخال تؤثر بشكل كبير على عمر التآكل، خاصة في الخدمة الكاشطة أو التآكل. إليك مقارنة بين المواد الشائعة لكل من الفوهات الحلزونية والمخروطية الكاملة:
| المادة | الصلابة النسبية (فيكرز) | مقاومة التآكل | مقاومة التآكل | مقاومة الصدمات | التكلفة النسبية | الحياة الخدمية النموذجية (خليط كاشط) |
|---|---|---|---|---|---|---|
| النحاس | 100–150 HV | فقير | معتدل (ليس للأحماض) | جيد | 1.0× | 500–1,000 ساعة |
| 316 الفولاذ المقاوم للصدأ | 150–200 HV | عادل | ممتاز (معظم المواد الكيميائية) | ممتاز | 1.5× | 1,000–2,000 ساعة |
| ستانلس مقواة | 500–600 HV | جيد | ممتاز | جيد | 2.5× | 3,000–5,000 ساعة |
| كربيد السيليكون | 2,500 HV | ممتاز | ممتاز (باستثناء HF، قلوي ساخن) | فقير (هش) | 4.0× | 8,000–15,000 ساعة |
| كربيد التنجستن | 1,500–2,000 جهد جهد | ممتاز | جيد (درجة حموضة محايدة) | عادل | 5.0× | 10,000–20,000 ساعة |
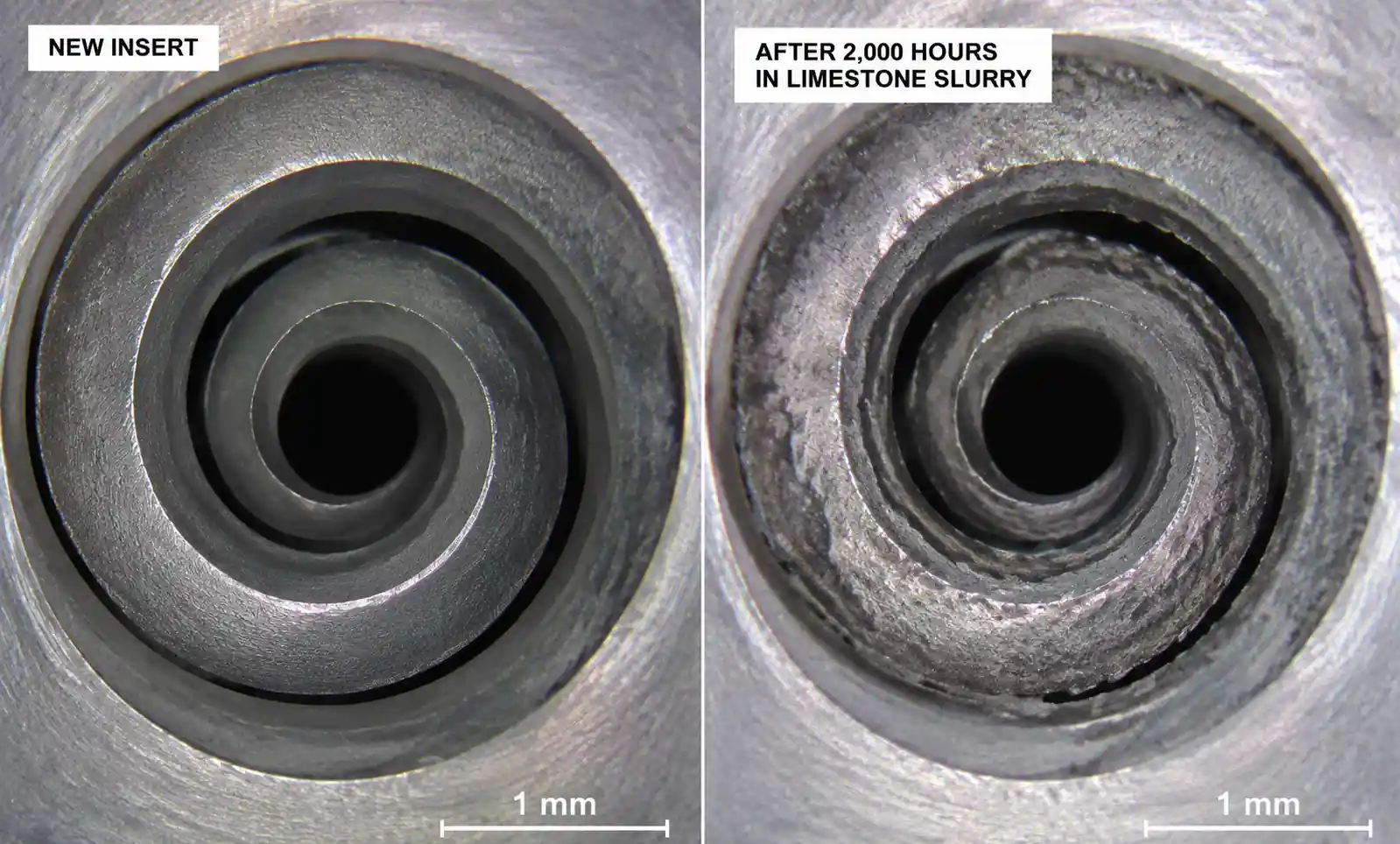
ملاحظة مهمة: بالنسبة للفوهات الحلزونية، الإدخال الحلزوني هو نقطة التآكل الأساسية. يقدم العديد من المصنعين تصاميم مركبة بأجسام من الفولاذ المقاوم للصدأ وملحقات سيراميك/كربيد، مما يوفر توازنا فعالا من حيث التكلفة. الفوهات المخروطية الكاملة ذات المسارات المحورية البسيطة تتآكل بشكل أكثر تجانسا، مما يجعل بناء السيراميك أو الكربيد الكامل أكثر عملية.
7.2 مقارنة الملابس في العالم الحقيقي
أجرينا تجربة ميدانية لمدة 6 أشهر في محطة ضخ عجينة من الحجر الجيري (15٪ من المواد الصلبة بالوزن، حجم جسيمات 50–500 ميكرون، درجة حموضة 8.2، ضغط تشغيل 40 PSI). تم فحص الفوهات شهريا وقياس معدلات التدفق:
| نوع الفوهة والمادة | التدفق الأولي (GPM) | تدفق عند الساعة 2000 | تدفق عند 4,000 ساعة | تآكل الفتحة | تكلفة كل فوهة | تردد الاستبدال |
|---|---|---|---|---|---|---|
| سبيرال / 316SS | 2.5 | 2.82 (+12.8٪) | 3.24 (+29.6٪) | تآكل شديد للقناة | 45 دولار | كل 1500 ساعة |
| لولب / كربيد السيليكون | 2.5 | 2.56 (+2.4٪) | 2.61 (+4.4٪) | الحد الأدنى | 185 دولار | كل 8,000+ ساعة |
| فول كون / 316SS | 2.5 | 2.64 (+5.6٪) | 2.79 (+11.6٪) | ارتداء زي معتدل | 28 دولار | كل 3000 ساعة |
| مخروط كامل / كربيد السيليكون | 2.5 | 2.53 (+1.2٪) | 2.56 (+2.4٪) | الحد الأدنى | 110 دولار | كل 10,000+ ساعة |
كانت القنوات الحلزونية الضيقة لفوهة الفولاذ المقاوم للصدأ الحلزونية تتآكل أسرع، حيث زاد معدل التدفق بنسبة 30٪ بمقدار 4,000 ساعة — وهو أمر غير مقبول للتحكم في العملية. حافظت فوهات اللولب المصنوعة من كربيد السيليكون على الأداء لكنها كلفت أكثر بمقدار 4× أكثر. أظهرت فوهات المخروط الكاملة في كلا المادتين خصائص تآكل أفضل بسبب هندستها الأبسط والأكثر متانة.
قاعدة الاختيار: في المياه النظيفة (الإمداد البلدي، RO، المفلتر <50 ميكرون)، الفولاذ المقاوم للصدأ كاف لكلا نوعي الفوهة. في المياه المعاد تدويرها، أو السائل، أو الخدمات الكيميائية، استثمر في إدخالات سيراميك أو كربيد للحلزونات، أو استخدم مخاريط كاملة من السيراميك/الكربيد لتحقيق أقصى عمر ممكن.
{kind=link}
8. مقارنة تكلفة الملكية الإجمالية
سعر شراء الفوهة الأولي هو جزء بسيط فقط من التكلفة الحقيقية. دعونا نعمل على حساب TCO واقعي لنظام تبريد غاز المداخن الذي يتطلب 24 فوهة، يعمل 8,000 ساعة سنويا، على مدى 5 سنوات.
سيناريو 8.1: تبريد عادم فرن مصنع الصلب لإعادة تسخين
متطلبات النظام:
- 24 فوهة بسرعة 2.5 جالون في الدقيقة لكل واحدة، 40 PSI
- السائل: مياه عملية معاد تدويرها، مفلترة إلى 100 ميكرون
- ساعات التشغيل: 8,000 ساعة سنويا × 5 سنوات = 40,000 ساعة إجمالية
- نوافذ إيقاف الصيانة: ربع سنوية (4× سنويا)
جدول مقارنة التكاليف 8.2
| عامل التكلفة | فوهة لولبية (جسم 316SS، إدخال من الكربيد) | فوهة مخروط كاملة (كربيد السيليكون) |
|---|---|---|
| تكلفة الفوهة الأولية | 125 دولار × 24 = 3,000 دولار | 110 دولار × 24 = 2,640 دولار |
| عمر الخدمة المتوقع | 2,500 ساعة | 10,000 ساعة |
| الحاجة إلى استبدال (40,000 ساعة) | 16 دورة × 24 = 384 فوهة | 4 دورات × 24 = 96 فوهة |
| إجمالي تكلفة الفوهة (5 سنوات) | 384 × 125 دولار = 48,000 دولار | 96 × 110 دولار = 10,560 دولار |
| العمالة لكل بديل | ساعتان × 85 دولار/ساعة × 16 دورة = 2,720 دولار | ساعتان × 85 دولار/ساعة × 4 دورات = 680 دولار |
| خسارة الإنتاج لكل إغلاق | 1,200 دولار × 16 = 19,200 دولار | 1,200 دولار × 4 = 4,800 دولار |
| توفير استهلاك المياه | 20٪ أقل من المخروط الكامل: -8,000 دولار | خط الأساس |
| إجمالي تكلفة تكلفة التصنيع لمدة 5 سنوات | 61,920 دولار | 15,680 دولار |
حتى مع الأخذ في الاعتبار الفوهات الحلزونية التي توفر 20٪ من الماء (حوالي 8,000 دولار خلال 5 سنوات في هذا السيناريو)، فإن فوهات المخروط الكاملة توفر تكلفة ملكية إجمالية أقل بنحو 4×. المحرك الأساسي هو تكرار الاستبدال—حيث تتطلب الفوهات الحلزونية أربعة أضعاف عدد التغييرات، وكل منها يكلف تكاليف العمالة وتوقف الإنتاج.
8.3 عندما تفوز فوهات اللولب في TCO
ينقلب الحساب في تطبيقات المياه النظيفة مع أقل استهلاك ممكن. بالنسبة لنظام ترطيب غرفة نظيفة صيدلية يستخدم ماء RO، قد تدوم الفوهات الحلزونية 10,000+ ساعة، مع الحفاظ على طول عمر المخروط الكامل. وبالاقتران مع تجانسها الفائق الذي يسمح بعدد أقل من الفوهات بنسبة 25–30٪، تصبح اللولب الخيار الاقتصادي—استثمار أولي أقل، عبء صيانة متساو، وأداء أفضل.
قاعدة قرار TCO: قم بإجراء الأرقام الخاصة بطلبك المحدد. إذا < عمر خدمة الفوهة 3000 ساعة بسبب جودة السوائل، فإن فوهات المخروط الكاملة غالبا ما تكون كافية. إذا كان عمر الخدمة > 5000 ساعة وتسمح الوحدة بتقليل عدد الفوهات، غالبا ما تبرر الفوهات الحلزونية سعرها الإضافي.
9. مشاكل شائعة في التركيب والأداء
مشاكل وحلول فوهة اللولب 9.1
| المشكلة | السبب الجذري | كيفية التشخيص | الحل |
|---|---|---|---|
| انهيار أو تشويه النمط | الضغط أقل من 20 PSI كحد أدنى | قس الضغط عند مدخل الفوهة باستخدام العيار | تركيب منظم الضغط، والتحقق من سعة المضخة |
| انسداد مبكر (< 500 ساعة) | الجسيمات > 100 ميكرون في السائل | فحص إدخال الفوهة الحلزونية المفقود بحثا عن الحطام | إضافة وترقية الترشيح إلى 50–100 ميكرون |
| زيادة سريعة في التدفق (> 10٪ خلال 1,000 ساعة) | تآكل القنوات الحلزونية | قس معدل التدفق شهريا، قارن مع الأساس | التحول إلى إدخال السيراميك/الكربيد أو فكر في استخدام المخروط الكامل |
| تضييق زاوية الرش | انسداد جزئي أو تراكم للرواسب | الفحص البصري لنمط الرش | قم بغسل الفوهات باستخدام المذيب/الغسيل الحمضي، تحقق من كيمياء الماء |
| تغطية غير متسقة عبر المصفوفة | توزيع الضغط غير المتساو في المانيفولد | قس الضغط في الفوهة الأولى، الوسطى، الأخيرة | تغيير حجم قطر أنبوب المشعب، وألواح فتحة التوازن |
9.2 مشاكل وحلول فوهة المخروط الكاملة
| المشكلة | السبب الجذري | كيفية التشخيص | الحل |
|---|---|---|---|
| تغطية غير كافية أو نقاط ساخنة | تباعد الفوهات واسع جدا | اختبار النمط أو التصوير الحراري | تقليل التباعد أو إضافة فوهات وسيطة |
| انحراف مفرط في معدل التدفق | تآكل شديد في الفتحة | قس معدل التدفق، قارن مع المواصفات الأصلية | استبدل الفوهات، فكر في المواد الأكثر صلابة |
| رذاذ يتساقط عند ضغط منخفض | العمل تحت أدنى ضغط | افحص مقياس الضغط عند الفوهة | زيادة إنتاج المضخة أو تقليل الطلب على التدفق في أماكن أخرى |
| قطرات كبيرة جدا للتطبيق | قطر الفتحة كبير جدا أو الضغط منخفض جدا | اختبار مقاسات قطرات الليزر أو اختبار الورق الحساس للماء | زيادة الضغط أو التحول إلى فتحة أصغر |
| نمط رش غير متساو | تلف أو تآكل الريشة الداخلية | تفكيك وفحص هندسة الريشة | استبدال الفوهة، مراجعة نظافة السوائل |
9.3 أفضل ممارسات الصيانة
بالنسبة للفوهات الحلزونية:
- تنفيذ تدقيقات معدل التدفق الفصلية—فوهات العلم ذات انحراف >10٪
- الحفاظ على مخزون الفوهة الاحتياطية عند 25٪ من عدد التركيبات (معدل فشل مرتفع)
- لا تحاول أبدا تنظيف الدوامات المسدودة بأسلاك أو أدوات — ستتلف الإدخال الحلزوني
- استخدم فقط التنظيف الكيميائي (حمض الستريك للمقياس، ومنظف خفيف للمواد العضوية)
لفوهات المخروط الكاملة:
- تدقيقات معدل التدفق السنوية عادة ما تكون كافية في الخدمة النظيفة
- المخزون الاحتياطي: 10٪ من عدد التركيبات
- التنظيف الميكانيكي (فرشاة سلكية) مقبول للتصاميم ذات الريشة إذا تم بعناية
- في الخدمة الكاشطة، زيادة معدل تدفق المسار للتنبؤ بتوقيت الاستبدال
{kind=link}
10. الأسئلة الشائعة
س: هل يمكنني استبدال فوهات المخروط الكاملة بفوهات حلزونية دون إعادة تصميم النظام؟
ج: ليس بشكل مباشر. عادة ما تتطلب الفوهات الحلزونية ضغطا أدنى أعلى (20–25 PSI مقابل 10–15 PSI) ولها معاملات تدفق مختلفة. ستحتاج أيضا إلى التأكد من أن ترشيح السوائل كاف (<100 ميكرون) لمنع الانسداد. إذا كان نظامك الحالي يعمل بضغط منخفض أو يستخدم ماء غير مفلتر، التزم باستخدام المخاريط الكاملة.
س: لماذا تكلف الفوهات الحلزونية أعلى بكثير؟
ج: يتطلب إدخال الحلزوني المصنوع بدقة تحولات دقيقة (±0.02 مم) وأدوات متخصصة. تستخدم العديد من التصاميم إدخالات سيراميك أو كربيد لمقاومة التآكل، مما يزيد من تكلفة المواد. تتميز فوهات المخروط الكامل بهندسة داخلية أبسط وغالبا ما يمكن تصنيعها في قطعة واحدة، مما يقلل من تكلفة التصنيع.
س: كيف أعرف متى تحتاج الفوهة إلى استبدال؟
ج: تحديد معدل التدفق الأساسي عند التركيب، ثم قياس المعدل الشهري (خدمة كاشطة) أو ربع سنوية (خدمة نظيفة). استبدل عندما يزداد التدفق بنسبة >15٪ أو عندما يتدهور نمط الرش بشكل واضح. للتطبيقات الحرجة، فكر في تركيب عدادات تدفق متداخلة للمراقبة المستمرة.
س: هل يمكنني خلط فوهات لولبية وفوهات مخروط كاملة في نفس النظام؟
ج: بشكل عام لا. لها متطلبات ضغط وخصائص رش مختلفة. أنواع الخلط ستخلق تغطية غير موحدة وتعقد توازن النظام. استخدم نوع فوهة واحد في جميع أنحاء النظام أو المنطقة المعينة.
س: ما الفرق بين الفوهة الحلزونية وفوهة المخروط المجوفة؟
ج: تنتج الفوهات الحلزونية مخروطا مملوءا بالسائل طوال نمط الرش، يتم تحقيقه عبر دوران حلزوني. تخلق فوهات المخروط المجوفة رذاذا حلقيا (على شكل حلقة) يحتوي على سائل قليل في المركز، ويستخدم عادة لتطبيقات الطلاء التي تتطلب تغطية محيطية. لا تخلط بين الاثنين—فهما يخدمان أغراضا مختلفة.
س: ما مدى دقة تصفية الماء دون التسبب في انخفاض ضغط مفرط؟
ج: بالنسبة للفوهات الحلزونية، استهدف ترشيح 50–100 ميكرون. استخدم فلتر خرطوشة أو أكياس بحجم 2–3× معدل تدفق للحفاظ على انخفاض الضغط تحت 5 PSI. تنظيف أو استبدال عناصر المرشح عندما يتجاوز الضغط التفاضلي 10 PSI.
س: هل سيحل الضغط المتزايد ضعف التغطية؟
ج: فقط إلى حد معين. إذا كانت التغطية ضعيفة بسبب عدد فوهات غير كاف أو زاوية رش غير صحيحة، فإن الضغط الأكبر لن يساعد—تحتاج إلى المزيد من الفوهات أو هندسة مختلفة. تعديلات الضغط (±20٪ من نقطة التصميم) يمكن أن تضبط الأداء بدقة، لكنها ليست بديلا عن التصميم السليم للنظام.
س: هل هناك تصاميم هجينة تجمع بين فوائد كلا النوعين؟
ج: بعض الشركات المصنعة تقدم فوهات "مخروط كامل الرش الدقيق" مع هندسة ريشة داخلية محسنة للقطرات الصغيرة مع الحفاظ على مسار التدفق المتين للمخاريط الكاملة. عادة ما تحقق هذه المستويات Dv0.5 في نطاق 250–400 ميكرون عند ضغط معتدل—وهو حل وسط بين المخاريط الكاملة القياسية والدوامات. يستحق التفكير إذا كنت تحتاج إلى تبخير أفضل من المخاريط الكاملة لكنك لا تستطيع تحمل خطر انسداد الفوهة الحلزونية.
11. الخاتمة
الاختيار بين فوهات الحلزونية وفوهات المخروط الكاملة يعتمد على أولويات عمليتك وبيئة التشغيل. توفر الفوهات الحلزونية تجانسا لا مثيل له وتذريته الدقيقة—مثالية للتبريد بالتبخير، والترطيب، وتطبيقات الطلاء الدقيق حيث تتحكم في نظافة السوائل وضغطها. تستبدل فوهات المخروط الكاملة بعض الأداء مقابل المتانة والموثوقية—وهو الخيار العملي لغسل الخزانات، وقمع الغبار، وأي تطبيق يتضمن المياه المعاد تدويرها أو العجينات أو ظروف التشغيل المتغيرة.
العوامل الرئيسية للاختيار التي يجب تقييمها:
-
جودة السوائل: الماء النظيف والمفلتر (<100 ميكرون) يفضل اللوالب. أي شيء يحتوي على مواد صلبة معلقة، أو تيارات معاد تدويرها، أو ترشيح ضعيف يتطلب مخاريط كاملة.
-
ثبات الضغط: إذا كان نظامك يحافظ على 30–60 PSI مع تنظيم ±5 PSI، فإن اللولب يعمل بشكل جيد. الأنظمة المتقلبة أو منخفضة الضغط (<20 PSI) تحتاج إلى مخاريط كاملة.
-
متطلبات الأداء: عندما يؤثر التوحيد والتحكم في حجم القطرات مباشرة على جودة المنتج أو كفاءة العملية، تبرر الفوهات الحلزونية تكلفتها. عندما تكون التغطية أهم من الدقة، فإن المخاريط الكاملة تكفي.
-
الوصول إلى الصيانة: استبدال الفوهة بشكل متكرر مقبول في التركيبات التي يسهل الوصول إليها. الفوهات التي يصعب الوصول إليها (داخل الأوعية عند الارتفاع) تفضل تصاميم المخروط الكاملة طويلة العمر.
-
إجمالي تكلفة الملكية: قم بإجراء الأرقام الخاصة بتطبيقك المحدد بما في ذلك تكلفة الفوهة، وتكرار الاستبدال، والعمالة، ووقت التوقف. في الخدمة الكاشطة أو المتسخة، غالبا ما تكون المخاريط الكاملة تفوز عند TCO.