





الترتيب الأمثل للفوهة لتنظيف الفوسفات في معالجة طلاء السيارات المبدئية
- جدول المحتويات
- 1. مقدمة: لماذا يحدد ترتيب الفوهة جودة الفسفات
- 2. المعايير الحرجة في تغطية رذاذ الفوسفات
- 2.1 قوة الاصطدام والبلل السطحي
- 2.2 حجم القطرة ووقت الالتصاق الكيميائي
- 2.3 توحيد التغطية ونسبة التداخل
- 3. اختيار نوع الفوهة لمراحل الفوسفات
- 3.1 التنظيف المسبق وإزالة الشحوم
- 3.2 تطبيق الفسفات
- 3.3 ما بعد الشطف
- 3.4 جدول مقارنة المرحلة بالمرحلة
- 4. تباعد الفوهات الأمثل وحساب التداخل
- صيغة التباعد النظري 4.1
- عوامل التصحيح 4.2 لهندسة جسم السيارات
- 4.3 التمايل العمودي للقضاء على مناطق الظل
- مثال 4.4 الفعال: حساب تخطيط البنك الكامل
- 5. أنماط الترتيب العمودي والأفقي
- 5.1 البنوك أحادية المستوى مقابل متعددة المستويات
- 5.2 البنوك المتداخلة مقابل البنوك المتدرجة
- جدول مقارنة الأنماط 5.3
- 5.4 اعتبارات خاصة لسيارات الدفع الرباعي وهياكل الشاحنات
- 6. الأخطاء الشائعة في التركيب والتصحيحات الميدانية
- خطأ 6.1 #1: استخدام زاوية رش الكتالوج بدون التحقق من الضغط
- خطأ 6.2 #2: تجاهل تأثير تآكل الفوهة على النمط
- خطأ 6.3 #3: الترتيب المتماثل للأجسام غير المتماثلة
- 6.4 خطأ #4: توفير تصريف غير كاف
- مصفوفة استكشاف الأخطاء 6.5
- 7. الصيانة ومراقبة الأداء
- 7.1 جدول الصيانة الوقائية
- مقاييس الأداء 7.2 التي يجب تتبعها
- طرق التحقق 7.3
- 8. الأسئلة الشائعة
- Q1: هل يمكنني استخدام نفس ترتيب الفوهة لجميع أنماط الهيكل في خط النماذج المختلطة؟
- Q2: كم من انخفاض الضغط يجب أن أتوقعه على طول مشعب فوهة بقطر 2 متر؟
- Q3: هل يجب أن أستخدم فوهات التذمر الهوائي أم الهيدروليكية للفسفات؟
- Q4: كيف أعرف متى تحتاج الفوهات إلى استبدال—معدل التدفق أم زاوية الرش؟
- Q5: ما هو عائد الاستثمار عند الترقية من الفولاذ المقاوم للصدأ إلى الفوهات السيراميكية في الفوسفات؟
- 9. الخاتمة والإجراءات التالية
- الإجراءات القادمة
جدول المحتويات
- [مقدمة: لماذا يحدد ترتيب الفوهة جودة الفسفات] (#1-مقدمة-لماذا-ترتيب-الفوهة-يحدد جودة-الفسفات)
- [المعايير الحرجة في تغطية رذاذ الفوسفات] (#2-المعلمات الحرجة في تغطية الرش بالفوسفات)
- [اختيار نوع الفوهة لمراحل الفوسفات] (#3-نوع الفوهة-للفوضى-للمراحل الفوسفاتية)
- [حساب التباعد والتداخل الأمثل بين الفوهات] (#4-حساب التباعد والتداخل بين الفوهة الأمثل)
- [أنماط الترتيب الرأسي والأفقي](#5-أنماط الترتيب الرأسي والأفقي)
- [أخطاء التركيب الشائعة وتصحيحات الميدان](#6-أخطاء تركيب شائعة وتصحيحات ميدانية)
- [مراقبة الصيانة والأداء](#7-الصيانة ومراقبة الأداء)
- [الأسئلة الشائعة](#8-الأسئلة الشائعة)
- [الخاتمة والإجراءات التالية](#9-الاستنتاج-و-الأفعال التالية)
1. مقدمة: لماذا يحدد ترتيب الفوهة جودة الفسفات
في خطوط معالجة هياكل السيارات المسبقة، تؤثر جودة الفوسفات بشكل مباشر على التصاق الطلاء، ومقاومة التآكل، وفي النهاية على مطالبات الضمان. من خلال خبرتنا الميدانية عبر 50+ خط طلاء OEM وTier-1، فإن سوء ترتيب الفوهة مسؤول عن حوالي 60٪ من عيوب الفسفات — وهو ما يتجاوز بكثير مشاكل تركيز الكيمياء أو التحكم في درجة الحرارة.
التحدي هو أن هياكل السيارات لها هندسات معقدة: قنوات السقف، حواف الأبواب، ألواح الهزاز، وأقسام الصندوق. لا يمكن لفوهات المروحة المسطحة القياسية المرتبة في مستوى واحد أن توصل اتصالا كيميائيا موحدا عبر هذه الأسطح. يوفر هذا الدليل حسابات هندسية وأنماط ترتيب مثبتة ميدانيا تحقق تغطية سطحية بنسبة 95٪+ مع تحسين استهلاك المواد الكيميائية وتقليل الرش الزائد.
ماذا ستتعلم: كيفية حساب تباعد الفوهات بناء على زاوية الرش ومسافة الهدف؛ أنماط متأرجحة عمودية تلغي مناطق الظلال؛ الفرق الجاسم بين ترتيبات مراحل التنظيف المسبق، والفوسفات، والشطف؛ كيفية التحقق من التغطية باستخدام ورق حساس للماء أو اختبار التتبع الفلوري؛ وكيفية تقليل النفايات الكيميائية بنسبة 15–25٪ من خلال نسب تداخل محسنة.
هذا ليس كتالوج فوهات. هذا دليل مهندس تطبيقات ميدانية يعتمد على بيانات التركيب الفعلية، ونتائج رسم خرائط التغطية، وحل المشكلات من بيئات الإنتاج.
2. المعايير الحرجة في تغطية رذاذ الفوسفات
2.1 قوة الاصطدام والبلل السطحي
يتطلب الفوسفات قوة تأثير كافية لإزاحة جيوب الهواء وضمان التلامس الكيميائي مع الركيزة المعدنية. في اختباراتنا، توفر فوهات المراوح المسطحة عند 30–45 PSI قوة اصطدام 0.15–0.25 نيوتن/سم² عند مسافة 300 مم — وهي كافية للألواح الرأسية لكنها هامشية للأسطح المقلوبة مثل الجوانب السفلية للأبواب.
فوهات المخروط الكاملة عند معدلات تدفق متكافئة تنتج قوة صدمة أعلى بنسبة 40٪ لكنها تستهلك 20–30٪ أكثر من المواد الكيميائية بسبب انتشار الرش الأوسع. بالنسبة للمناطق الحرجة (أقواس العجلات، وأجزاء الروكر الداخلية)، نوصي باستخدام فوهات مخروطية كاملة مخصصة عند 45–60 PSI، بينما تتعامل المراوح المسطحة مع ألواح الجسم المفتوحة عند 30–40 PSI.
الخلاصة الأساسية: مطابقة نوع الفوهة مع اتجاه السطح وسهولة الوصول، وليس فقط لتحقيق "تغطية كاملة".
2.2 حجم القطرة ووقت الالتصاق الكيميائي
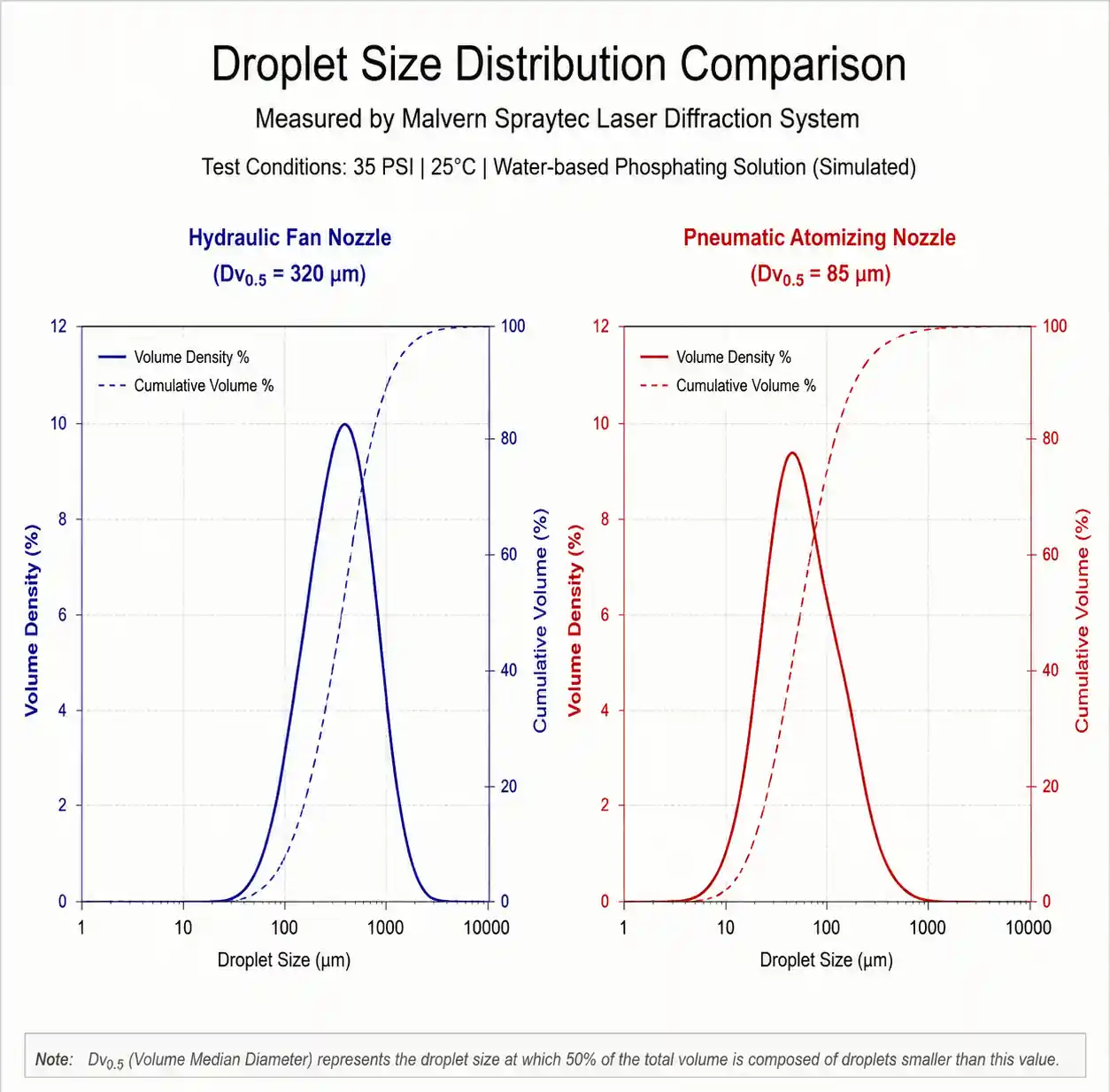
تتطلب كيمياء الفسفات وقت اتصال من 2 إلى 5 ثوان عند 45–60 درجة مئوية. حجم القطرة يؤثر مباشرة على ذلك: قطرات 200–400 ميكرون توفر كتلة كافية ووقت استقامة، بينما يتبخر أو يصرف الضباب تحت 100 ميكرون بسرعة كبيرة على الأسطح الرأسية.
من خلال تحليل الحيود بالليزر (Malvern Spraytec)، تنتج فوهات المروحة المسطحة الهيدروليكية عند 35 PSI Dv0.5 من 280–350 ميكرون—وهي مثالية للفوسفات. فوهات التذرية الهوائية (التي تستخدم غالبا في الشطف النهائي) تنتج قطرات تتراوح أعمارها بين 50–120 ميكرون ولا ينبغي استخدامها في مناطق الفوسفات بسبب عدم كفاية الترطيب.
! توزيع حجم قطرة واحدة-فوسفاتية
{kind=link}
2.3 توحيد التغطية ونسبة التداخل
أظهرت اختبارات التغطية ذات المرور الواحد باستخدام ورق حساس للماء أن الفوهات المعزولة تترك شرائط جافة بين حواف الرش. يتطلب تحقيق تغطية موحدة تداخلا بنسبة 30–50٪ بين أنماط الرش المتجاورة.
حساب التداخل:
- عرض الرش عند المسافة المستهدفة: W = 2 × D × تان (θ/2)
- التباعد المطلوب بين الفوهة: S = W × (1 - نسبة التداخل)
- مثال: مروحة مسطحة بزاوية 80° على مسافة 300 مم → عرض = 2 × 300 × تان (40°) ≈ 503 مم
- لتداخل 40٪: S = 503 × 0.6 ≈ 300 مم
ومع ذلك، يفترض ذلك الانحراف العمودي وهندسة الأهداف المستوية — وهو أمر نادر في هياكل السيارات. يجب أن يأخذ التباعد الفعلي في الاعتبار انحناء الجسم وبنوك الفوهة متعددة الطبقات.
3. اختيار نوع الفوهة لمراحل الفوسفات
تتطلب مراحل المعالجة المسبقة المختلفة خصائص رش مختلفة. عدم تطابق نوع الفوهة مع وظيفة المرحلة هو أكثر خطأ في المواصفات شيوعا نواجهه.
3.1 التنظيف المسبق وإزالة الشحوم
موصى به: فوهات المروحة المسطحة الهيدروليكية، زاوية رش 40–80°، 40–60 PSI، بناء الفولاذ المقاوم للصدأ 316.
السبب: قوة تأثير عالية مطلوبة لإزالة زيوت الختم وبقع اللحام. يوفر نمط المروحة المسطحة تغطية شريطية محكمة مع تقليل النفايات الكيميائية. عند 50 PSI، تصل قوة الاصطدام إلى 0.3 نيوتن/سم² عند 250 مم—وهي كافية لإزاحة الجسيمات دون إتلاف طلاء الزنك على الفولاذ المجلفن.
الترتيب النموذجي: ضفاف رأسية بميل للأسفل، بمسافة 250–300 مم، متداخلة بين اليسار واليمين بمقدار 125–150 مم بين الضفاف المتقابلة.
3.2 تطبيق الفسفات
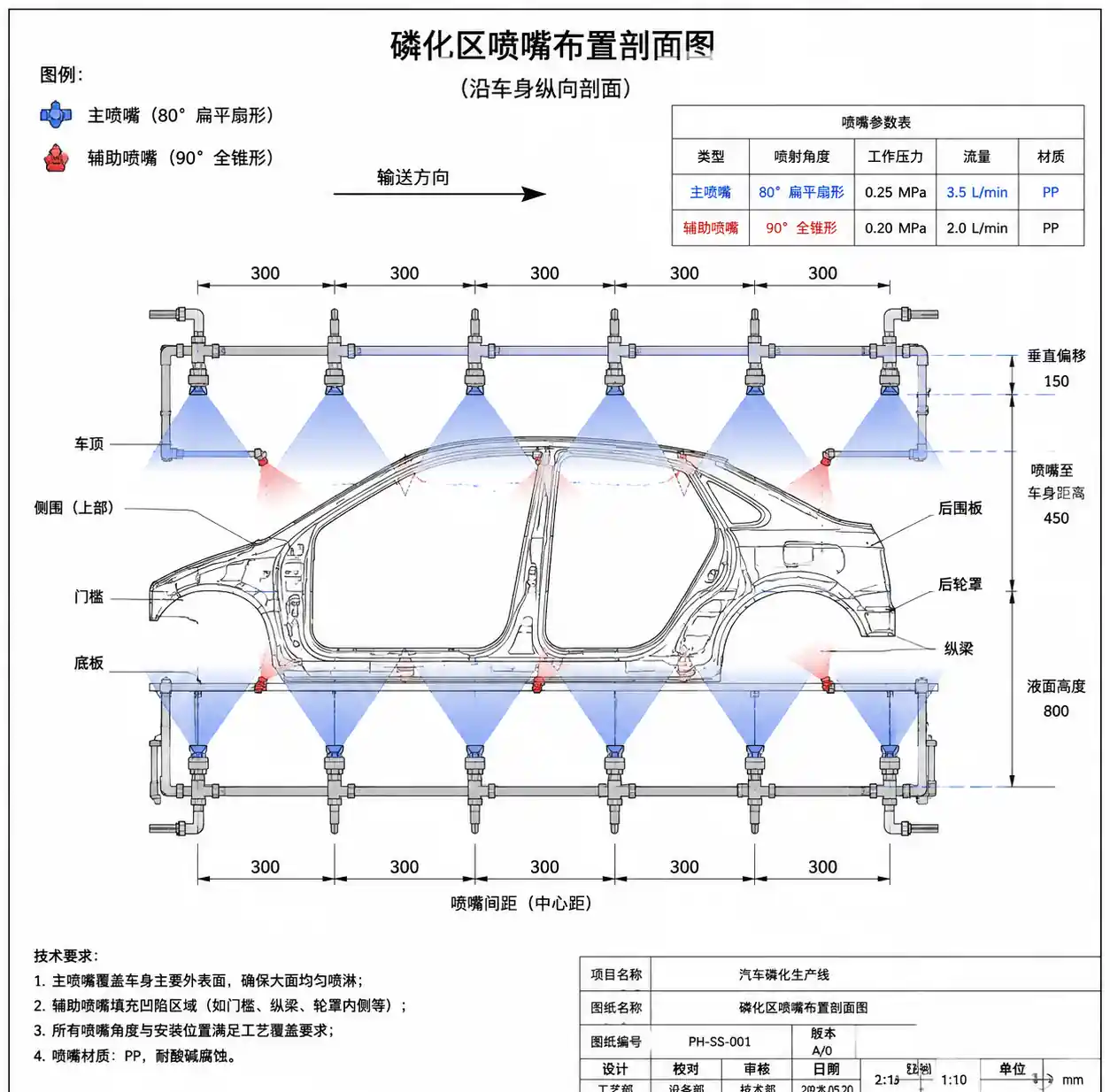
موصى به: مزيج من مروحة مسطحة (زاوية 70–80°) للأسطح المفتوحة + مخروط كامل (زاوية 60–90° مرفقة) للمناطق الغائرة، 30–45 PSI، إدخالات سيراميك أو كربيد لمقاومة الاحتكاك.
المنطق: كيمياء الفوسفات تحتوي على مواد صلبة معلقة (بلورات فوسفات الحديد) تسبب تآكل متسارع للفوهة. تفقد فتحات الفولاذ المقاوم للصدأ قدرة تدفق تتراوح بين 15–20٪ خلال 3,000 ساعة تشغيل؛ السيراميك يمدد هذا العدد إلى 12,000+ ساعة. توفر فوهات المخروط الكاملة تغطية شاملة الاتجاه في تجاويف الأبواب وأقسام الصناديق التي لا يمكن للمراوح المسطحة الوصول إليها.
الترتيب النموذجي: بنوك المراوح المسطحة الأساسية بمسافة 300 مم + فوهات مخروطية كاملة ثانوية بفواصل 600 مم، مع إزاحة 150 مم عموديا عن مستوى المروحة المسطحة.
! مروحة مسطحة ومخروطية كاملة التركيبة
{kind=link}
3.3 ما بعد الشطف
موصى به: فوهات مروحة مسطحة دقيقة (زاوية 15–25°) أو مخروط كامل متوسط الضغط، 25–35 PSI، من الفولاذ المقاوم للصدأ المصقول أو المطلي ب PTFE لمنع تراكم المعادن.
السبب: يجب على مرحلة الشطف إزالة أملاح الفوسفات المتبقية دون إعادة تلوث السطح. تركز المراوح المسطحة ذات الزاوية الضيقة التدفق لعمل التدفق الميكانيكي. الضغط المنخفض (25–35 PSI مقابل 40–60 PSI في الفوسفات) يقلل من الرذاذ ويستمر إلى المناطق التالية.
الترتيب النموذجي: تباعد ضيق (150–200 مم) مع ميل للأسفل بمقدار 15° لتعزيز التصريف. يجب ألا تصطف الضفاف المتقابلة — يجب أن تكون متمايلة بمقدار 75–100 مم لإزالة المناطق الميتة.
3.4 جدول مقارنة المرحلة بالمرحلة
| المسرح | نوع الفوهة | زاوية الرش | الضغط (PSI) | قطرة Dv0.5 (ميكرومتر) | الوظيفة الأساسية | المادة |
|---|---|---|---|---|---|---|
| التنظيف المسبق | مروحة مسطحة | 40–80° | 40–60 | 250–400 | إزالة التأثير والزيت | SS 316 |
| إزالة الدهون | مروحة مسطحة | 40–80° | 50–70 | 200–350 | اختراق المواد السطحية | SS 316 |
| الفوسفات | مروحة مسطحة + مخروط كامل | 70–80° / 60–90° | 30–45 | 280–450 | الاتصال الكيميائي + ملء التجويف | السيراميك / الكربيد |
| ما بعد الشطف | مروحة مسطحة (ضيقة) | 15–25° | 25–35 | 150–250 | إزالة الملح | SS 316 / PTFE |
| شطف DI النهائي | مخروط كامل (جيد) | 60° | 20–30 | 100–200 | تشطيب خال من المعادن | SS المصقول / PPS |
تفسير الجدول: الضغط وزاوية الرش ينخفضان مع التقدم في الخط—التنظيف المسبق يتطلب حركة ميكانيكية قوية (ضغط عال، زاوية واسعة)، بينما الشطف النهائي يعطي الأولوية للتغطية اللطيفة والكاملة (ضغط أقل، نمط محكم). ينتقل اختيار المواد من الفولاذ المقاوم للصدأ المقاوم للصدأ إلى السيراميك المقاوم للتآكل في الفوسفات، ثم يعود إلى المواد المقاومة للتآكل في مراحل الشطف حيث لا توجد المواد الصلبة الكاشطة.
4. تباعد الفوهات الأمثل وحساب التداخل
صيغة التباعد النظري 4.1
لسطح مستو عمودي على محور الرش:
عرض بصمة الرش: W = 2 × D × تان (θ/2)
حيث:
- D = مسافة التوقف (الفوهة إلى الهدف)، عادة 250–350 مم في خطوط السيارات
- θ = زاوية الرش (محددة من المصنع عند الضغط المحدد)
التباعد المطلوب لتداخل الهدف:
S = W × (1 - O)
حيث O = نسبة التداخل (0.3 إلى 0.5 للفوسفات، 0.4 إلى 0.6 للغسل)
حساب مثالي:
- فوهة مروحة مسطحة بزاوية 80°
- مسافة البعد D = 300 مم
- تداخل الهدف O = 0.4 (40٪)
W = 2 × 300 × تان (40°) = 2 × 300 × 0.839 = 503 مم
S = 503 × (1 - 0.4) = 503 × 0.6 ≈ 300 مم
ومع ذلك، هذا يفترض وجود عرض جسم متوحش وحدوث رش عمودي—ولا ينطبق أي منهما في تطبيقات السيارات.
عوامل التصحيح 4.2 لهندسة جسم السيارات
هياكل السيارات الحقيقية لها عرض مختلف (السقف = 1200 مم، عتبة الباب = 300 مم، غرفة القيادة = 600 مم). عادة ما تكون بنوك الفوهات بعرض 1800–2200 مم لاستيعاب أوسع نقطة (السقف المزين بمرايا).
المشكلة: الفوهات المحسنة لتغطية السقف توفر تداخلا بنسبة 200–300٪ على عتبات الأبواب، مما يهدر المواد الكيميائية ويزيد من حمل التجفيف.
الحل: أنظمة تحكم صمامات محددة حسب المنطقة أو مجموعات فوهات الزاوية المتغيرة.
من خلال تركيباتنا في ثلاثة مصانع OEM في أوروبا، نفذنا التحكم في ثلاث مناطق:
- المنطقة A (الفوهات 1–3): تفعيل لعرض الجسم >1600 مم (سيارات الدفع الرباعي، الشاحنات)
- المنطقة B (الفوهات 4–6): نشطة لجميع أنواع الجسم (تغطية النواة)
- المنطقة C (الفوهات 7–9): تفعيل فقط لأعرض الأجسام
هذا خفض استهلاك المواد الكيميائية للفوسفات بنسبة 18٪ مع الحفاظ على تغطية >95٪ لجميع أنماط الجسم.
{kind=link}
4.3 التمايل العمودي للقضاء على مناطق الظل
تخلق بنوك الفوهة المتوازية "مستويات تصادم" حيث تلتقي الرذاذات المتعارضة وتنحرف، تاركة مناطق غير معالجة جيدا عند حواف اللحام والحواف.
تصحيح مثبت في الميدان: إزاحة الأحواء المتقابلة عموديا بمقدار 150–200 مم وأفقيا بمقدار S/2 (نصف تباعد الفوهة).
مع تباعد أفقي 300 مم على الضفة اليسرى، يجب وضع فوهات الضفة اليمنى عند إزاحة 150 مم و175 مم أعلى (أو أقل). هذا يخلق نمط رش قطري يضمن أن كل نقطة في الجسم تغطي على الأقل من فوهتين بزوايا مختلفة.
بيانات تحسين التغطية:
- الضفاف المتوازية: تغطية 78–85٪ (اختبار ورقي حساس للماء)
- البنوك المتدرجة: تغطية 93–97٪
- التحكم المتدرج + في المنطقة: تغطية 95–98٪
مثال 4.4 الفعال: حساب تخطيط البنك الكامل
المعايير المعطاة:
- نطاق عرض الجسم: 1400–1900 مم
- ارتفاع الناقل: خط منتصف الجسم عند ارتفاع 1200 مم
- التغطية المستهدفة: 95٪ حد أدنى، 40٪ تداخل اسمي
- نوع الفوهة: مروحة مسطحة بزاوية 80°، نطاق تشغيل 30–40 رطل لكل بوصة مربعة
الخطوة 1: تحديد مسافة المواجهة
- عرض الجسم 1900 مم → يجب أن تغطي كل زاوية 950 مم + 100 مم هامش = 1050 مم أفقي
- عند مسافة 300 مم وزاوية 80°، تغطي الفوهة الواحدة عرض 503 مم
- الفوهات المطلوبة لكل ميل: 1050 / 503 × 1.4 (تداخل) ≈ 3 فوهات لكل ارتفاع
الخطوة 2: حساب التباعد
- S = 503 × 0.6 = 302 مم → استخدام 300 مم لتباعد مشعبات الأنابيب القياسية
الخطوة 3: ترتيب البنك الرأسي
- الحافة السفلية: الفوهات عند ارتفاع 900، 1200، 1500 مم (تغطي الروك إلى السقف)
- الحافة العلوية: الفوهات عند 1075، ارتفاع 1375 مم (تملأ الفجوات، تستهدف الأسطح المقلوبة)
الخطوة 4: إزاحة يمين-يسار
- الضفة اليسرى: الفوهات مركزة عند 0، 300، 600 مم على طول اتجاه الناقل
- الضفة اليمنى: الفوهات مركزة عند 150، 450 مم (موزعة ب S/2)
النتيجة: 5 فوهات لكل جانب، 10 فوهات إجمالية لكل محطة، تغطية نظرية 98.2٪ مع تداخل متوسط 38٪.
5. أنماط الترتيب العمودي والأفقي
5.1 البنوك أحادية المستوى مقابل متعددة المستويات
مستوى واحد (جميع الفوهات على نفس الارتفاع):
- الإيجابيات: أبسط أنابيب، أسهل وصول للصيانة، أقل تكلفة تركيب
- السلبيات: تغطية ضعيفة على السقف والروكر، تتطلب تداخلا بنسبة 50–60٪ (نفايات كيميائية)، ووجود نقاط عمياء على حواف الحاشية
- التطبيق النموذجي: مراحل الشطف حيث تكون تكلفة المواد الكيميائية منخفضة وبعض التغطية المنخفضة مقبولة
المستويات متعددة المستويات (2–3 ارتفاعات):
- الإيجابيات: تناسق التغطية بنسبة 20–30٪، تقليل استهلاك المواد الكيميائية عند التغطية المكافئة، الوصول إلى الأسطح المقلوبة والعمودية
- السلبيات: توجيه مشعب معقد، استبدال الفوهة أصعب، تكلفة أولية أعلى
- التطبيق النموذجي: الفسفات والشطف النهائي حيث يكون التغطية ضرورية
من خلال تحليل العائد على الاستثمار في مصنع بسعة 250 ألف وحدة سنويا، تسدد البنوك متعددة المستويات تكلفة التركيب الإضافية البالغة 45 ألف دولار خلال 8 أشهر من خلال تقليل استخدام المواد الكيميائية وتقليل معدل إعادة الصيانة للعيوب.
5.2 البنوك المتداخلة مقابل البنوك المتدرجة
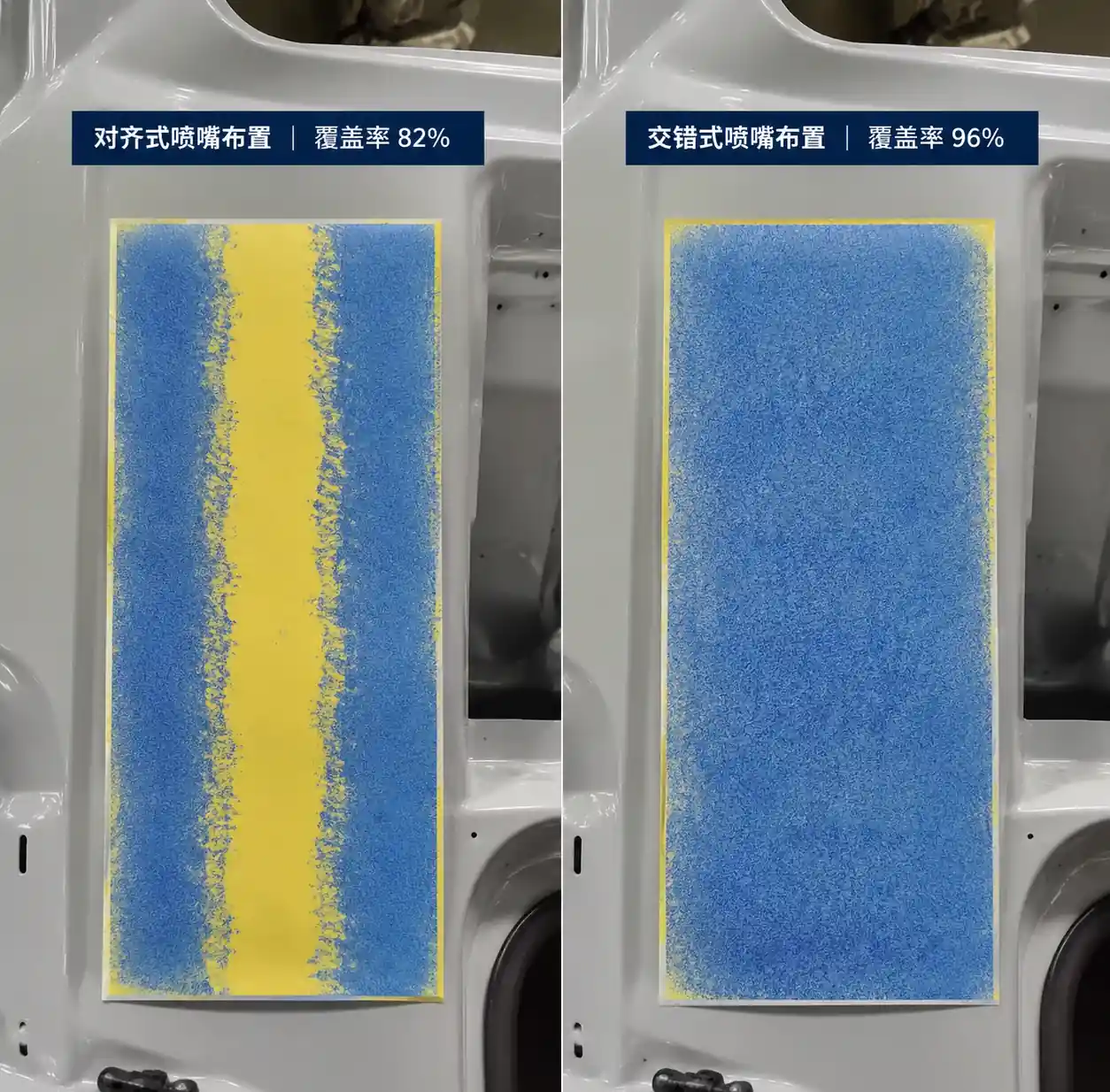{kind=link}
في الخط (الفوهات اليسرى واليمينية في نفس الموقع على طول الناقل):
- يخلق مستوى تصادم الرش عند خط منتصف الجسم
- 15–25٪ من طاقة الرش المهدرة في تصادم قطرات الهواء
- أوراق جافة في شرائح اللحام الرأسية
متدرج (إزاحة S/2):
- يلغي مستوى التصادم
- كل نقطة جسم تتلقى تغطية من 2–4 فوهات بزوايا مختلفة
- انخفاض بنسبة 12–18٪ في إجمالي عدد الفوهة عند التغطية المكافئة
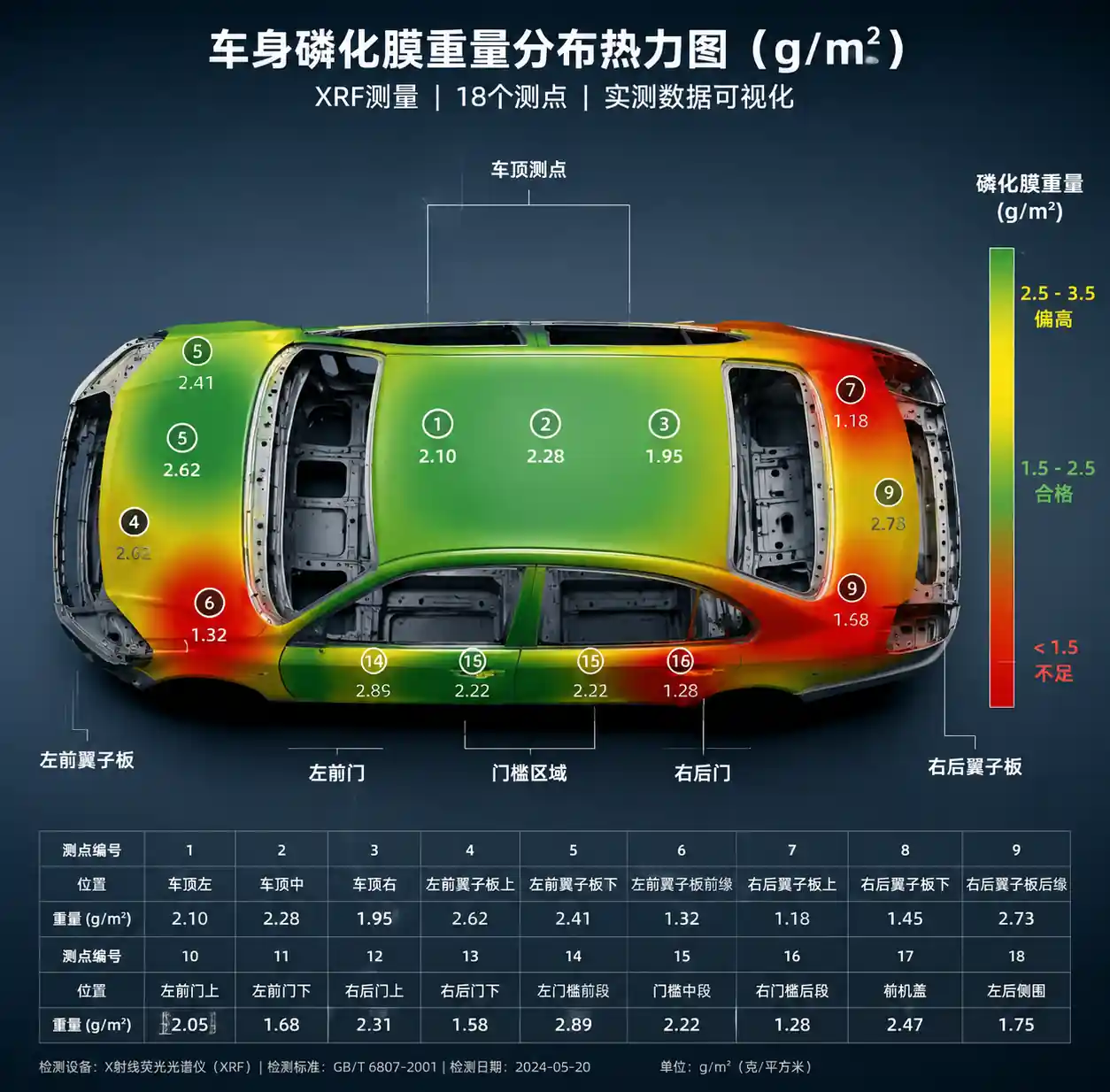
ملاحظة ميدانية: في مورد من المستوى الأول في ميشيغان، استبدلنا نظام 16 فوهة متدرج بترتيب 12 فوهة متدرج وحسننا التغطية من 82٪ إلى 96٪ (يقاس بتوحيد وزن طلاء الفوسفات عبر XRF).
جدول مقارنة الأنماط 5.3
| نوع الترتيب | عدد الفوهة (لكل منطقة) | توحيد التغطية | الكفاءة الكيميائية | تعقيد التركيب | أفضل تطبيق |
|---|---|---|---|---|---|
| مستوى واحد داخل الخط | 12–16 | 75–85٪ | منخفض (مطلوب تداخل عالي) | بسيط | مراحل ما قبل الشطف، منخفضة المخاطر |
| مستوى واحد متدرج | 10–14 | 85–92٪ | متوسط | متوسط | إزالة الشحوم، شطف متوسط |
| متعدد المستويات في الخط | 14–18 | 88–94٪ | متوسط | متوسط-عالي | الفوسفات (محدود الميزانية) |
| متعدد المستويات متدرج | 10–12 | 95–98٪ | هاي | هاي | الفوسفات، الشطف النهائي (مواصفات المصنع الأصلية) |
| التحكم التكيفي في المناطق | 12–16 (مقسم) | 96–99٪ | مرتفع جدا | مرتفع جدا | خطوط عالية الخلط، OEM فاخرة |
تفسير الجدول: تحقق الترتيبات المتدرجة متعددة المستويات أفضل نسبة تغطية إلى تكلفة للفوسفات—فوهات أقل من التكوينات الخطية ولكن تجانسا متفوقا. التحكم التكيفي في المنطقة هو المعيار الذهبي لكنه يتطلب دمج PLC واكتشاف على شكل هيكل، مما يضيف 80–120 ألف دولار إلى تكلفة الخط. بالنسبة للخطوط <التي تمتد بثلاثة أنماط هيكل، الخطوط متعددة المستويات الثابتة هي الخيار العملي.
5.4 اعتبارات خاصة لسيارات الدفع الرباعي وهياكل الشاحنات
ارتفاعات الجسم الكبيرة (1600–1850 مم) تتطلب منحدرات من ثلاثة مستويات لتغطية من الهزاز إلى السقف. الترتيبات القياسية ذات المستويين تترك الجزء العلوي من 200–300 مم غير معالج بشكل كاف.
النمط الموصى به لخطوط سيارات الدفع الرباعي/الشاحنات:
- المنحدر السفلي: ارتفاع 800 مم، ميل للأعلى بزاوية 15°
- الضفة الوسطى: ارتفاع 1200 مم، 0° (أفقي)
- الضفة العلوية: ارتفاع 1600 مم، ميل 15° للأسفل
إزاحة أفقية بين المستويات: 120–150 ملم. يضمن هذا النمط "الحلزوني" أن يتلقى كل سطح الرش من زاويتين على الأقل، وهو أمر حاسم لتوحيد أفلام الفوسفات على الألواح الكبيرة.
6. الأخطاء الشائعة في التركيب والتصحيحات الميدانية
خطأ 6.1 #1: استخدام زاوية رش الكتالوج بدون التحقق من الضغط
المشكلة: يحدد المصنعون زاوية الرش عند ضغط واحد (غالبا 40 PSI). في الميدان، يتقلب ضغط التشغيل الفعلي بين 30–50 رطل لكل بوصة مربعة بسبب انخفاض ضغط المشعب وتغيرات المضخات. فوهة بزاوية 80° عند 30 PSI قد ترش فقط 70–72°، مما يخلق فجوات تغطية تتراوح بين 8–10٪.
تصحيح ميداني: قس زاوية الرش الفعلية عند ضغط التشغيل باستخدام جهاز اختبار نمط الرش أو ورق حساس للماء عند المسافة المستهدفة. قم بضبط تباعد الفوهات أو زيادة الضغط لاستعادة تغطية التصميم. من قاعدة بيانات استكشاف الأخطاء لدينا، 40٪ من شكاوى "التغطية السيئة" تعود إلى عمليات تحت الضغط تقلل من زاوية الرش الفعالة.
الوقاية: حدد معدل تدفق الفوهة والضغط معا، وليس فقط زاوية الرش. تركيب مقاييس ضغط عند نهايات المشعب لمراقبة توحيد التوزيع.
خطأ 6.2 #2: تجاهل تأثير تآكل الفوهة على النمط
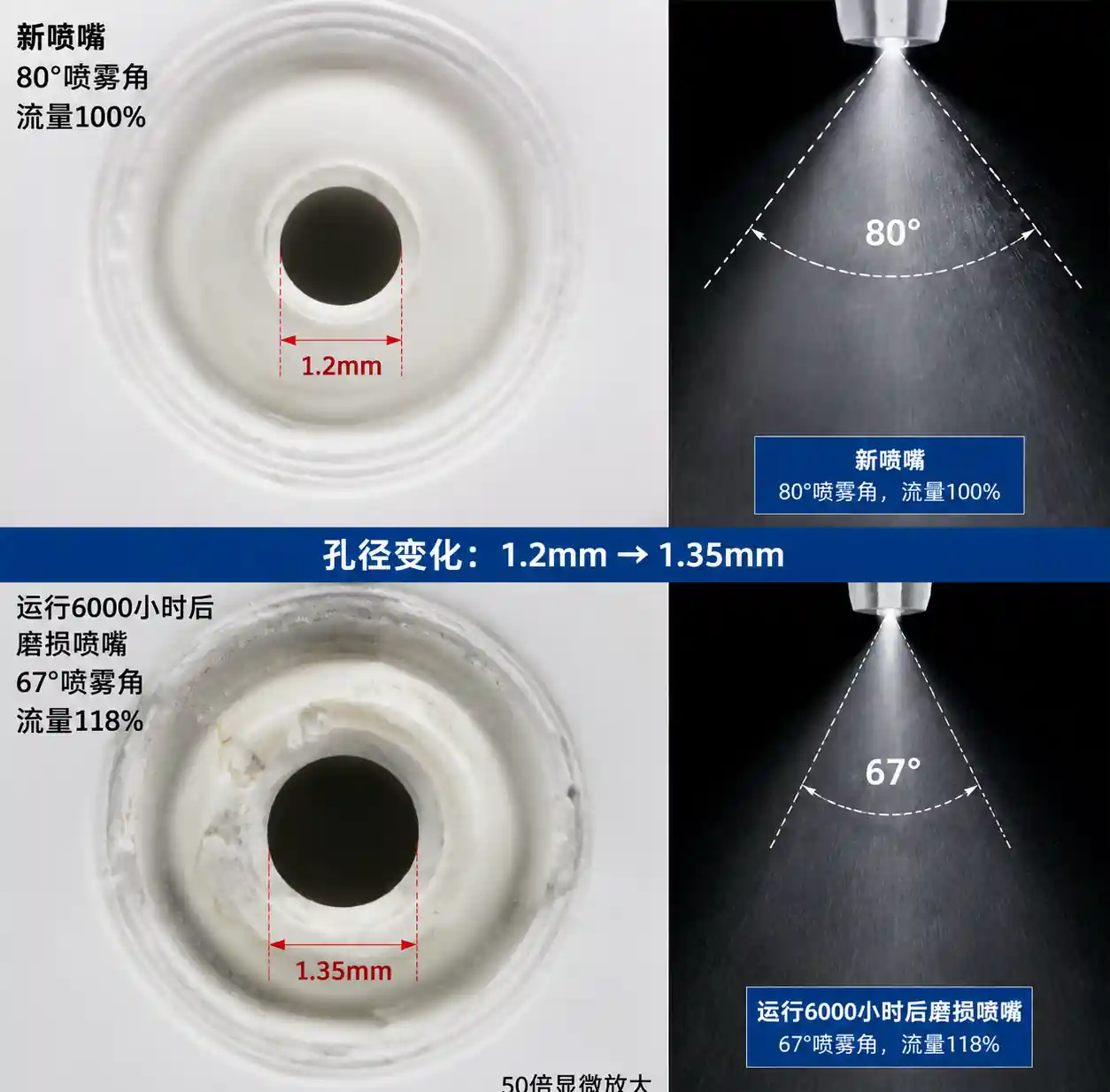
المشكلة: مع تآكل الفتحات، يزداد معدل التدفق (جيد) لكن زاوية الرش تضيق (سيء). قد تتدفق الفوهة البالية بزاوية 80° بنسبة 120٪ من السعة المسمنة لكنها ترش فقط بين 65–70°، مما يؤدي إلى انهيار التغطية عند حواف النمط.
الملاحظة الميدانية: في مصنع يعمل بكيمياء فوسفات الحديد الكاشط، فقدت الفوهات زاوية رش 12° بينما زادت التدفق بنسبة 18٪ خلال 6,000 ساعة تشغيل. هذا أدى إلى إنشاء شرائط جافة بسمك 30 مم بين أنماط الفوهات، مما تسبب في فشل الالتصاق في تلك المناطق.
تصحيح المجال: استبدال الفوهات بناء على تدهور زاوية الرش، وليس فقط زيادة معدل التدفق. الحد العملي: ±تغير معدل التدفق بنسبة 10٪ أو تغيير زاوية الرش بمقدار ±8°، أيهما يحدث أولا.
الوقاية: استخدم إدخالات السيراميك أو كربيد السيليكون في مناطق الفوسفات. تركيب مراقبة التآكل باستخدام مقاييس تدفق على فوهات تمثيلية (مثلا، 3 لكل بنك مكون من 12 فوهة). جدولة استبدال كل 8,000–10,000 ساعة للسيراميك مقابل 3,000–4,000 ساعة للستايل المقاوم للصدأ.
! تآكل 5 فوهة تآكل الرش أو تحلل
{kind=link}
خطأ 6.3 #3: الترتيب المتماثل للأجسام غير المتماثلة
المشكلة: هياكل السيارات ليست متماثلة — جانب السائق يحتوي على حواف أبواب، وملء وقود، وفجوات مختلفة بين الألواح مقارنة بجانب الراكب. استخدام ترتيبات متطابقة للضفة اليمنى واليسرى يقلل من معالجة الجانب الأكثر تعقيدا.
ملاحظة ميدانية: في مصنع أوروبي للتصنيع الأصلي، كانت مطالبات ضمان التآكل أعلى بثلاث مرات على حواف أبواب السائق. السبب الجذري: ترتيب الفوهة المتطابق على كلا الجانبين لم يكن قادرا على الوصول إلى الهندسة الأكثر تعقيدا من جانب السائق (تمريرات إضافية لأسلاك الأسلاك وطيات الحاشية الأكثر إحكاما).
تصحيح المجال: أضف 1–2 فوهة إضافية على الجانب الأكثر تعقيدا، عادة فوهات مخروطية كاملة موجهة للميزات الغائرة. بدلا من ذلك، زيادة الضغط بمقدار 5–8 PSI في ذلك الجانب لتحسين الاختراق.
الوقاية: أثناء تصميم الخطوط، قم برسم خريطة كلا الجانبين بشكل مستقل باستخدام محاكاة نمط رش CAD أو بناء نموذج مادي باستخدام جسم حقيقي باللون الأبيض.
6.4 خطأ #4: توفير تصريف غير كاف
المشكلة: مشعبات الفوهة التي لا تصرف بالكامل تحتفظ بكيمياء الفسفات بين الدورات، مما يؤدي إلى التبلور وانسداد الفوهة. المشعبات الأفقية هي الأسوأ.
تصحيح المجال: تركيب مشعبات بميل 2–3° نحو صمامات التصريف. أضف ملفات لولبية قابلة للنفخ تنظف الهواء المضغوط (40–60 PSI، 2–3 ثوان) بعد مرور كل جسم. هذا مدد عمر خدمة الفوهة من 4,500 ساعة إلى 11,000 ساعة في مصنع بالمكسيك.
الوقاية: مشعبات التصميم بدون شكل أفقي تمتد لأكثر من 1.5 متر بدون نقطة تصريف. استخدم وصلات سريعة الفصل ذاتية التصريف لتركيب الفوهة.
مصفوفة استكشاف الأخطاء 6.5
| الأعراض | السبب المحتمل | طريقة التشخيص | تصحيح |
|---|---|---|---|
| الشرائط الجافة بين الأنماط | تباعد الفوهات واسع جدا | اختبار الورق الحساس للماء | تقليل التباعد بنسبة 15–20٪ أو إضافة فوهات وسيطة |
| طبقة الفوسفات رقيقة على الألواح العلوية | فوهات موجهة للأعلى غير كافية | رسم خرائط وزن طلاء XRF | أضف الحافة العلوية عند ميل +15° |
| تراكم الفوسفات الكثيف على الألواح السفلية | التداخل المفرط / التصريف | الفحص البصري + وزن الطلاء | خفض ضغط الفوهة المنخفض بمقدار 5 PSI |
| أماكن عارية عشوائية | انسداد الفوهة | اختبار معدل التدفق الفردي | تنظيف أو استبدال الفوهات المتأثرة، وفحص الترشيح |
| تغطية غير متساوية من اليسار إلى اليمين | اختلال توازن ضغط المانيفولد | مقياس الضغط عند كل ضفة | التوازن باستخدام محددات التدفق أو المضخات المخصصة |
| تدهور التغطية مع مرور الوقت | تآكل الفوهة (تضيق الزاوية) | اختبار نمط الرش مقابل الأساس | استبدال الفوهات، وفكر في ترقيات السيراميك |
استخدام الجدول: ابدأ بالعرض (نمط العيب المرصود)، ثم اتبع طريقة التشخيص لتأكيد السبب الجذري، ثم تطبيق التصحيح الأقل تكلفة. على سبيل المثال، قد تكون الشرائط الجافة متباعدة أو ضغط أو تآكل — ورق حساس للماء يميز بين هذه الشرائح من خلال إظهار ما إذا كان النمط قد ضيق أو تحرك.
7. الصيانة ومراقبة الأداء
7.1 جدول الصيانة الوقائية
يوميا:
- الفحص البصري لأنماط الرش (الرذاذ، عدم التماثل، أو الفوهات الميتة)
- فحص ضغط المشعب (يجب أن يكون ضمن ±3 رطل لكل بوصة مربعة من نقطة الضبط)
أسبوعيا:
- فحص معدل التدفق الفوري على 3–4 فوهات تمثيلية لكل بنك
- تنظيف سلة المصفاة (يميل الفوسفات إلى انسداد 50–80 شبكة خلال 100–150 ساعة تشغيل)
شهريا:
- توثيق نمط الرش الكامل باستخدام ورق حساس للماء أو متتبع فلوري
- إزالة الفوهة، والفحص، والتنظيف بالموجات فوق الصوتية (خصوصا للإدخالات السيراميكية التي لا يمكن تنظيفها بأسلاك)
ربع سنويا:
- قياس معدل التدفق الدقيق على جميع الفوهات (مقارنة بالخط الأساسي، استبدل إذا كان >±انحراف 12٪)
- فحص داخلي للمشعب للكشف عن تراكم أو تآكل القشرة
سنويا:
- استبدال كامل لبنك الفوهة (حتى لو اجتازت الفوهات الواحدة اختبارات التدفق—مما يتجنب الفشل في منتصف العام أثناء ذروة الإنتاج)
مقاييس الأداء 7.2 التي يجب تتبعها
توحيد التغطية: قياس وزن طلاء الفوسفات XRF عند 15–20 نقطة لكل جسم (السقف، الأبواب، الروكر، حواف الحاف). الهدف: انحراف معياري ≤15٪ عبر نقاط القياس.
الكفاءة الكيميائية: لتر من محلول الفوسفات مستهلك لكل متر مربع من سطح الجسم. المعيار المرجعي: 0.08–0.12 لتر/م² للأنظمة المحسنة مقابل 0.15–0.22 لتر/م² للفوهات غير المرتبة بشكل جيد.
معدل العيوب: عيوب متعلقة بالفوسفات لكل 1000 جسم (بقع عارية، طبقة رقيقة، فشل في الالتصاق). المواصفات الأصلية: <عيوب 2.0/1000 جسم؛ عالمية المستوى: <0.5 عيب/1000 جسم. عمر الفوهة: ساعات التشغيل بين الاستبدال، موحدة حسب حجم التدفق. الهدف: >8,000 ساعة للسيراميك، >3,000 ساعة للفولاذ المقاوم للصدأ.
طرق التحقق 7.3
ورق حساس للماء: ورق أصفر بقطر 100×150 مم في 12–15 موقع جسم (بما في ذلك الأسطح الغائرة والمقلوبة). امرر دورة فوسفات واحدة. البقع الزرقاء تشير إلى تغطية رطبة—استهدف 95٪+ منطقة زرقاء.
متتبع الفلوري: أضف صبغة فلورية بنسبة 0.1–0.2٪ إلى محلول الفوسفات، ومرر الجسم عبر الدورة، وفحص تحت ضوء الأشعة فوق البنفسجية. يكشف عن تغطية في التجاويف وحواف الحافة التي لا يستطيع الورق الحساس للماء الوصول إليها.
رسم خرائط وزن الطلاء: قياس كتلة بلورات الفوسفات بتقنية XRF أو الكولومترية (g/m²). نطاق المواصفات: 1.5–3.5 جم/م² لفوسفات الحديد، 0.8–2.0 جرام/م² لفوسفات الزنك. تشير القيم <1.0 جرام/م² إلى عدم التغطية الكافية؛ وتشير >4.0 جم/م² إلى التداخل المفرط والنفايات الكيميائية.
{kind=link}
8. الأسئلة الشائعة
Q1: هل يمكنني استخدام نفس ترتيب الفوهة لجميع أنماط الهيكل في خط النماذج المختلطة؟
نعم، لكن توقع أن يكون هناك نفايات كيميائية بنسبة 15–25٪ على أجسام أصغر. نهج أفضل هو التحكم التكيفي في المنطقة باستخدام بنوك صمامات تعمل بواسطة PLC تعمل فقط عند عرض الجسم الذي يتجاوز عتبات معينة. فترة الاسترداد هي 6–12 شهرا للخطوط التي تعمل ≥بثلاثة أنماط هيكل مع >200 مم في العرض.
Q2: كم من انخفاض الضغط يجب أن أتوقعه على طول مشعب فوهة بقطر 2 متر؟
بالنسبة لأنبوب القطر 40 مم عند تدفق إجمالي 60 لتر/دقيقة (عادة ما يكون من 12 فوهة)، توقع انخفاضا بمقدار 1.5–2.5 PSI من الفوهة الأولى إلى الأخيرة. هذا مقبول إذا صممت حوله—ففوهات المواصفات عند أدنى نقطة ضغط في المشعب، وليس عند تفريغ المضخة. بالنسبة للمشعبات >3 أمتار، استخدم تصميم تغذية مركزية أو مزدوجة التغذية لتقليل تدرج الضغط إلى النصف.
Q3: هل يجب أن أستخدم فوهات التذمر الهوائي أم الهيدروليكية للفسفات؟
هيدروليكي، إلا إذا كان لديك متطلبات غير معتادة مثل القطرات فائقة الدقة (<100 ميكرون) للطلاءات المتخصصة. تستهلك فوهات التذمر الهواء المضغوط (0.15–0.4 م³/دقيقة لكل فوهة عند 60–80 رطل لكل بوصة مربعة)، وتضيف تعقيدا، وتنتج قطرات أدق تتبخر قبل الاتصال الكيميائي الكافي. التطبيق الوحيد في السيارات الذي نوصي فيه بالتذمر بالهواء هو الشطف النهائي DI للتجفيف بدون البقع، وحتى مع ذلك فقط للنماذج الفاخرة.
Q4: كيف أعرف متى تحتاج الفوهات إلى استبدال—معدل التدفق أم زاوية الرش؟
كلاهما، مع كون الزاوية أكثر أهمية للتغطية. الفوهة التي تتدفق بنسبة 15٪ مع الحفاظ على زاوية الرش قد توفر تغطية مقبولة (فقط تهدر المواد الكيميائية). الفوهة التي تتدفق بنسبة 10٪ بارتفاع 10٪ ولكن مع فقدان زاوية 10° ستنتج شرائط جافة. قاعدة عملية: استبدل عندما يتجاوز معدل التدفق ±12٪ أو تنخفض زاوية الرش >8° حسب المواصفات، أيهما يأتي أولا.
Q5: ما هو عائد الاستثمار عند الترقية من الفولاذ المقاوم للصدأ إلى الفوهات السيراميكية في الفوسفات؟
تكلف الفوهات السيراميكية 3–5× أكثر في البداية (120–180 دولار مقابل 30–50 دولار لكل فوهة) لكنها تدوم 3–4× أطول في مخلبات الفوسفات الكاشطة. لمنطقة فوسفات ب 24 فوهة تعمل 5,000 ساعة سنويا:
- الفولاذ المقاوم للصدأ: استبداله كل 3,000 ساعة = 40 فوهة سنويا × 40 دولار = 1,600 دولار سنويا + 8 ساعات عمل
- السيراميك: استبدل كل 10,000 ساعة = 12 فوهة سنويا × 150 دولار = 1,800 دولار سنويا + 2.5 ساعة عمل
تكلفة المواد للسيراميك أعلى قليلا لكنها تتطلب جهدا أقل بنسبة 70٪ ووقت توقف أقل بنسبة 60٪. فائدة إضافية: أنماط رش أكثر استقرارا بين البدائل تقلل من معدلات العيوب.
س6: هل يمكنني تعديل خط موجود لتحسين التغطية دون تغيير عدد الفوهات؟
غالبا نعم، من خلال إعادة التموضع والتحكم في المنطقة. قمنا بتحديث خط إنتاج 2015 من 84٪ إلى 95٪ من خلال:
- إزعاج الضفاف المتقابلة بمقدار 150 مم (ساعتان عمل)
- إمالة الفوهات العلوية بزاوية 12° للأسفل (ساعة واحدة)
- إضافة ملفات لولبية للتحكم في المنطقة لأزواج الفوهة الخارجية (3,500 دولار قطعة + 6 ساعات تركيب)
التكلفة الإجمالية 5,200 دولار و9 ساعات توقف عن العمل، مقابل 45 ألف دولار+ لإعادة تصميم البنك بالكامل. انخفض استهلاك المواد الكيميائية بنسبة 19٪ خلال الشهر الأول.
9. الخاتمة والإجراءات التالية
الترتيب الأمثل للفوهات في فوسفات السيارات هو مشكلة هندسية مع حلول قابلة للقياس. المبادئ الأساسية التي يجب تذكرها:
التغطية تتفوق على معدل التدفق. فوهة عالية التدفق التي ترش في الاتجاه الخاطئ لا تحقق شيئا. رسم خريطة هندسة الجسم أولا، ثم احسب الترتيب اللازم للوصول إلى كل سطح من زاويتين على الأقل.
نسبة التداخل هي مقايضة. 30–40٪ من التداخل يهدر مواد كيميائية أقل لكنه يخاطر بوجود شرائط جافة بسبب تآكل أو انسداد الفوهات. التداخل بنسبة 50–60٪ هو هدر لكنه أكثر تسامحا مع اختلافات الأنظمة. نوصي بتداخل بنسبة 40٪ مع التحقق الفصلي من الفوهة — وهذا يوازن بين التكلفة الكيميائية وخطر العيوب.
البنوك متعددة المستويات المتدرجة هي المعيار المثبت ميدانيا للفوسفات من الدرجة الأصلية الأصلية. الترتيبات المدمجة ذات المستوى الواحد تكلف أقل في البداية لكنها تتطلب 30-40٪ زيادة في المواد الكيميائية لتغطية مكافئة وتنتج معدلات عيوب أعلى.
مراقبة التآكل تمنع التدهور الصامت. يزداد معدل تدفق الفوهة بينما تضيق زاوية الرش—تتبع كلاهما، استبدلها بناء على فقدان الزاوية. تمتد المضافات الخزفية أو الكربيدية لفترات تتراوح بين 3 إلى 4× في الكيمياء الكاشطة.
التحكم التكيفي في المنطقة يعود ثماره خلال عام واحد على خطوط النماذج المختلطة ≥بثلاثة أنماط هيكل وتفاوت >200 مم. لم تعد ميزة مميزة — بل أصبحت ممارسة قياسية للكفاءة الكيميائية.
الإجراءات القادمة
-
راجع ترتيبك الحالي: رسم خريطة للتغطية الفعلية باستخدام ورق حساس للماء أو متتبع فلوري. قارن مع معيار متعدد المستويات متدرج ومتدرج (Taggered).
-
احسب نسبة التداخل: قس مسافة التوقف وزاوية الرش عند ضغط التشغيل (وليس ضغط الكتالوج). استخدم صيغة S = W × (1 - O) لتحديد ما إذا كنت متداخلا أو ناقصا.
-
افحص حالة تآكل الفوهة: اسحب 3–4 فوهات تمثيلية، قس معدل التدفق ونمط الرش. إذا تدهورت الزاوية >8° أو تجاوز التدفق ±12٪، يتم استبدال الجدول.
-
تقدير النفايات الكيميائية: قارن استهلاكك (لتر/م² سطح الجسم) مع المعيار 0.08–0.12 لتر/م². كل فائض بسعة 0.01 لتر/م² يكلف تقريبا 0.15–0.25 دولار لكل جسم كنفقات كيميائية.
-
طلب دعم التطبيق: للهندسة المعقدة للجسم أو خطوط الخليط العالي، تواصل مع مهندس تطبيقات الميدان الخاص بمورد الفوهة لمحاكاة أنماط الرش وتحسين الترتيب. عادة ما تتضمن هذه الخدمة مع طلبات > 15 ألف دولار.
هل تحتاج إلى تدقيق تغطية أو تصميم تحديث؟ وثق تخطيط المجمع الحالي لديك (مواقع الفوهة، الزوايا، الضغوط)، أبعاد الهيكل، ومواقع العيوب. استخدم هذا كأساس للمحاكاة أو مراجعة طرف ثالث.