





هل الطلاءات عالية اللزوجة لا ترش؟ اعتبارات حاسمة عند اختيار الفوهات عالية التدفق
- جدول المحتويات
- 1. مقدمة: لماذا تتحدى الطلاءات عالية اللزوجة الفوهات القياسية
- 2. فهم ديناميكيات التدفق في تطبيقات عالية اللزوجة
- 2.1 رقم رينولدز ونظام التدفق الطبقي
- 2.2 انحراف العلاقة بين الضغط والتدفق
- 2.3 متطلبات طاقة التذرير
- 3. معايير الفوهة الحرجة للسوائل عالية اللزوجة
- 3.1 قطر الفتحة (الأكثر حرجة)
- زاوية الرش 3.2
- سعة معدل التدفق 3.3
- تصميم ممر التدفق الداخلي 3.4
- نوع الاتصال 3.5 ومسار التغذية
- 4. أنواع الفوهات عالية التدفق: مقارنة الأداء
- 4.1 فوهات المروحة المسطحة الهيدروليكية
- 4.2 فوهات الهواء المدعومة بالهواء
- 4.3 فوهات مخروط كاملة ومجوفة
- جدول ملخص الأداء 4.4
- 5. حجم الفتحة ومتطلبات الضغط
- 5.1 حساب الحد الأدنى لحجم الفتحة
- 5.2 مقايضات اختيار الضغط
- 5.3 تجنب فخ "الضغط المزدوج"
- 6. اختيار المواد للطلاءات الكاشطة عالية اللزوجة
- مقارنة معدل التآكل في 6.1
- 6.2 خطر الفشل الهش
- 7. الأخطاء الشائعة في التركيب والتشغيلي
- 7.1 مشعب تغذية صغير الحجم
- 7.2 تجاهل تأثيرات درجة الحرارة على اللزوجة
- 7.3 استخدام مخططات تدفق مائية للطلاءات اللزجة
- 8. عملية الاختيار خطوة بخطوة
- الخطوة 1: تعريف المتطلبات
- الخطوة 2: حساب الحد الأدنى لقطر الفتحة
- الخطوة 3: اختر نوع الفوهة
- الخطوة 4: اختيار المواد بناء على ساعات العمل
- الخطوة 5: التحقق من الضغط وسعة التدفق
- الخطوة 6: تصميم متعدد الأبعاد والمسافة
- 9. الأسئلة الشائعة
- س: هل يمكنني فقط زيادة الضغط إذا لم يرش الطلاء الخاص بي؟
- س: كم تضيف الطائرات غير المدعومة بالهواء إلى تكلفة التشغيل؟
- س: لماذا يبدو نمط الرش جيدا عندما أختبر بالماء لكنه سيء جدا مع الطلاء الفعلي؟
- س: كم مرة يجب أن أستبدل الفوهات؟
- س: هل يمكنني استخدام نفس الفوهة لتركيبات متعددة للطلاء؟
- س: ما هي أفضل طريقة لتنظيف الفوهات عالية التدفق المسدودة؟
- 10. الخاتمة والإجراءات التالية
- الإجراءات القادمة
جدول المحتويات
- [مقدمة: لماذا تتحدى الطلاءات عالية اللزوجة الفوهات القياسية] (#1-مقدمة)
- [فهم ديناميكيات التدفق في التطبيقات عالية اللزوجة] (#2-ديناميكا التدفق)
- [معايير الفوهة الحرجة للسوائل عالية اللزوجة](#3-المعاملات الحرجة)
- [أنواع الفوهات عالية التدفق: مقارنة الأداء] (#4-أنواع الفوهة)
- متطلبات حجم الفتحة والضغط
- [اختيار المواد للطلاءات الكاشطة عالية اللزوجة] (#6-مادة انتقاء المادة)
- [أخطاء التركيب والتشغيلية الشائعة](#7-الأخطاء الشائعة)
- [عملية الاختيار خطوة بخطوة](#8-عملية الاختيار)
- [الأسئلة الشائعة](#9-الأسئلة الشائعة)
- الخاتمة والإجراءات التالية
1. مقدمة: لماذا تتحدى الطلاءات عالية اللزوجة الفوهات القياسية
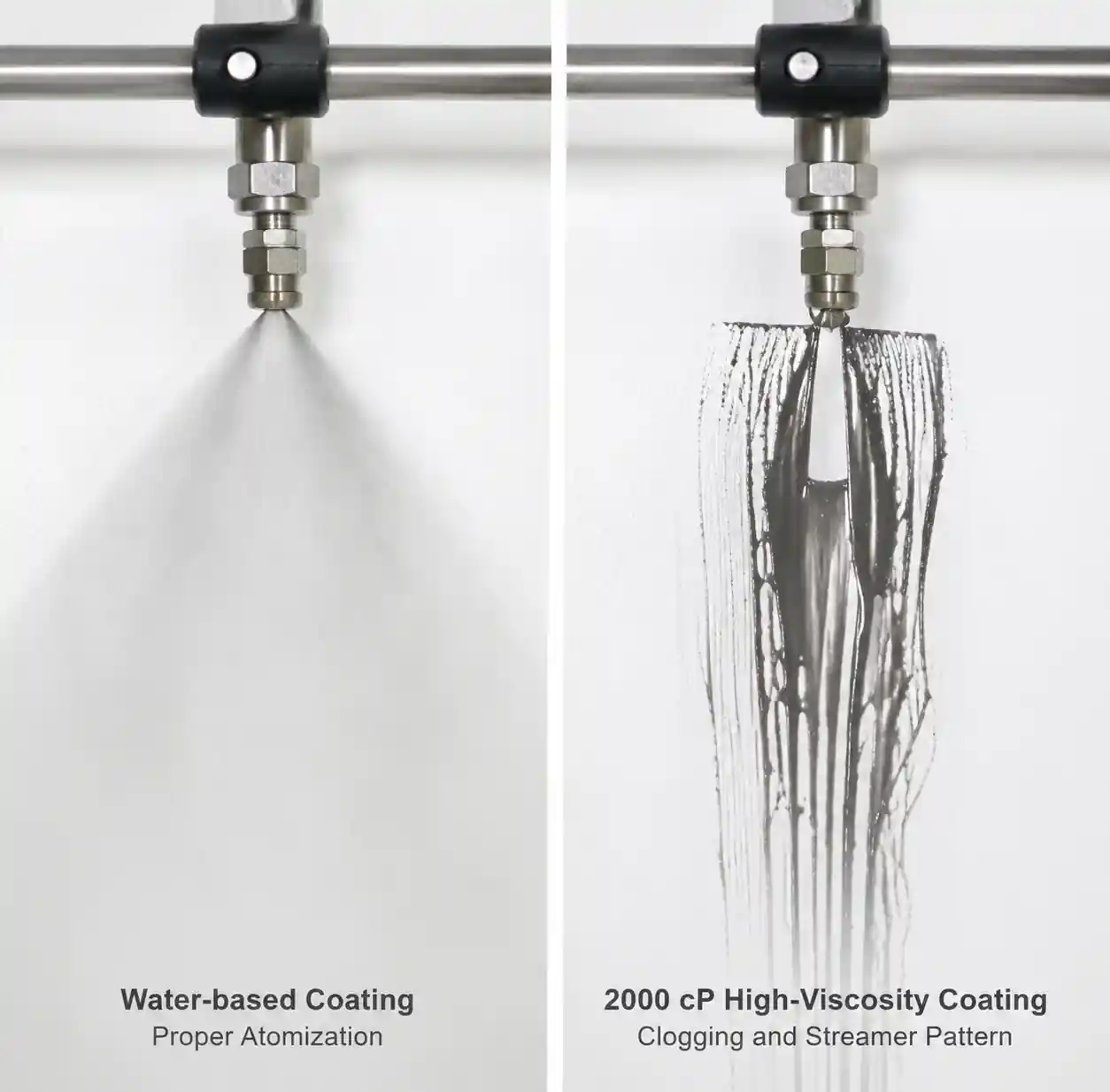
إذا واجهت إخفاقات في تطبيق الطلاء حيث لا ترش المادة أو تتراجع في خط التغذية، أو تنتج أنماط تغطية غير متسقة، فمن المحتمل أنك تواجه اختيار فوهة غير كاف لنطاق اللزوجة لديك. الطلاءات عالية اللزوجة — عادة فوق 500 cP (سنتيبوز) وخاصة فوق 2,000 cP — تتطلب تصاميم فوهات مختلفة جذريا عن السوائل المائية أو منخفضة اللزوجة.
في عملنا الميداني مع خطوط طلاء السيارات، وأنظمة الطلاء الصناعي بالبكرات، وعمليات الطلاء الوقائي، نلاحظ باستمرار ثلاثة أوضاع فشل: انسداد كامل في التدفق عند الضغط المستهدف (السائل لا يتفرج)، تشوه شديد في النمط (مروحة بيضاوية أو مخططة بدلا من مروحة متوحدة)، وتآكل مبكر في الفوهة نتيجة إجبار فتحات صغيرة الحجم. كل عطل يمثل فقدان وقت الإنتاج، ومواد مهدرة، وتكاليف إعادة العمل التي تتجاوز عادة ما بين 2000 و8000 دولار لكل حادث في العمليات المتوسطة.
يوفر هذا الدليل معايير اختيار على مستوى الهندسة بناء على مبادئ ميكانيكا الموائع، وبيانات الأداء المقارنة من تكوينات فوهات متعددة، وتحليلا اقتصاديا لقرارات حجم الفتحات. ستتعلم كيفية حساب الحد الأدنى لقطر الفتحة من اللزوجة ومعدل التدفق المطلوب، وتقارن بين التذمر بمساعدة الهواء مقابل الهيدروليكية لطلاءك المحدد، واختيار مواد مقاومة للتآكل لا توسع الفتحة إلى ما بعد المواصفات، وتتجنب أكثر ثلاثة أخطاء تركيبية شيوعا تقلل من سعة التدفق الفعالة بنسبة 30–50٪.
ما الذي ستحققه: بنهاية هذا المقال، سيكون لديك طريقة قابلة للتكرار لتحديد الفوهات التي ترش الطلاءات بثبات حتى 5,000 cP، وتحافظ على توحيد النمط ضمن ±10٪ عبر عرض الرش، وتوفر عمر خدمة متوقع في تركيبات الطلاء الكاشط أو المملوء.
{kind=link}
2. فهم ديناميكيات التدفق في تطبيقات عالية اللزوجة
2.1 رقم رينولدز ونظام التدفق الطبقي
تفترض فوهات الرش الهيدروليكية القياسية تدفقا مضطربا داخل الفتحة (رقم رينولدز Re > 4000)، مما يخلق عدم الاستقرار اللازم لتفكيك القطرات. بالنسبة للسوائل عالية اللزوجة، ينخفض رقم رينولدز بشكل كبير:
Re = (ρ × v × D) / μ
حيث:
- ρ = كثافة السوائل (كجم/م³)
- v = السرعة عبر الفتحة (m/s)
- D = قطر الفتحة (م)
- μ = اللزوجة الديناميكية (Pa·s)
الطلاء بلزوجة 2000 cP (2.0 باسك/ثانية) بكثافة 1200 كجم/م³ يمر عبر فتحة بحجم 1.5 مم بسرعة 3 م/ث يعطي Re ≈ 2700—وهو ضمن النظام الطبقي المضبوط. ينتج التدفق الطبقي تيارا سائلا متماسكا بدلا من رذاذ مبعثر. للوصول إلى Re > 4,000 بهذه اللزوجة، تحتاج إما إلى سرعة أعلى (مما يتطلب ضغطا غير عملي — غالبا ما يتجاوز 150 بار / 2,175 psi) أو قطر فتحة أكبر، مما يزيد من حجم القطرات وقد يؤثر على جودة الطلاء.
2.2 انحراف العلاقة بين الضغط والتدفق
تفترض صيغة الفوهة القياسية Q = K√P وجود سائل نيوتوني مع تأثيرات لزوجة ضئيلة. بالنسبة للطلاءات ذات اللزوجة العالية، ينحرف التدفق الفعلي بنسبة 15–40٪ عن القيم المتوقعة لأن:
- المقاومة اللزجة تهيمن على انخفاض الضغط في منطقة مدخل الفتحة ومنطقة الوريد المنقبض
- السلوك غير النوتني (ترقق القص أو الثيكسوتروبي) يعني تغيرات فعالة في اللزوجة مع معدل القص عبر الفتحة
- انزلاق الجدار في الطلاءات المملوءة (الأصباغ، الحشو) يخلق طبقة تزييت تستعيد جزئيا التدفق
من خلال اختبارات تدفق الضغط باستخدام طلاءات الإيبوكسي (1,500–3,000 cP)، قمنا بقياس انخفاض تدفق بنسبة 25–35٪ مقارنة بقيم K المعايرة بالماء عند نفس الضغط. هذا يعني أنه لا يمكنك استخدام مخططات تدفق المصنع التي تم تطويرها للمياه بشكل موثوق إلا إذا كانت توفر عوامل تصحيح اللزوجة—معظمها لا يوفر ذلك.
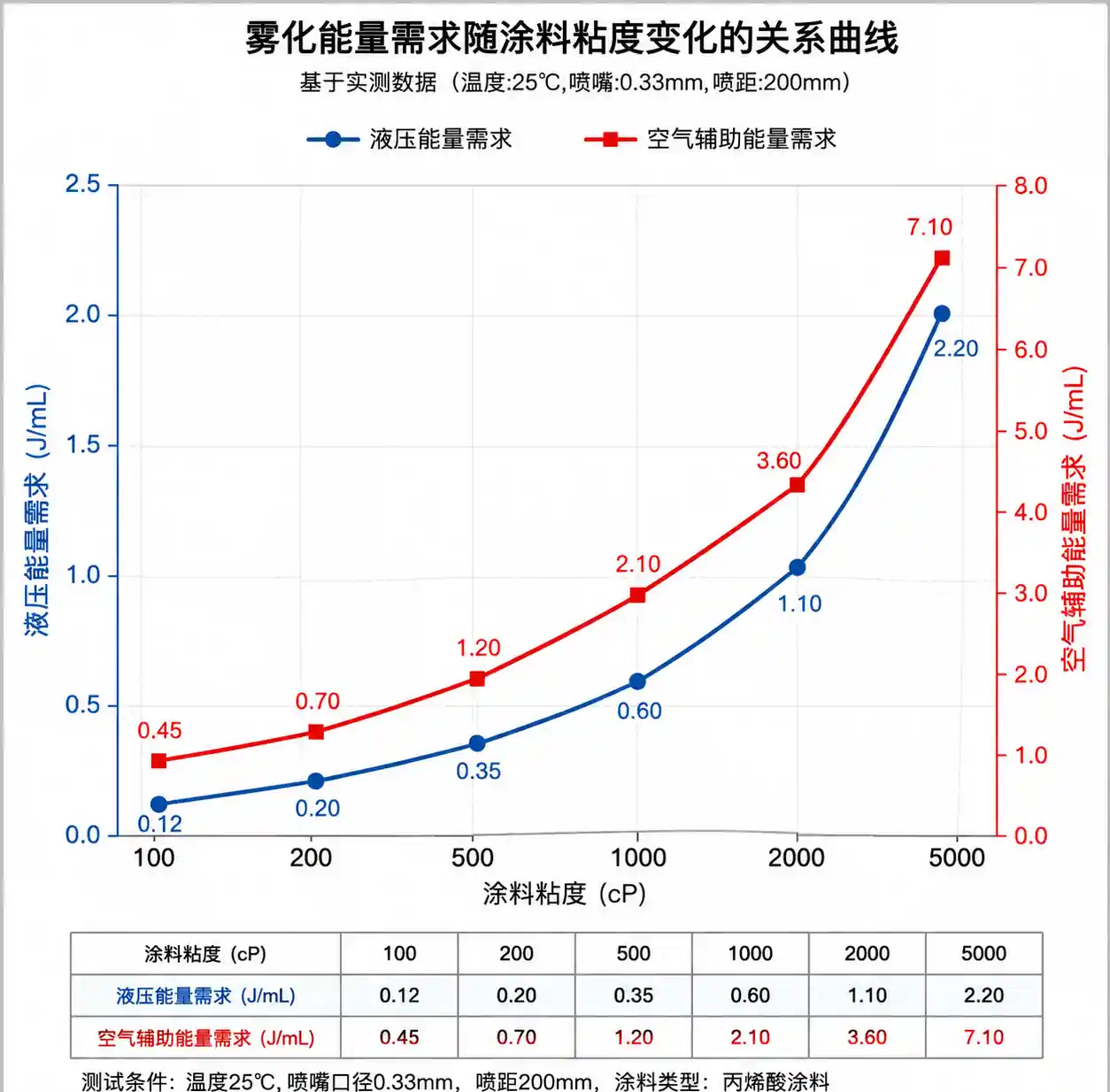
2.3 متطلبات طاقة التذرير
لتحقيق حجم القطرات المقبول (عادة بين 50–200 ميكرون لتطبيقات الطلاء) يتطلب طاقة سطحية لإنشاء مساحة سطح سائلة جديدة. بالنسبة للسائل اللزج، تأتي هذه الطاقة من:
- طاقة الضغط الهيدروليكية المحولة إلى طاقة حركية عند مخرج الفتحة
- طاقة قص الهواء في الفوهات المدعومة بالهواء أو بدون هواء بمساعدة هواء
- الطاقة الميكانيكية في المبخرات الدوارة (غير مغطى هنا)
الطاقة تتطلب مقاييس مع التوتر السطحي واللزوجة. يتطلب طلاء بسعة 2000 كوب كوب طاقة تبخير أكثر بحوالي 4–6× من طلاء 100 كوب كوب لتحقيق نفس توزيع حجم القطرات. لهذا السبب غالبا ما تحتاج الطلاءات عالية اللزوجة إلى تصاميم فوهات متخصصة أو مساعدة هواء حتى عندما لا يتطلب معدل التدفق وحدها ذلك.
! مخطط 2-اللزوجة-التذرية-الطاقة
{kind=link}
3. معايير الفوهة الحرجة للسوائل عالية اللزوجة
عند اختيار الفوهات للطلاءات عالية اللزوجة، تهيمن خمسة معايير على الأداء:
3.1 قطر الفتحة (الأكثر حرجة)
يتم تحديد الحد الأدنى لقطر الفتحة العملي بناء على اللزوجة والضغط المقبول:
D_min ≈ 0.15 × (μ / ρ)^0.3
تشير هذه العلاقة التجريبية (من ممارسات صناعة الطلاء) إلى أنه بالنسبة لطلاءات 2000 cP، يجب أن يكون قطر الفتحة على الأقل من 1.8 إلى 2.0 مم لتجنب متطلبات الضغط المفرطة. التقليل يجبرك على تجاوز 100 بار (1,450 رطل لكل بوصة مربعة)، وهو غالبا ما يتجاوز قدرة مضخات الطلاء القياسية ويخلق مخاوف أمنية في وصلات الخراطيم.
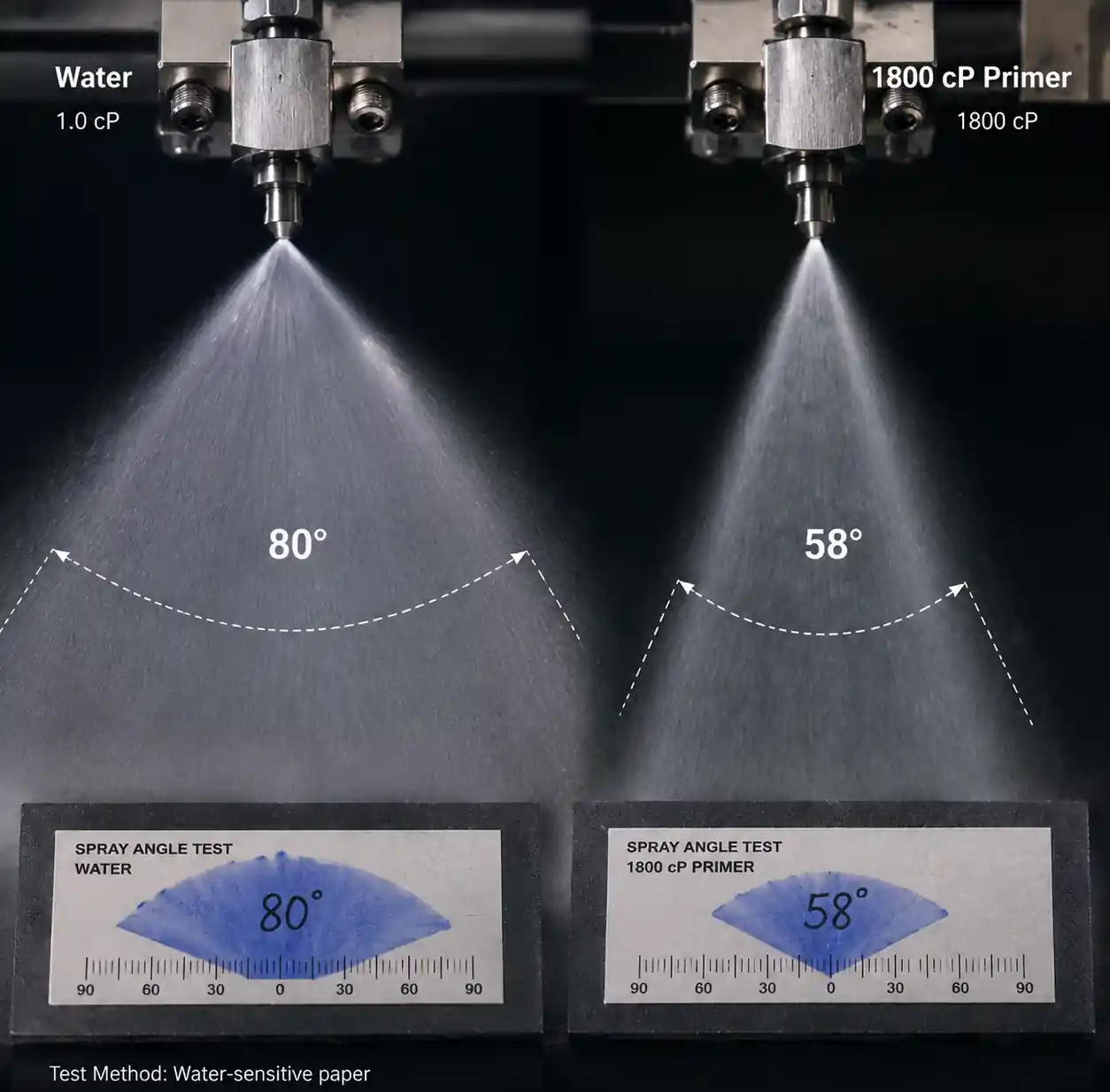
زاوية الرش 3.2
السوائل ذات اللزوجة العالية تنتج زوايا رش أضيق من الماء عند نفس هندسة الفوهة. عادة ما توفر الفوهة المصنفة "80° مع الماء" زاوية 55–65° مع طبقة 2000 cP. هذا التقليل من الزوايا يعني:
- تقليل عرض التغطية لكل مرور فوهة
- الحاجة إلى تقليل تباعد الفوهات (عادة أقرب بنسبة 20–30٪)
- إمكانية وجود أنماط الخطوط إذا لم يتم تعديل التباعد
بالنسبة لتطبيقات الطلاء الدرمي والألواح المسطحة، عادة ما نحدد زاوية مصنفة بين 65–80° مع الماء، مع العلم أنك ستحصل على زاوية فعالة 50–65° مع طلاءات عالية اللزوجة—وهي كافية لتغطية موحدة مع التداخل الصحيح.
سعة معدل التدفق 3.3
عادة ما تتراوح فوهات التدفق العالي للطلاءات بين 2 إلى 20 لتر/دقيقة (0.5 إلى 5.3 جالون في الدقيقة) عند ضغط العمل. يعتمد اختيار معدل التدفق على:
- سرعة الويب أو معدل حركة الركيزة (م/دقيقة)
- سمك الطلاء المستهدف (سمك الفيلم الرطب بالميكرون)
- عرض التغطية لكل فوهة
- عدد الفوهات في المانيفولد
خطأ شائع هو اختيار معدل التدفق بناء فقط على السعة الكلية للنظام، ثم اكتشاف أن سرعات الفوهة الفردية منخفضة جدا بحيث لا يمكن تذمر الطلاء اللزج. يجب أن تعمل كل فوهة بسرعة كافية للزوجة — عادة سرعة خروج 8–15 م/ث لطلاءات 1,000–3,000 cP.
تصميم ممر التدفق الداخلي 3.4
تستخدم الفوهات عالية التدفق ثلاث هندسات داخلية رئيسية:
- فتحة مستقيمة الفتحة: أبسط وأقل تكلفة لكنها أعلى متطلبات ضغط وأسوأ جودة تذرية للسوائل اللزجة
- فينتوري أو الممر المتقارب: يقلل من متطلبات الضغط بنسبة 20–30٪، ويحسن استقرار التدفق، وهو اختيار قياسي لمعظم التطبيقات ذات اللزوجة العالية
- تصميم غرفة الاضطراب: حجرة ما قبل الدوامة تولد طاقة دورانية، وتذرية أفضل، لكنها أكثر حساسية لتغير اللزوجة
بالنسبة للطلاءات التي تزيد عن 1,500 cP، نوصي بشدة بتصاميم فينتوري أو غرف الاضطراب. يتم استرداد التكلفة الإضافية (عادة بين 15 و40 دولارا لكل فوهة) عند تقليل حجم المضخة واستهلاك الطاقة.
نوع الاتصال 3.5 ومسار التغذية
غالبا ما يتم تجاهله: الربط من خط الإمداد إلى الفوهة يخلق مقاومة تدفق إضافية. بالنسبة للسوائل عالية اللزوجة:
- استخدام توصيلات المنفذ الكامل (دون تقليل القطر)
- تقليل عدد المرفقين وتغييرات الاتجاه
- تحديد الفوهات ذات الممرات الكبيرة (قطر فتحة 1.5× كحد أدنى)
- فكر في تصاميم كتل المشعب التي تغذي الفوهات من الخلف بدلا من التوصيلات الجانبية الملولبة
قمنا بتشخيص عدة "مشاكل في الفوهة" كانت في الواقع تقييد تدفق بنسبة 50–70٪ في محولات NPT بحجم 1/8" أعلى الفوهات الصحيحة.
4. أنواع الفوهات عالية التدفق: مقارنة الأداء
4.1 فوهات المروحة المسطحة الهيدروليكية
| المعلمة | الأداء مع اللزوجة العالية |
|---|---|
| نطاق اللزوجة | حتى 3000 كوب كوب (الحد العملي ~2000 كوب كوب لجودة التذرير) |
| معدل التدفق النموذجي | 2–12 لتر/دقيقة عند 40–100 بار |
| حجم القطرة (Dv50) | 150–400 ميكرون (تزداد بشكل ملحوظ مع اللزوجة) |
| تثبيت زاوية الرش | الضعيف: 60–75٪ من زاوية تصنيف الماء |
| متطلب الضغط | أعلى درجة: 60–120 بار للتبذر المقبول |
| جودة التذرير | متوسط إلى جيد أقل من 1500 cP; فقر فوق 2,500 cP |
| تكلفة كل فوهة | 25–80 دولار (إدخال سيراميك أو كربيد) |
| أفضل تطبيق | طلاءات ذات لزوجة متوسطة، طبقة واسعة من الشبكة، حيث يمكن قبول بعض التفاوت في حجم القطرات |
تعمل فوهات المروحة المسطحة الهيدروليكية عن طريق دفع السائل عبر فتحة بيضاوية أو ريشة داخلية تخلق صفيحة مسطحة. مع زيادة اللزوجة، تصبح الصفيحة أكثر تماسكا (أقل عرضة للتفكك)، مما يؤدي إلى قطرات أكبر وزاوية رش أضيق. بالنسبة للطلاءات التي تزيد عن 2000 cP، عادة ما تحتاج إلى 80–100 بار (1160–1450 psi) لتحقيق تبخير مقبول، مما يدفع حدود مضخات الطلاء القياسية.
{kind=link}
ملاحظة ميدانية: في تطبيق برايمر السيارات (1,800 cP)، قمنا بقياس تقليل عرض الرش من 300 مم إلى 210 مم عند التحول من الماء إلى الطلاء الفعلي عند نفس الفوهة والضغط. تطلب ذلك تقليل التباعد بين الفوهات من 250 مم إلى 180 مم في المراكز للحفاظ على التداخل.
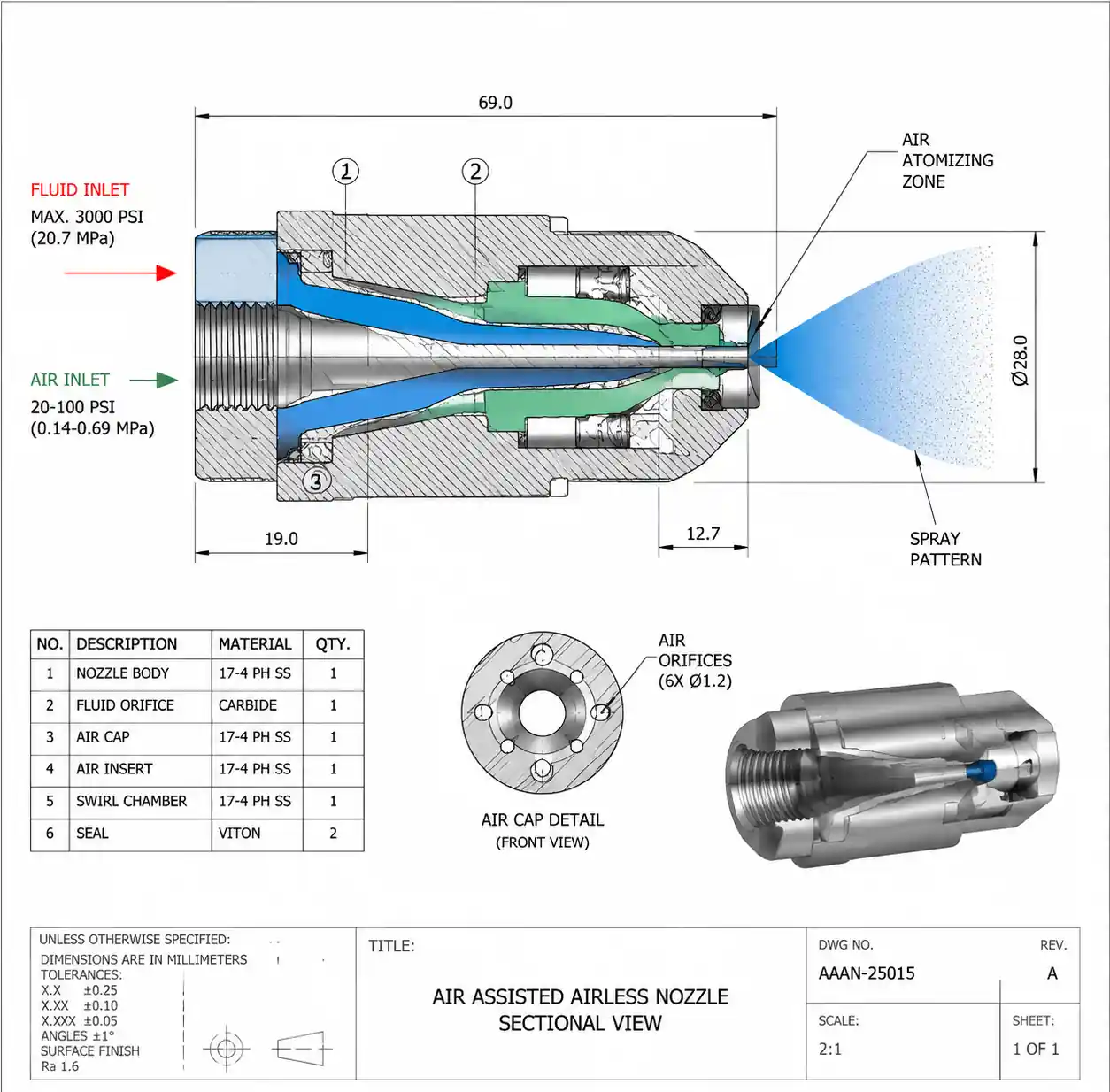
4.2 فوهات الهواء المدعومة بالهواء
| المعلمة | الأداء مع اللزوجة العالية |
|---|---|
| نطاق اللزوجة | حتى 8,000 cpP (الحد العملي لمعظم التصاميم) |
| معدل التدفق النموذجي | 1–8 لتر/دقيقة عند سائل 30–80 بار + هواء 2–4 بار |
| حجم القطرة (Dv50) | 50–150 ميكرون (أفضل بكثير من الهيدروليكي بمفرده) |
| تثبيت زاوية الرش | جيد: 80–95٪ من الزاوية المقدرة |
| متطلب الضغط | المتوسط: سائل 30–80 بار (الهواء يساعد في التذرية) |
| جودة التذرير | ممتاز حتى عند 3,000+ cP |
| تكلفة كل فوهة | 120–350 دولار (يتطلب مشعب تغذية مزدوج) |
| أفضل تطبيق | الطلاءات عالية اللزوجة التي تتطلب تبذرة دقيقة، سيارات، فضاء، تشطيب عالي الجودة |
تجمع فوهات الهواء المساعدة بدون هواء (AAA) بين الضغط الهيدروليكي (30–80 بار) والهواء منخفض الضغط (2–4 بار) يحقن عند مخرج الفتحة. يقطع تيار الهواء السائل، مما يحسن التذرية بشكل كبير. تقلل هذه التقنية من ضغط السائل المطلوب بنسبة 40–60٪ مقارنة بالتبذر الهيدروليكي فقط لنفس حجم القطرة.
الميزة الرئيسية: تحافظ فوهات AAA على نمط رش ثابت حتى مع تغير لزوجة الطلاء ±30٪ بسبب تغيرات درجة الحرارة أثناء الإنتاج. تدفق الهواء يعوض عن تغير اللزوجة.
العيب الرئيسي: يتطلب إمداد هواء مضغوط (عادة 0.5–1.5 م³/دقيقة لكل فوهة عند 4 بار)، مما يضيف تكلفة البنية التحتية وتعقيدا.
4.3 فوهات مخروط كاملة ومجوفة
بشكل عام غير موصى به لتطبيقات الطلاء عالي اللزوجة بسبب:
- غرف دوامة داخلية تخلق مقاومة لزجة عالية
- ممرات تدفق صغيرة عرضة للانسداد بطبقات مملوءة
- نمط دائري غير مناسب لهندسة الطلاء الشبكي أو الألواح
استثناء: بعض أجهزة الطلاء الدرفلي المتخصصة تستخدم تصاميم مخروطية مجوفة معدلة لطلاء الستائر حيث يتم نشر النمط الدائري على شكل ورقة قبل ملامسة الشبكة.
جدول ملخص الأداء 4.4
| نوع الفوهة | اللزوجة العملية الأقصى | جودة التذرير (1–5) | متطلبات الضغط | تعقيد البنية التحتية | التكلفة النموذجية |
|---|---|---|---|---|---|
| مروحة هيدروليكية مسطحة | 2000 cP | 3 | عالي (80–120 بار) | منخفض | 25–80 دولار |
| مروحة هيدروليكية مسطحة (فتحة كبيرة) | 3,500 cP | 2 | عالي جدا (100–150 بار) | منخفض | 35–95 دولار |
| الهواء المدعوم بالهواء | 8,000 cP | 5 | متوسط (30–80 بار) | نظام الهواء العالي | 120–350 دولار |
| بدون هواء (فتحة كبيرة) | 5,000 نقطة رأس | 2–3 | عالي (100–150 بار) | منخفض | 45–120 دولار |
مقياس جودة التذرير: 1=ضعيف (الأربطة/التيارات)، 5=ممتاز (توزيع قطرات منتظم)
بعد هذا الجدول: لمعظم تطبيقات الطلاء الصناعية عالية اللزوجة في نطاق 1,500–3,000 cP، نوصي ببدء التقييم بفوهات مروحة هيدروليكية مسطحة بفتحة كبيرة (2.0–3.0 مم) إذا كانت مضختك قادرة على توفير 80–100 بار. إذا كانت جودة التذرية غير كافية (خطوط مرئية، قشرة برتقال مفرطة، أو حجم قطرة يزيد عن 300 ميكرون)، قم بالترقية إلى الهواء الخالي من الهواء. عادة ما يسمح تقليل الضغط باستخدام AAA بتقليل حجم المضخة بحيث يعوض 40–60٪ من تكلفة الفوهة الإضافية خلال عمر المعدات الذي يتجاوز 3 سنوات.
{kind=link}
5. حجم الفتحة ومتطلبات الضغط
5.1 حساب الحد الأدنى لحجم الفتحة
بالنسبة لزوجة الطلاء ومعدل التدفق المطلوب، يمكن تقدير الحد الأدنى لقطر الفتحة من:
D_min = √(8 × Q × μ / (π × ΔP × C_d)
حيث:
- D_min = الحد الأدنى لقطر الفتحة (م)
- Q = معدل التدفق المرغوب (م³/ث)
- μ = اللزوجة الديناميكية (Pa·s)
- ΔP = انخفاض الضغط المتاح (Pa)
- C_d = معامل التفريغ (~0.6–0.7 للتدفق اللزج)
مثال تم العمل:
- التدفق المستهدف: 6 لتر/دقيقة = 0.0001 م³/ثانية
- اللزوجة: 2,000 cP = 2.0 Pa·s
- الضغط المتاح: 80 بار = 8,000,000 باسكال
- C_d ≈ 0.65
D_min = √(8 × 0.0001 × 2.0 / (π × 8,000,000 × 0.65)) ≈ 0.00222 م = 2.2 مم
تشير هذه الحسابات إلى حد أدنى لفتحة 2.2 مم. عمليا، نحدد 2.5 مم لتوفير هامش لتغير اللزوجة وتراكم الطلاء على حواف الفتحة مع مرور الوقت.
5.2 مقايضات اختيار الضغط
| نطاق الضغط | المزايا | العيوب | التطبيق الموصى به |
|---|---|---|---|
| 30–50 بار (435–725 psi) | مضخات الطلاء القياسية؛ آمن للخرطوم المطاطي؛ سهل التحكم | يتطلب فتحات كبيرة جدا (3–4 مم)؛ تذرية ضعيفة فوق 1,500 cP | الطلاءات منخفضة الجودة، المواد اللاصقة حيث حجم القطرة ليس حرجا |
| 60–100 بار (870–1,450 psi) | حل وسط جيد: تذرية كافية مع فتحة بحجم 2.0–2.5 مم؛ تكلفة المضخة معقولة | يتطلب خرطوم معزز؛ اعتبارات السلامة | الخيار الأكثر شيوعا لطلاءات صناعية بقدرة 1,500–3,000 كوب حركة |
| 100–150 بار (1,450–2,175 رطل لكل بوصة مربعة) | يسمح بفتحات أصغر؛ تذمر أفضل | مضخات الضغط العالي المكلفة؛ مخاوف تتعلق بالسلامة؛ تآكل متسارع في الأختام والتركيبات | الطلاءات الفاخرة؛ تطبيقات الفضاء الجوي |
| 150+ بار (2,175+ رطل لكل بوصة مربعة) | تذرية ممتازة حتى عند اللزوجة العالية | معدات باهظة الثمن جدا؛ متطلبات سلامة كبيرة؛ تآكل المكونات السريع | التطبيقات المتخصصة فقط؛ عادة ما يكون أكثر توفيرا عند التحول إلى الهواء المدعوم |
بعد هذا الجدول: "النقطة المثالية" لمعظم عمليات الطلاء عالية اللزوجة هي 70–90 بار. يسمح هذا النطاق بفتحات بحجم 2.0–2.5 مم للطلاءات حتى 2,500 cP، ويعمل مع مضخات الطلاء متوسطة النطاق (3,000–8,000 دولار)، ولا يتطلب معدات أمان خاصة تتجاوز الخرطوم عالي الضغط القياسي وتصميم المشعب المناسب.
5.3 تجنب فخ "الضغط المزدوج"
مفهوم خاطئ شائع: إذا لم يكن الطلاء يرش بمقاس 60 بار، فإن مضاعفة الطلاء إلى 120 بار ستحل المشكلة. الواقع:
- زيادة التدفق فقط بمقدار √2 = 1.41× (زيادة 41٪، وليس 100٪)
- إذا كانت الفتحة صغيرة جدا بالنسبة للزوجة، فإن زيادة الضغط تؤدي إلى تسخين قص أعلى، مما قد يؤدي إلى تدهور الطلاء
- الضغط فوق 100 بار يسرع بشكل كبير من التآكل، خاصة عند الطلاءات المملوءة
إذا لم يرش الطلاء بشكل كاف عند الضغط المستهدف، فالحل الصحيح عادة هو فتحة أكبر، وليس ضغط أعلى. لقد رأينا العديد من الحالات التي حول فيها التحول من فتحة 1.5 مم إلى 2.5 مم عند نفس ضغط 70 بار نظام غير وظيفي إلى خط إنتاج يعمل ضمن المواصفات.
6. اختيار المواد للطلاءات الكاشطة عالية اللزوجة
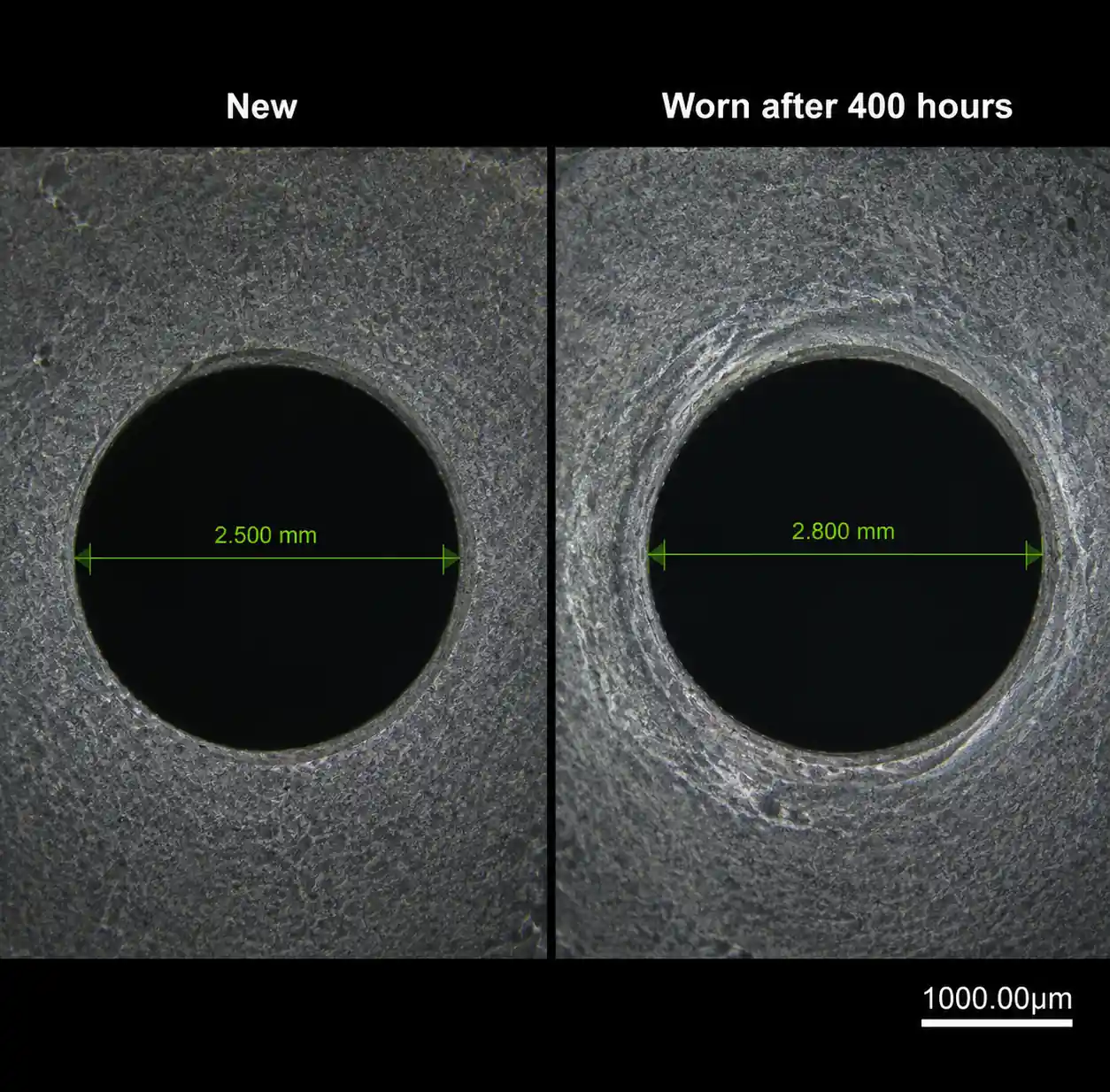
غالبا ما تحتوي الطلاءات عالية اللزوجة على حشوات كاشطة (TiO2، السيليكا، أكسيد الألمنيوم، الزنك، إلخ) التي تؤدي إلى تآكل الفتحة. مع زيادة قطر الفتحة مع التآكل، يزداد معدل التدفق ويتغير نمط الرش. اختيار المواد أمر حاسم لعمر الخدمة المتوقع.
مقارنة معدل التآكل في 6.1
| المادة | الصلابة (HV) | حياة الارتداء النسبي* | التكلفة متعددة مقابل الفولاذ المقاوم للصدأ | حياة الخدمة النموذجية | أفضل تطبيق |
|---|---|---|---|---|---|
| 303 الفولاذ المقاوم للصدأ | 150–200 | 1× (خط الأساس) | 1× | 200–400 ساعة | الطلاءات المائية غير الكاشطة فقط |
| ستانلس ستانلس مقسى 440C | 550–600 | 3–4× | 1.5× | 600–1,600 ساعة | محتوى كاشط منخفض إلى متوسط |
| إدراج كربيد التنغستن | 1,400–1,600 | 12–18× | 4–6× | 2,400–7,200 ساعة | الطلاءات الكاشطة المتوسطة إلى عالية |
| كربيد السيليكون (SiC) | 2,400–2,600 | 25–40× | 6–8× | 5,000–16,000 ساعة | محتوى كاشط عالي؛ ممتاز للعبة TiO2 المملوءة |
| سافير (Al2O3) | 2,000–2,200 | 30–50× | 10–15× | 6,000–20,000 ساعة | أعلى مقاومة للاستخدام؛ التطبيقات المميزة |
*تم اختبار عمر التآكل النسبي بطبقة إيبوكسي مملوءة ب TiO2 بنسبة 15٪ عند 2,000 cP، وضغط 80 بار، وفتحة 2.5 مم
عمر الخدمة يعرف بأنه الوقت حتى يرتفع معدل التدفق >15٪ بسبب توسيع الفتحة
بعد هذا الجدول: النقطة الرئيسية من اختبارات التآكل لدينا: تكلفة الملكية الإجمالية تفضل المواد السيراميكية التي تزيد عن ~1,500 ساعة عمل. تكلفة فوهة كربيد السيليكون تزيد بمقدار 6× لكنها تدوم بين 25 إلى 40× أطول، مما يعني أن تكلفة ساعة التشغيل أقل بنسبة 75–85٪ من الفولاذ المقاوم للصدأ. بالنسبة لعمليات الطلاء الدفعي المستمرة أو عالية الحجم، تعوض فوهات السيراميك تكاليفها خلال 3–8 أشهر.
6.2 خطر الفشل الهش
المواد السيراميكية (كربيد التنجستن، كربيد السيليكون، الياقوت) هشة. لقد وثقنا إخفاقات من:
- ارتفاعات ضغط أعلى من الضغط الموصوف (مثل ارتفاع تجويف المضخة، أو إغلاق الصمامات)
- الصدمة الحرارية (تغير سريع في درجة الحرارة >40°م)
- زيادة عزم التركيب (إدخال محطم)
- الصدمات أثناء التنظيف (قطع متساقطة، نفاث ماء عالي الضغط)
الممارسات الموصى بها: بالنسبة لفوهات السيراميك، قم بتركيب صمامات تخفيف الضغط مضبوطة على 115٪ من أقصى ضغط تشغيلي، واستخدم مفتاح عزم الدوران للتركيب (12–15 نيوتن·متر نموذجية لفوهات إدخال السيراميك 1/4 بوصة من نوع NPT)، ودرب موظفي الصيانة على التعامل الصحيح.
{kind=link}
7. الأخطاء الشائعة في التركيب والتشغيلي
من مكالمات الخدمة الميدانية لأنظمة الطلاء ذات الأداء الضعيف، إليك أكثر ثلاثة أخطاء شيوعا:
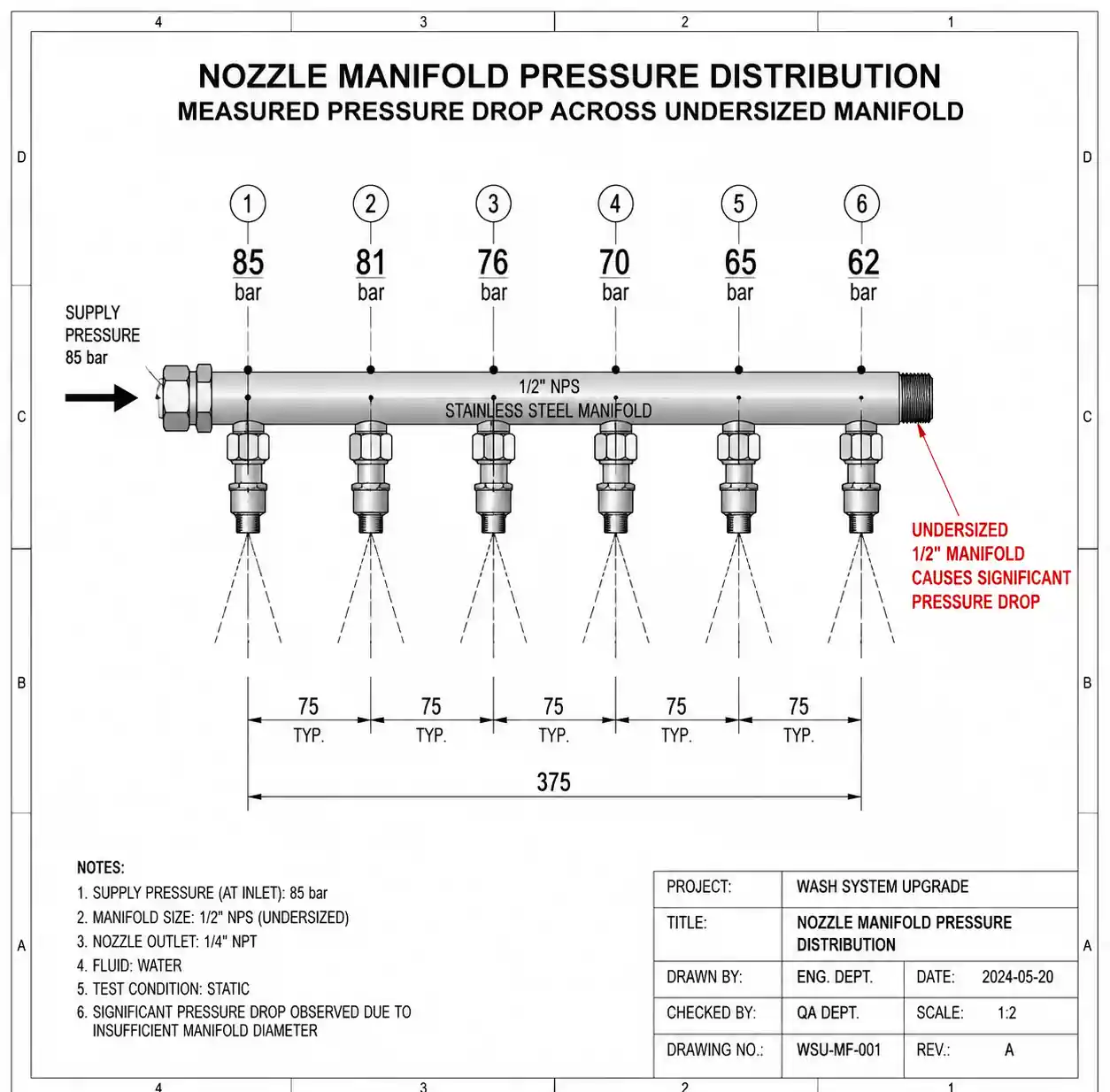
7.1 مشعب تغذية صغير الحجم
المشكلة: الفوهات بحجم مناسب، لكن المشعب الذي يزودها صغير جدا. مشعب NPT بحجم نصف بوصة يغذي ستة فوهات بقدرة 6 لتر/دقيقة (إجمالي 36 لتر/دقيقة) يخلق انخفاضا في الضغط بنسبة 30–40٪ في المشعب نفسه، مما يترك ضغطا غير كاف في آخر الفوهات.
الحل: يجب أن يكون قطر المشعب الداخلي مناسبا لانخفاض الضغط بنسبة <5٪ عند التدفق الكلي. بالنسبة للطلاءات عالية اللزوجة، يعني ذلك عادة:
- حتى 20 لتر/دقيقة إجمالا: حد أدنى لمشعب 3/4"
- إجمالي 20–50 لتر/دقيقة: متعدد أبعاد بحجم 1"
- إجمالي 50–100 لتر/دقيقة: مشعب 1-1/4" أو 1-1/2"
استخدم صنابير ضغط المشعب لقياس الضغط عند أول وآخر موضع للفوهة. إذا تجاوز انخفاض الضغط 5 بار عبر المانيفولد، قم بتكبيره.
7.2 تجاهل تأثيرات درجة الحرارة على اللزوجة
تتغير لزوجة الطلاء بشكل كبير مع تغير درجة الحرارة. قد يكون طلاء الإيبوكسي النموذجي عند 2000 كوب كوب عند 20 درجة مئوية هو 800 كوب كوب عند 30 درجة مئوية و500 كوب كوب عند 40 درجة مئوية. وهذا يعني:
- تغير نمط الرش خلال اليوم مع تغير درجة حرارة الطلاء
- نمط الوردية الأولى لا يتطابق مع نمط الوردية الثالثة
- تنويع الأداء الصيفي/الشتوي
الحل: تركيب مراقبة درجة الحرارة على الخط وإما (أ) التحكم في حرارة تغذية الطلاء باستخدام مبادل حراري إلى ±2°C، أو (ب) استخدام فوهات هوائية مدعومة تعوض تغير اللزوجة. معظم خطوط الطلاءات الإنتاجية التي تزيد عن استثمار 100 ألف دولار يجب أن تتضمن التحكم في درجة الحرارة.
7.3 استخدام مخططات تدفق مائية للطلاءات اللزجة
تنشر شركات تصنيع الفوهات مخططات التدفق مقابل الضغط التي تم تطويرها باستخدام الماء. تطبيق هذه الرسوم البيانية مباشرة على طلاءات 2000 cP يؤدي إلى تقليل التنبؤ بالتدفق بنسبة 25–40٪، مما يؤدي إلى اختيار فوهة غير صحيح.
الحل: اطلب بيانات تدفق مصححة لزوجة من الشركة المصنعة، أو قم بإجراء اختبار تدفق خاص بك مع الطلاء الفعلي أثناء التركيب. عادة ما نختبر ثلاث فوهات من كل دفعة عند 80٪ و100٪ و120٪ من الضغط المستهدف مع الطلاء الفعلي ونأخذ متوسط النتائج لتحديد معدلات التدفق الأساسية لمعايرة الإنتاج.
8. عملية الاختيار خطوة بخطوة
الخطوة 1: تعريف المتطلبات
المستند:
- نطاق لزوجة الطلاء (الحد الأدنى وأقصى المتوقع)
- درجة حرارة الطلاء عند تطبيق الرش
- معدل التدفق المطلوب لكل فوهة (لتر/دقيقة)
- عرض التغطية المطلوب
- نوع الركيزة وسرعة السفر
- نطاق حجم القطرات المقبول
- تركيبة الطلاء (محتوى الحشو الكاشط، حجم الجسيمات)
الخطوة 2: حساب الحد الأدنى لقطر الفتحة
باستخدام الحليب الصناعي من القسم 5.1 أو إرشادات الشركة المصنعة، حدد الحد الأدنى للفتحة للزوجة ونطاق الضغط المستهدف.
الخطوة 3: اختر نوع الفوهة
شجرة القرار:
- اللزوجة <1,500 cP: مروحة هيدروليكية مسطحة قياسية، فتحة 1.8–2.5 مم - اللزوجة 1,500–3,000 cP: مروحة هيدروليكية مسطحة ذات فتحة كبيرة (2.0–3.0 مم) أو خالية من الهواء بمساعدة هواء إذا كانت جودة التذرية حرجة - اللزوجة 3,000–5,000 cP: الفراغ الهوائي بمساعدة الهواء موصى بها بشدة - اللزوجة >5,000 cP: الهواء المساعد للهواء، أو فكر في طريقة تطبيق بديلة (طلاء بدرجة، طلاء ستارة)
الخطوة 4: اختيار المواد بناء على ساعات العمل
- <500 ساعة/سنة: الفولاذ المقاوم للصدأ المقسى مقبول - 500–2,000 ساعة سنويا: كربيد التنجستن فعال من حيث التكلفة - >2,000 ساعة سنويا: كربيد السيليكون أو الياقوت الأزرق أقل تكلفة إجمالية
الخطوة 5: التحقق من الضغط وسعة التدفق
تحقق من أن مضخة الطلاء يمكنها توفير الضغط المطلوب × معدل التدفق الكلي لجميع الفوهات. أضف هامش 20٪ لانخفاض الضغط في الخطوط والمشعب.
الخطوة 6: تصميم متعدد الأبعاد والمسافة
- حساب عرض الرش من زاوية الرش المعدلة باللزوجة
- ضبط تباعد الفوهة على تداخل 30–50٪ عند مسافة الرش المستهدفة
- حجم مشعب لانخفاض الضغط بنسبة <5٪ - أضف صنابير قياس الضغط في الفوهة الأولى والأخيرة ### الخطوة 7: إجراء اختبار التدفق قبل الإنتاج الكامل: - قياس معدل التدفق الفعلي عند ضغط التشغيل مع الطلاء - مقارنة نمط الرش بالاختبار المائي - ضبط التباعد إذا لزم الأمر - تحديد معدلات التدفق الأساسية لمراقبة التآكل ### الخطوة 8: قم بإعداد معدل تدفق قياسي لمراقبة التآكل أسبوعيا. عندما يزداد التدفق >15٪، خطط لاستبدال الفوهة قبل أن تتدهور جودة النمط.
9. الأسئلة الشائعة
س: هل يمكنني فقط زيادة الضغط إذا لم يرش الطلاء الخاص بي؟
لا—الضغط يزيد التدفق فقط من خلال علاقة الجذر التربيعي (Q ∝ √P). إذا كانت الفتحة صغيرة جدا بالنسبة للزوجة، فإن الضغط الأعلى يسبب تسخين قصي مفرط ويسرع التآكل دون حل مشكلة التذرية. الحل الصحيح: فتحة أكبر.
س: كم تضيف الطائرات غير المدعومة بالهواء إلى تكلفة التشغيل؟
عادة ما يكلف الهواء المضغوط من 0.02 إلى 0.04 دولار لكل متر مكعب حسب منشأتك. بالنسبة لفوهة تستخدم هواء بسعة 1 متر مكعب/دقيقة بسعر 0.03 دولار/م³، فإن تكلفة التشغيل هي 1.80 دولار في الساعة. عادة ما يكون هذا ضئيلا مقارنة بتكلفة مواد الطلاء (عادة من 15 إلى 80 دولارا في الساعة) والعمالة. التكلفة الحقيقية هي البنية التحتية: إمداد الهواء، السباكة، الترشيح، وتعقيد المشعبات.
س: لماذا يبدو نمط الرش جيدا عندما أختبر بالماء لكنه سيء جدا مع الطلاء الفعلي؟
الماء هو 1 كوب (cP); طبقة الطلاء لديك تتراوح بين 1,500–3,000 cpP. اللزوجة تؤثر بشكل كبير على جودة التذرير، وزاوية الرذاذ، وحجم القطرات. دائما اختبر باستخدام الطلاء الفعلي في درجة حرارة التشغيل قبل الانتهاء من اختيار الفوهة.
س: كم مرة يجب أن أستبدل الفوهات؟
راقب معدل التدفق. استبدل عندما يزداد التدفق >15٪ من الأساس — وهذا يشير إلى أن تآكل الفتحات بدأ يؤثر على توحيد النمط. بالنسبة للفولاذ المقاوم للصدأ مع الطلاءات الكاشطة، قد يكون هذا من 200 إلى 400 ساعة. بالنسبة للسيراميك، 5,000–15,000 ساعة.
س: هل يمكنني استخدام نفس الفوهة لتركيبات متعددة للطلاء؟
فقط إذا كانت اللزوجة ضمن ±30٪ وأنواع الحشو متوافقة. التحول من الطلاء غير الكاشط إلى الطلاء الكاشط دون تغيير المادة سيقلل عمر الفوهة بشكل كبير. التحول من طلاء 1000 كوب إلى 2500 كوب كوب سيغير نمط الرش وقد يمنع التذرية الكافية.
س: ما هي أفضل طريقة لتنظيف الفوهات عالية التدفق المسدودة؟
لتنظيف الإنتاج: المسح العكسي مع المذيب عند ضغط تشغيل 2–3×. للتنظيف العميق: استحمام بالموجات فوق الصوتية في مذيب مناسب لمدة 15–30 دقيقة. لا تستخدم الأسلاك أو الأدوات لتنظيف الفتحة ميكانيكيا — فهذا يضر بالحافة الدقيقة ويفسد نمط الرش. إذا لم يستعيد التنظيف بالموجات فوق الصوتية تدفق الهواء، استبدل الفوهة.
! مخطط انخفاض الضغط السادس من المانيفولد
{kind=link}
10. الخاتمة والإجراءات التالية
يتطلب رش الطلاءات عالية اللزوجة بنجاح مراعاة مطابقة لحجم الفتحة، والضغط، وهندسة الفوهة الداخلية، واختيار المواد. أكثر وضع الفشل شيوعا — الطلاء لا يرش أو ينتج نمطا سيئا — عادة ما يعود إلى فتحة صغيرة الحجم للزوجة، وليس إلى ضغط غير كاف.
النقاط الرئيسية:
-
قطر الفتحة هو المعامل الحرج. بالنسبة لطلاءات 2000 cP، حدد الحد الأدنى للفتحة 2.0–2.5 مم حتى لو بدا كبيرا مقارنة بالفوهات المائية.
-
نطاق الضغط من 70–90 بار هو النقطة المثالية العملية لمعظم الطلاءات الصناعية عالية اللزوجة، حيث توازن بين جودة التذرية وتكلفة المعدات والسلامة.
-
تقنية الهواء المدعوم من الهواء توسع القدرة إلى 8,000+ cP مع تذرية أفضل بكثير من التصاميم الهيدروليكية فقط، على حساب البنية التحتية الإضافية.
-
اختيار المواد يحدد التكلفة الإجمالية للملكية. بالنسبة للطلاءات الكاشطة في التشغيل المستمر، توفر المواد السيراميكية (كربيد السيليكون، كربيد التنجستن) تكلفة أقل بنسبة 75–85٪ لكل ساعة تشغيل رغم ارتفاع سعر الشراء الأولي بمقدار 4–8×.
-
لا تستخدم مخططات تدفق مائية لاختيار الطلاء اللزج—التدفق الفعلي سيكون أقل بنسبة 25–40٪، مما يؤدي إلى تقليل حجم مواصفات الفوهة.
الإجراءات القادمة
فورا: قس لزوجة الطلاء عند درجة حرارة الرش الفعلية (وليس درجة حرارة الغرفة) باستخدام مقياس لزوجة بروكفيلد أو ما يعادله. حدد نطاق اللزوجة عبر مجموعة الإنتاج الخاصة بك.
بالنسبة للأنظمة الحالية التي تعاني من مشاكل في الرش: تحقق من ثلاثة أشياء أولا: (1) ضغط التشغيل الفعلي عند الفوهة (وليس فقط ضغط الضخ)، (2) انخفاض ضغط المشعب من الفوهة الأولى إلى الأخيرة، و(3) قطر الفتحة بالنسبة لإرشادات اللزوجة في القسم 5.
لتصميم النظام الجديد: قم بإجراء اختبار رش مختبر باستخدام فوهات العينة باستخدام الطلاء الفعلي قبل الانتهاء من تصميم المشعب. اختبر عند ±20٪ من اللزوجة المستهدفة للتحقق من الأداء عبر التغيرات المتوقعة.
تحتاج إلى مساعدة؟ لاختيار الفوهة الخاصة بتركيبة الطلاء، والركيزة، ومتطلبات الجودة، تواصل مع مورد معدات الطلاء أو مصنع الفوهة الخاص بك على: لزوجة الطلاء عند درجة حرارة الرش، معدل التغطية المطلوب (م²/دقيقة)، نطاق حجم القطرات المقبول، وساعات العمل السنوية. اطلب اختبار تدفق مع عينة الطلاء إذا أمكن.