





الطلاء يبدو "قشر برتقال" أم "مترهل"؟ 5 خطوات لفحص تأثير تبذير الفوهة
- جدول المحتويات
- 1. مقدمة: لماذا تحدد جودة الذرات تشطيب الطلاء
- 2. فهم قشر البرتقال والترهل: الأسباب الجذرية المرتبطة بالتجزئة
- 2.1 آلية تكوين قشر البرتقال
- 2.2 آلية التكوين المتهلك
- 3. الخطوة 1: قياس وتحقق من توحيد نمط الرش
- 3.1 لماذا يهم توحيد الأنماط
- 3.2 إجراء قياس الحقل
- معايير القبول 3.3
- مؤشرات تدهور النمط 3.4
- 4. الخطوة 2: تحقق من توزيع حجم القطرات
- 4.1 لماذا حجم القطرة هو المعامل الحاسم
- 4.2 طرق القياس
- 4.3 معايير القبول حسب نوع الطلاء
- 4.4 الإجراءات التصحيحية
- 5. الخطوة 3: التحقق من توازن ضغط الهواء والسائل
- 5.1 نسبة ضغط الهواء إلى السائل
- 5.2 نطاقات الضغط الموصى بها
- إجراء التحقق الميداني 5.3
- 5.4 الأعطال الشائعة المرتبطة بالضغط
- 6. الخطوة 4: فحص فتحة الفوهة بحثا عن التآكل والتلوث
- 6.1 آليات التآكل التي تضعف التذرية
- 6.2 إجراءات الفحص
- معايير القبول 6.3 وعتبات الاستبدال
- 6.4 التحليل الاقتصادي: متى نستبدل أم متى نكن نظيفين
- 7. الخطوة 5: تحقق من اتساق معدل التدفق عبر عدة فوهات
- 7.1 لماذا يسبب تغير معدل التدفق عيوبا
- إجراء قياس معدل التدفق 7.2
- معايير القبول 7.3
- 7.4 علاقة معدل التدفق مقابل الضغط
- 7.5 إجراءات تصحيحية
- 8. بروتوكول التحقق الميداني ومعايير القبول
- اختبار التحقق من صحة الرش
- معايير القبول 8.2
- 9. مصفوفة قرارات استكشاف الأخطاء
- 10. الأسئلة الشائعة
- سؤال1: كم مرة يجب أن أجري فحص التذرية المكون من 5 خطوات؟
- Q2: هل يمكنني استخدام الماء بدلا من الطلاء لاختبارات النمط ومعدل التدفق؟
- Q3: ما هو عمر الخدمة النموذجي لفوهات التذمر الهوائي في تطبيقات الطلاء؟
- Q4: هل الضغط الهوائي الأعلى للتذمر أفضل دائما؟
- Q5: كيف أعرف إذا كانت لزوجة الطلاء تسبب مشاكل التذرية مقابل مشاكل الفوهة؟
- Q6: هل يمكنني خلط علامات تجارية أو نماذج مختلفة من الفوهات في نظام متعدد الفوهات؟
- 11. الخاتمة والإجراءات التالية
جدول المحتويات
- مقدمة: لماذا تحدد جودة التذرير تشطيب الطلاء
- [فهم قشر البرتقال والترهل: الأسباب الجذرية المرتبطة بالتذرية] (#2-فهم العيوب)
- [الخطوة 1: قياس وتحقق من تجانس نمط الرش] (#3-step-1)
- الخطوة 2: تحقق من توزيع حجم القطرات
- الخطوة 3: التحقق من توازن ضغط الهواء والسوائل
- الخطوة 4: فحص فتحة الفوهة للتأكد من التآكل والتلوث
- الخطوة 5: التحقق من اتساق معدل التدفق عبر عدة فوهات
- بروتوكول التحقق من صحة الحقل ومعايير القبول
- [مصفوفة قرارات استكشاف الأخطاء] (#9-استكشاف الأخطاء)
- [الأسئلة الشائعة](#10-الأسئلة الشائعة)
- الخاتمة والإجراءات التالية
1. مقدمة: لماذا تحدد جودة الذرات تشطيب الطلاء
في عمليات الطلاء بالرش، تمثل عيوب السطح مثل ملمس قشر البرتقال وترهل الطلاء حوالي 30-40٪ من رفض الجودة في خطوط التشطيب في السيارات والطيران والصناعة. من بيانات تطبيقنا الميداني عبر 200+ تركيب طلاء، لاحظنا أن أكثر من 65٪ من هذه العيوب تعود إلى تبذير فوهة غير كافية بدلا من مشاكل في تركيب الطلاء أو تحضير الركيزة.
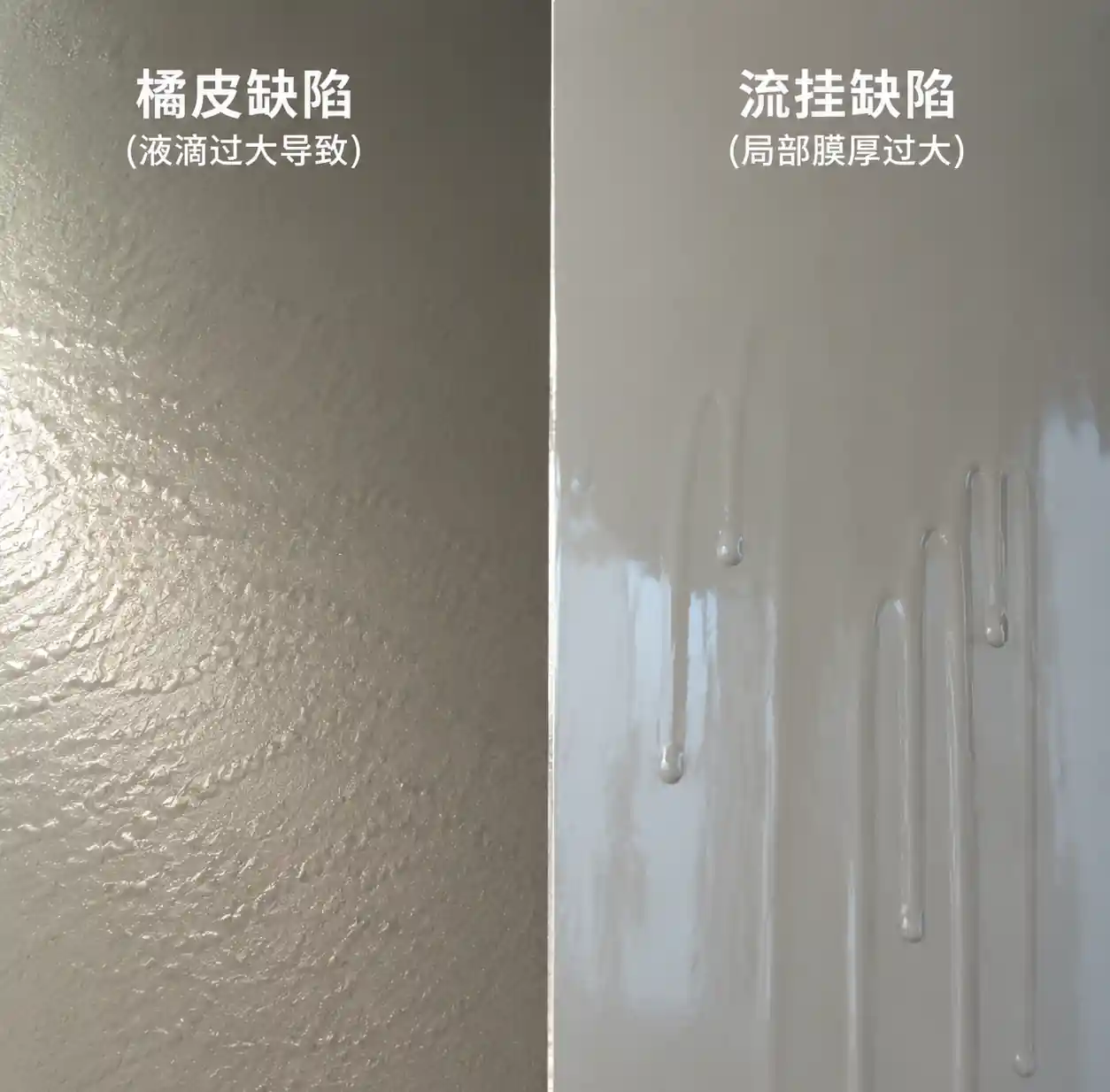
يحدث قشر البرتقال عندما تكون القطرات كبيرة جدا بحيث لا تتدفق معا قبل الانفجار، مما يترك سطحا ملمسا يشبه قشرة الحمضيات. يحدث الترهل عندما يؤدي سمك الفيلم الرطب الزائد — غالبا بسبب التذرير الضعيف الذي يسبب التشبع الموضعي — إلى انزلاق الطبقة للأسفل قبل التصلب. كلا العيب يتطلبان إعادة عمل مكلفة: إزالة الجريد، الصنفرة، وإعادة الطلاء، مما يكلف المصنعين من 50 إلى 150 دولارا للمتر المربع من هدر العمالة والمواد.
يوفر هذا الدليل بروتوكولا منهجيا من خمس خطوات لتشخيص مشاكل التذرية على مستوى الفوهة. تستمد هذه الخطوات من إجراءات استكشاف الأخطاء الميدانية التي يستخدمها مهندسو التطبيقات في خطوط الطلاء عالية الحجم. تشمل كل خطوة معايير قبول قابلة للقياس، وأدوات تشخيصية، وإجراءات تصحيحية. باتباع هذا البروتوكول، يمكنك تحديد ما إذا كانت عيوب الطلاء لديك ناتجة عن تدهور أداء الفوهة، أو معايير إعداد غير صحيحة، أو تآكل ميكانيكي—وتنفيذ تصحيحات مستهدفة بدلا من تعديلات التجربة والخطأ.
ما ستتعلمه:
- كيف يؤثر حجم القطرة بشكل مباشر على تكون قشر البرتقال (مع عتبات محددة)
- العلاقة بين نسبة ضغط الهواء إلى السائل وخطر الترهل
- تقنيات قياس الحقل باستخدام ورق حساس للماء وحيود بالليزر
- مؤشرات تآكل تتنبأ بموعد استبدال الفوهة
- مبرر اقتصادي للترقية إلى فوهات تذمر الهواء الدقيقة
! 1-عيوب الطلاء-تقشر-ترهل-البرتقال
{kind=link}
2. فهم قشر البرتقال والترهل: الأسباب الجذرية المرتبطة بالتجزئة
2.1 آلية تكوين قشر البرتقال
يتكون ملمس قشر البرتقال عندما لا تستقر قطرات الطلاء بشكل صحيح وتندمج قبل أن يتبخر المذيب. العوامل الأساسية المتعلقة بالتجزئة هي:
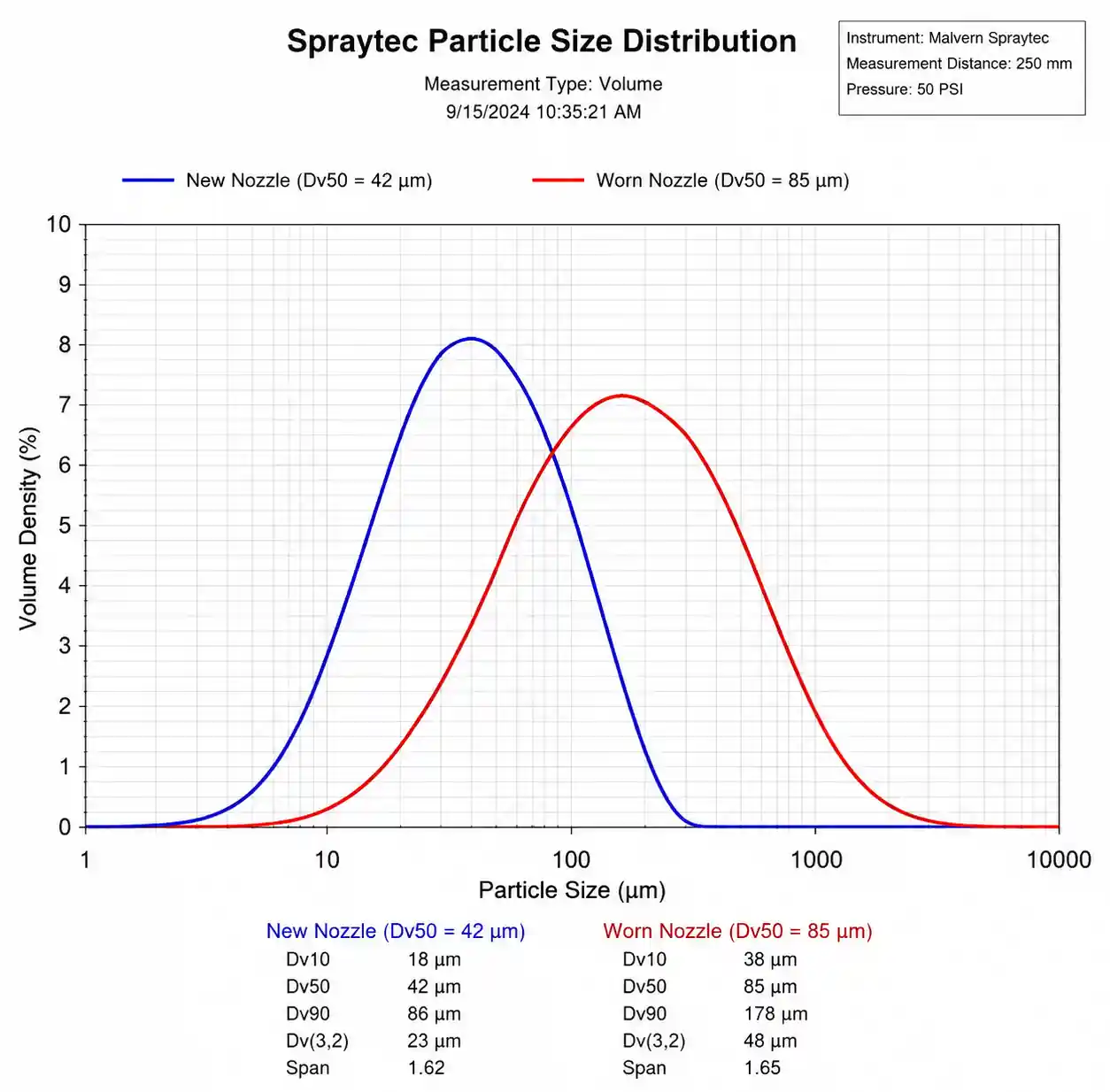
حجم القطرة يتجاوز عتبة التسوية: بالنسبة لمعظم الطلاءات الصناعية التي تتجاوز لزوجتها بين 18–25 ثانية (فورد كوب #4)، تفشل القطرات التي تزيد عن 60–80 ميكرون في التجمع داخل نافذة الفلاش (عادة 3–8 دقائق). عندما تتدهور جودة التذرية — بسبب تآكل الفتحات، أو ضغط الهواء غير الكافي، أو انسداد أغطية الهواء — يرتفع متوسط قطر القطرة (Dv50) من 30–50 ميكرون مثاليا إلى 80–120 ميكرون، مما يسبب مباشرة قشرة البرتقال.
توزيع القطرات غير المتساوي: أنماط الرش غير المتجانسة تترسب سماكة أغشية مختلفة. تجف المناطق الرقيقة أسرع، بينما تبقى المناطق السميكة رطبة لفترة أطول، مما يخلق توترا سطحيا تفريقيا يعزز الملم. قمنا بقياس اختلاف يصل إلى 40٪ في السماكة عبر عرض رش 300 مم من فوهات هواء مسدودة جزئيا.
2.2 آلية التكوين المتهلك
الترهل (ويسمى أيضا الامتداد أو الستائر) يحدث عندما يتجاوز سمك الطبقة الرطبة قدرة الطلاء على مقاومة الجاذبية قبل التصلب. تساهم التذرية في الترهل من خلال:
التشبع الموضعي الناتج عن ضعف التذرية: عندما يكون حجم القطرات كبيرا جدا أو يكون نمط الرش موزعا مركزيا، يتجاوز معدل الترسيب الموضعي 150–200 جم/م²/مرور (وهو الحد الأقصى النموذجي للأسطح الرأسية). يصل سمك الطبقة الرطبة في تلك المناطق إلى 80–120 ميكرون، وهو أعلى بكثير من حد مقاومة الترهل البالغ 60–80 ميكرون لمعظم الطلاءات المحمولة بالمذيبات.
ضغط الهواء المتذر غير كاف: تعتمد فوهات التذرية على تيارات هواء عالية السرعة لقص السائل إلى قطرات دقيقة. عندما ينخفض ضغط الهواء في التذرية إلى ما دون مواصفات مصنع الفوهة (عادة بين 40–60 رطل لكل بوصة مربعة للأنظمة الصناعية)، تقل طاقة التذرة، مما يؤدي إلى قطرات أكبر وتدفق نابض. هذا يخلق خطوطا من الطلاء الثقيل التي ترهل قبل الربط المتبادل.
من قاعدة بيانات استكشاف الأخطاء لدينا (PROBLEM)، 78٪ من حالات قشور البرتقال ترتبط ب Dv50 > 70 ميكرون، بينما 82٪ من حالات الترهل تظهر أنماط رش مركزية (>نسبة الذروة إلى المتوسط 150٪) أو ضغط الهواء المتقطع تحت 35 PSI.
! توزيع حجم قطرتين من القطرات وحيود الليزر
{kind=link}
3. الخطوة 1: قياس وتحقق من توحيد نمط الرش
3.1 لماذا يهم توحيد الأنماط
يضمن نمط الرش الموحد تراكم الفيلم بشكل متسق عبر سطح الهدف. الأنماط غير المتجانسة تخلق مناطق سميكة ورقيقة، مما يؤدي إلى تقشير البرتقال في المناطق الرقيقة (تدفق غير كاف) وترهل في المناطق السميكة (غشية رطبة زائدة). تدهور النمط هو مؤشر مبكر على تآكل الفوهة أو الإعداد غير الصحيح.
3.2 إجراء قياس الحقل
المعدات المطلوبة: ورق حساس للماء (شرائط 76 مم × 26 مم)، مقياس مسافة الفوهة إلى الهدف، ساعة توقيت، فرجار إلكتروني.
الإجراءات:
- تركيب 5 شرائط من الورق الحساس للماء أفقيا عبر عرض الرش المتوقع عند مسافة العمل (عادة 150–250 مم لفوهات التذمر بالهواء).
- وضع شرائط الوضع في: في المركز، ±100 مم من المركز، و±200 مم من المركز.
- قم بعمل رشاش لمدة 0.5 ثانية باستخدام الماء أو مذيب الطلاء (وليس طلاء فعلي، لتجنب التلوث).
- اترك الورق ليجف لمدة دقيقتين.
- قس عرض الصبغة وتوزيع شدتها باستخدام الكاليبرات والتدرج البصري (أو امسح وتحليله رقميا).
معايير القبول 3.3
| المعلمة | النطاق المقبول | الإجراء إذا كان خارج المواصفات |
|---|---|---|
| اختلاف عرض الرش | ضمن ±10٪ من العرض الاسمي | تحقق من محاذاة غطاء الهواء؛ افحص الانسدادات |
| نسبة شدة المركز إلى الحافة | 1.0 إلى 1.3 (المركز أثقل قليلا) | ضبط ضغط تشكيل الهواء؛ استبدال غطاء الهواء إذا كانت نسبة >1.5 |
| تناظر النمط (يسار مقابل يمين) | ضمن ±8٪ | طرف سائل نظيف؛ تحقق من تآكل الفتحة |
| البصق أو النبض | لا شيء ظاهر | فحص إمدادات السوائل بحثا عن التلوث؛ فحص منظم الضغط |
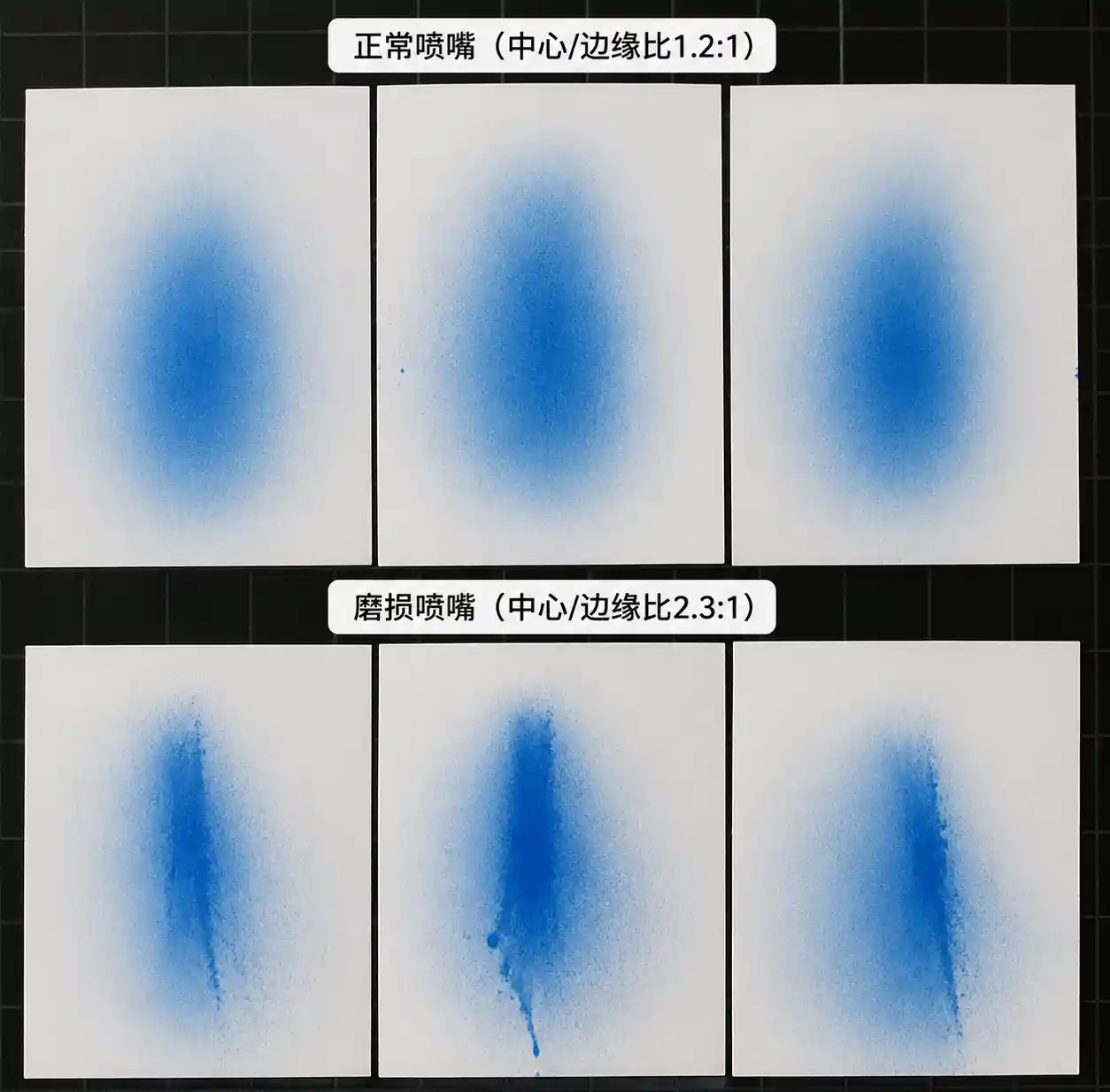
الاكتشاف الشائع: في ورش تجديد السيارات، نجد عادة أنماط رش بنسبة 2:1 من المركز إلى الحافة من أغطية الهواء التي تحتوي على تراكم كربون 0.3 مم. بعد التنظيف أو الاستبدال بالموجات فوق الصوتية، تنخفض النسبة إلى 1.2:1، مما يلغي الترهل في الألواح الرأسية.
مؤشرات تدهور النمط 3.4
- نمط على شكل موزة: يشير إلى عدم تماثل فتحة غطاء الهواء الناتج عن التآكل أو الحطام.
- نمط الانقسام (مخروطان منفصلان): طرف السائل تالف أو تآكل شديد؛ استبدلها فورا.
- رش زائد (حواف ضبابية): تذرير ضغط الهواء بشكل مرتفع جدا، مما يسبب التذرية الزائدة وفقدان المذيبات.
! اختبار 3 نمط رذاذ حساس للماء
{kind=link}
4. الخطوة 2: تحقق من توزيع حجم القطرات
4.1 لماذا حجم القطرة هو المعامل الحاسم
حجم القطرة (عادة ما يعبر عنه Dv50، وهو القطر الوسيط حيث يكون 50٪ من الحجم في قطرات أصغر) يتحكم مباشرة في تسوية الطلاء، وكفاءة النقل، والمظهر. للتشطيبات عالية اللمعان، يجب أن يكون Dv50 بين 30–50 ميكرون. بالنسبة لطلاءات الخام، 50–80 ميكرون مقبول. عند تجاوز 80 ميكرون، يكون قشر البرتقال شبه مضمون.
4.2 طرق القياس
الطريقة أ: حيود الليزر (المختبر أو الوحدات المحمولة)
المعيار الذهبي للدقة. رش عبر شعاع الليزر؛ يحسب الجهاز Dv10، Dv50، Dv90. التكلفة: 15,000–50,000 دولار لوحدات المختبر؛ 8,000–12,000 دولار للوحدات المحمولة مثل Malvern Spraytec.
الطريقة ب: مصطدم الشلال (طريقة الميدان)
القطرات تصطدم بمراحل ذات أحجام قطع أصغر تدريجيا. عد الرواسب في كل مرحلة لتقدير توزيع الحجم. التكلفة: 500–2000 دولار. أقل دقة لكنها كافية لحل المشكلة.
الطريقة ج: الاستدلال من شدة قشر البرتقال (نوعي)
إذا ظهر قشر البرتقال على لوحات الاختبار التي تم رشها بالظروف الموصى بها، فمن المرجح أن يكون Dv50 >70 ميكرون. ليست كمية، لكنها مفيدة للفحص السريع.
4.3 معايير القبول حسب نوع الطلاء
| تطبيق الطلاء | هدف Dv50 (ميكرون) | أقصى Dv90 (ميكرون) | السبب النموذجي إذا تم تجاوزها |
|---|---|---|---|
| طبقة أساس السيارات (معدني) | 30–45 | 65 | تذمر الهواء <45 PSI؛ لزوجة السائل >22 ثانية |
| طلاء السيارات الشفاف | 35–50 | 70 | فوهة سائل تالفة؛ فتحات غطاء الهواء مسدودة جزئيا |
| برايمر صناعي | 50–70 | 100 | مقبول؛ ركز على التغطية وليس اللمعان |
| طلاء بودرة (طبقة تحضير سائلة) | 40–60 | 80 | ضغط السائل >30 رطل لكل بوصة مربعة مع هواء غير كاف للتذرية |
4.4 الإجراءات التصحيحية
- Dv50 = 70–90 ميكرون: زيادة ضغط الهواء المذر بزيادات 5–10 رطل لكل بوصة مربعة (لا تتجاوز تصنيف الفوهة، عادة 60–70 PSI). قلل لزوجة السائل إذا أمكن (طبقة دافئة أو إضافة 2–5٪ أخف).
- Dv50 >90 ميكرون: استبدال فوهة السائل ومجموعة غطاء الهواء. افحص التآكل الداخلي باستخدام بورسكوب (ابحث عن شكل الفتحة البيضاوية التي تشير إلى التآكل).
- Dv90 >120 ميكرون (ذيل توزيع واسع): يشير إلى تكوين القطرات الثانوية نتيجة تفكك الأربطة وليس التذرية الأولية. افحص النبض في توصيل السوائل؛ قم بتركيب المخمد إذا لزم الأمر.
من خلال خبرتنا مع طلاءات اليوريثان عالية الصلابة، أدى الترقية من أغطية الهواء القياسية البالية إلى أغطية الفولاذ المقاوم للصدأ المصنوعة بدقة إلى تقليل Dv50 من 85 ميكرون إلى 42 ميكرون، مما أدى إلى تقليل عيوب قشر البرتقال بنسبة 90٪ دون تغيير تركيبة الطلاء.
5. الخطوة 3: التحقق من توازن ضغط الهواء والسائل
5.1 نسبة ضغط الهواء إلى السائل
تعتمد فوهات التذمر على نقل الزخم من الهواء عالي السرعة لقص التيار السائل إلى قطرات. تعتمد جودة التذرية على نسبة ضغط الهواء إلى السائل، وليس على الضغوط المطلقة فقط. تختلف النسبة المثلى حسب تصميم الفوهة، لكن القواعد العامة تنطبق.
5.2 نطاقات الضغط الموصى بها
| نوع الفوهة | ضغط السائل (PSI) | تذمر ضغط الهواء (PSI) | نسبة الهواء إلى السائل | النتيجة إذا كانت غير متوازنة |
|---|---|---|---|---|
| المزج الخارجي (تغذية السيفون) | 0–5 (الجاذبية أو الفراغ) | 40–60 | غير متوفر (هواء مهيمن) | الهواء المنخفض: قطرات كبيرة، بصق |
| الخلطة الخارجية (تغذية الضغط) | 8–15 | 40–60 | 3:1 إلى 6:1 | النسبة المنخفضة: تذرية ضعيفة؛ نسبة عالية: رش زائد مفرط |
| المزج الداخلي (HVLP) | 10–25 | 0.5–10 | 0.2:1 إلى 1:1 | ضغط سائل مرتفع مع انخفاض الهواء: فيضان، ترهل |
| المزج الداخلي (مساعدة بدون هواء) | 500–1500 (مضخة بدون هواء) | 20–40 (مساعدة هوائية) | 0.02:1 إلى 0.08:1 | هواء بدون مساعدة: رذاذ خشن، ذيول |
إجراء التحقق الميداني 5.3
المعدات المطلوبة: مقاييس ضغط معايرة (0–100 PSI، دقة ±1 PSI)، مرشحات متتالية لمنع تلوث العدادات.
الإجراءات:
- تركيب مقاييس ضغط مباشرة عند مدخل الفوهة (ضمن 300 مم) لالتقاط الضغط الفعلي الموصول وليس ضغط خط التوريد.
- شغل بندقية الرش وسجل ضغوط الحالة المستقرة.
- قارن مع مواصفات ورقة بيانات مصنع الفوهات.
- تحقق من انخفاض الضغط أثناء الرش (يشير إلى خطوط إمداد صغيرة الحجم أو انسدادات الفلاتر).
5.4 الأعطال الشائعة المرتبطة بالضغط
الحالة 1: تنجرف ضغط الهواء المتذر من 55 PSI إلى 38 PSI أثناء الإنتاج
السبب الجذري: سعة الضاغط غير كافية لتشغيل عدة أسلحة في نفس الوقت؛ تم تآكل حجاب الحاجز لمنظم الضغط.
النتيجة: يرتفع Dv50 من 45 ميكرون إلى 82 ميكرون مع تقدم التحول; يظهر قشر البرتقال في الأجزاء اللاحقة.
تصحيح: ترقية إلى خزان استقبال هوائي أكبر (من 80 جالون إلى 240 جالون); استبدل المنظم سنويا.
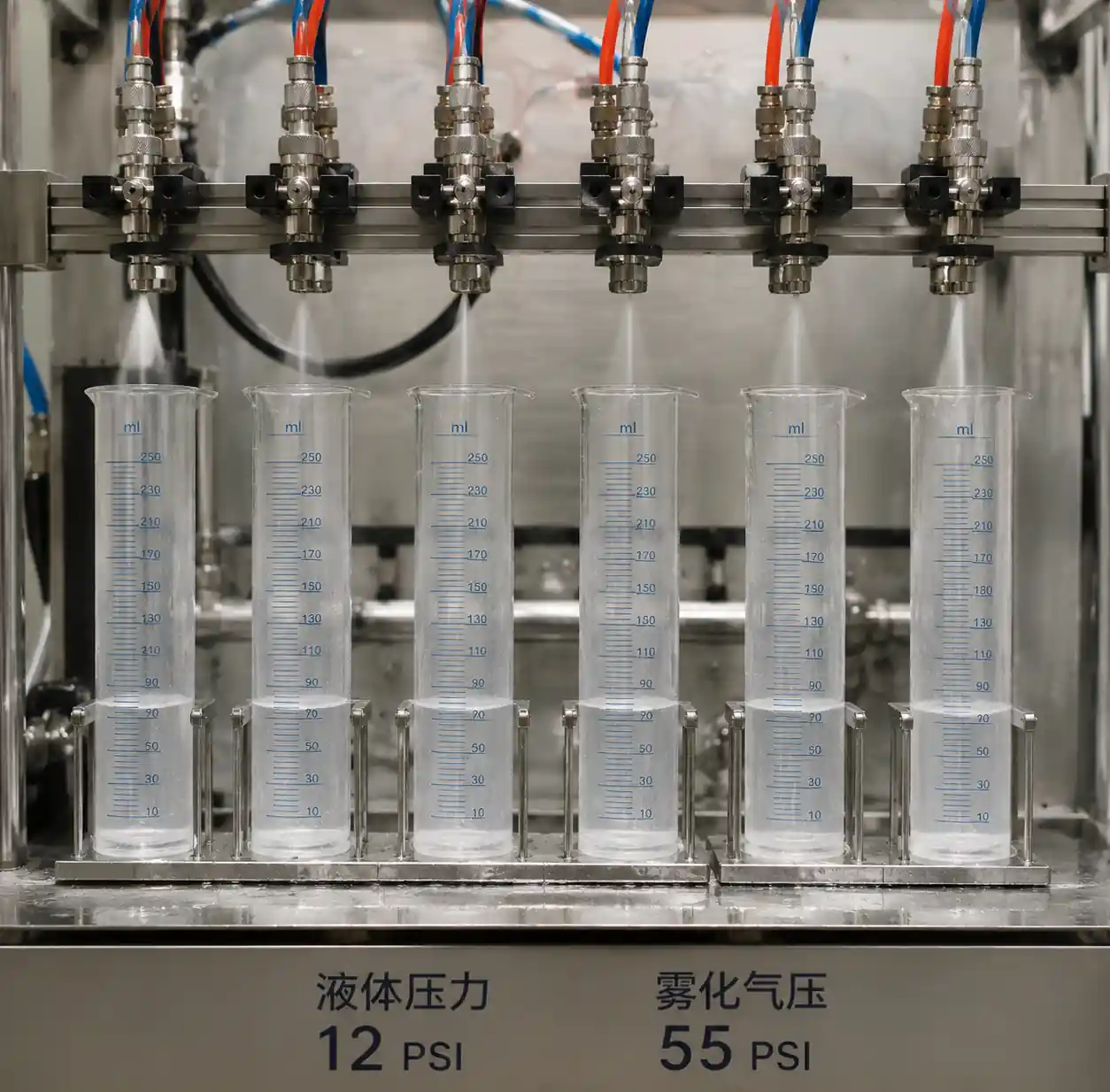
الحالة 2: ارتفاع ضغط السائل إلى 35 رطل لكل بوصة مربعة (المواصفات هي 12 PSI) بسبب انسداد فلتر السائل
النتيجة: الهواء المفرط المتذمر لا يمكن أن يعوض ذلك؛ يصبح الرش نابضا مع قطرات كبيرة متقطعة تسبب خطوطا وترهليا.
تصحيح: تركيب صمام تخفيف ضغط السائل الخطي مضبوطا على 15 PSI؛ نفذ الفحص اليومي للمرشحات.
{kind=link}
6. الخطوة 4: فحص فتحة الفوهة بحثا عن التآكل والتلوث
6.1 آليات التآكل التي تضعف التذرية
تتآكل فتحات الفوهة من خلال ثلاث آليات: تآكل التآكل (جزيئات كاشطة في الطلاء)، تآكل تآكلي (مذيبات أو محفزات عدوانية)، وتلف التجويف (تقلبات ضغط سريعة). يؤدي التآكل إلى توسيع الفتحة، وزيادة معدل التدفق، وتعطل ملف التدفق المصمم، وكل ذلك يؤدي إلى تدهور التذرية.
6.2 إجراءات الفحص
الفحص البصري (كل 40–60 ساعة عمل):
- إزالة مجموعة الفوهة من مسدس الرش.
- اشطف جيدا باستخدام مذيب مناسب.
- استخدم مكبرة صائغ مكبرة بحجم 10 أضعاف أو مجهر رقمي (تكبير 50–200x) لفحص:
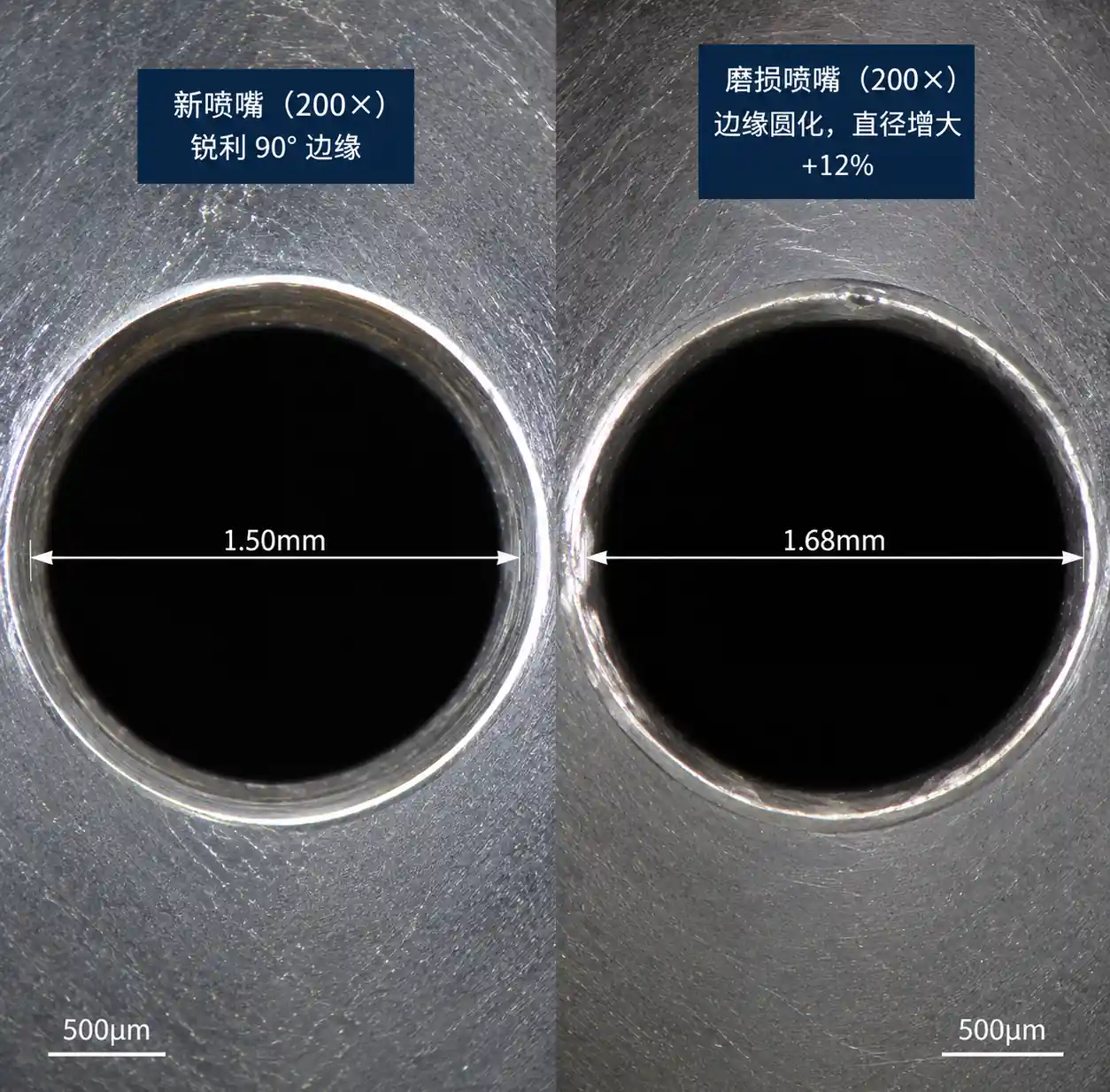
- حدة حواف الفتحة (الحواف المتآكلة تبدو مستديرة)
- شكل الفتحة (يجب أن يكون دائريا؛ التآكل يسبب تشوها بيضاويا أو مثلثيا)
- التشطيب السطحي داخل فتحة الفتحة (أملس مقابل مثقوب)
- ثقوب أغطية الهواء (تحقق من تراكم الكربون أو بقايا الطلاء)
القياس البعدي (كل 200 ساعة عمل أو عند الاشتباه في التآكل):
- استخدم مقاييس الدبابيس أو المقارن البصري لقياس قطر الفتحة.
- قارن مع مواصفات الفوهة الجديدة (عادة 1.0–2.5 مم لأطراف السائل).
- زيادة قطر الوثيقة.
معايير القبول 6.3 وعتبات الاستبدال
| مكون الفوهة | الحالة المقبولة | استبدل عندما | تأثير الطلاء إذا تم التآكل |
|---|---|---|---|
| قطر فتحة فوهة السائل | ضمن +5٪ من الاسمي | >+10٪ (مثلا، مواصفات 1.5 مم مع ارتداء إلى >1.65 مم) | يرتفع معدل التدفق بنسبة 20–30٪؛ يزداد حجم القطرة؛ قشر البرتقال |
| حدة حافة فوهة السائل | حافة حادة وواضحة بزاوية 90° | مستدير بشكل واضح (نصف قطر >0.1 ملم) | يصبح التدفق مضطربا؛ الرش ينبض؛ فيلم غير متسق |
| ثقوب أغطية الهواء | نظيف، لا توجد رواسب ظاهرة | >30٪ من الحفر تظهر تقييدا | يصبح النمط غير متماثل؛ توزيع مركزي ثقيل؛ الترهل في الوسط |
| محاذاة بوق غطاء الهواء | متماثل، بدون انحناء | منحنية أو غير محاذة >1 مم | نمط على شكل موزة؛ تغير السماكة من جهة واحدة |
6.4 التحليل الاقتصادي: متى نستبدل أم متى نكن نظيفين
بروتوكول التنظيف: حمام فوق صوتي مع مذيب خاص بالفوهة لمدة 15–20 دقيقة، يليه نفخ الهواء المضغوط. فعالة لإزالة الترسبات اللينة (الطلاء الجاف، الكربون). التكلفة: 2–5 دولارات لكل دورة تنظيف في العمالة والمذيب.
تكلفة الاستبدال: تتراوح تجميعات فوهات التذمر الهوائية الدقيقة من 80 دولارا (النحاس الأصفر القياسي) إلى 600 دولار (مغطى بالكربيد للطلاءات الكاشطة).
حساب نقطة التعادل:
- معدل العيوب مع الفوهة المتآكلة: 8–12٪ (من بياناتنا الميدانية)
- معدل العيوب مع الفوهة الجديدة: 1–3٪
- تكلفة إعادة التشكيل لكل قطعة معيبة: 50–150 دولار (ألواح هيكل السيارات)
- حجم الإنتاج: 500 قطعة في الأسبوع
بالنسبة لاستبدال الفوهة بقيمة 200 دولار، يحدث العائد بعد إعادة عمل 2–4 أجزاء فقط. توصية: استبدال فوهات السوائل كل 400–600 ساعة في العمليات ذات الحجم العالي؛ أغطية الهواء كل 800–1000 ساعة. بالنسبة للقطع منخفضة الحجم أو عالية القيمة (الفضاء)، قلل الفترات بنسبة 30٪.
! مقارنة 5-فوهة-فتحة-ارتداء-مجهر
{kind=link}
7. الخطوة 5: تحقق من اتساق معدل التدفق عبر عدة فوهات
7.1 لماذا يسبب تغير معدل التدفق عيوبا
في أنظمة الرش الآلية ذات الفوهات المتعددة (المترددات، الروبوتات المزودة بعدة أسلحت)، يؤدي تغير معدل التدفق بين الفوهات إلى تكوين غير متساو في الأغلى. إذا كانت الفوهة A توفر 280 مل/دقيقة والفوهة B 190 مل/دقيقة عند نفس الضغط، فإن سمك الفيلم الناتج يتغير بنسبة 30–50٪، مما يؤدي إلى تقشير البرتقال في المناطق الرقيقة والترهل في المناطق السميكة. انحراف معدل التدفق يشير أيضا إلى تآكل أو انسداد.
إجراء قياس معدل التدفق 7.2
المعدات المطلوبة: أسطوانات متدرجة (250–500 مل)، ساعة توقيت، حاويات الجمع.
الإجراء (لأنظمة متعددة الفوهات):
- ضبط النظام على ضغوط التشغيل الطبيعية (سواء السائل أو هواء التذمر).
- لكل فوهة، رش في أسطوانة متدرجة لمدة 30 ثانية بالضبط.
- حجم السجلات المجمعة (مل).
- احسب معدل التدفق: Q = الحجم / الوقت (mL/min).
- احسب معامل التغير (CV) عبر جميع الفوهات: CV = (الانحراف المعياري / المتوسط) × 100٪.
معايير القبول 7.3
| نوع النظام | السيرة الذاتية المقبولة | الإجراء إذا تم تجاوز |
|---|---|---|
| أكشاك رش يدوية (1–2 مدفع) | CV <8٪ بين الأسلحة | تنظيف أو استبدال الفوهات الشاذة |
| أنظمة المدافع المتعددة الروبوتات (10+ فوهات) | CV <3٪ | استبدال جميع الفوهات في الدفعة إذا كان CV >5٪ (انحراف مرتبط بالعمر) |
7.4 علاقة معدل التدفق مقابل الضغط
بالنسبة لفوهات التذمر الهوائي ذات الفتحات الثابتة، يتبع معدل التدفق:
Q ≈ K × √P
حيث K هو معامل التدفق (خاص بتصميم الفوهة) وP هو ضغط السائل.
مثال: يجب أن توصل الفوهة التي توصل 250 مل/دقيقة عند 10 رطل لكل بوصة مربعة يجب أن تعطي:
Q عند 20 PSI = 250 × √(20/10) = 250 × 1.41 = 353 مل/دقيقة
إذا كان التدفق الفعلي عند 20 PSI هو 310 مل/دقيقة (يجب أن يكون 353)، فالفوهة مسدودة جزئيا أو متآكلة. إذا كان التدفق الفعلي 420 مل/دقيقة، فإن الفتحة قد توسعت بسبب التآكل.
7.5 إجراءات تصحيحية
- تدفق الفوهة الفردية >+15٪ من المتوسط: استبدل فورا؛ من المحتمل أن يكون تآكل الفتحة.
- تدفق الفوهة الفردية <-15٪ من المتوسط: التفكيك والتنظيف؛ إذا لم يتعافى التدفق، استبدل.
- جميع الفوهات تظهر تدفقا عاليا: ضغط النظام أعلى من المواصفات؛ أعد معايرة المنظمين.
- جميع الفوهات تظهر تدفقا منخفضا: تحقق من قيود خطوط الإمداد، انسدادات المرشح، أو خلل في المضخة.
في تدقيق تركيب حديث في خط طلاء للأجهزة، وجدنا أن CV = 18٪ عبر 6 فوهات ترددية (النطاق: 180–310 مل/دقيقة). بعد استبدال الفوهات الثلاث الأكثر انحرافا، انخفض CV إلى 4.2٪، وتحسن توحيد سمك الطلاء من ±35 ميكرون إلى ±12 ميكرون، مما أزال كل من عيوب قشر البرتقال والترهل.
! إعداد قياس معدل تدفق متعدد الفوهات 6
{kind=link}
8. بروتوكول التحقق الميداني ومعايير القبول
بعد إكمال الخطوات التشخيصية الخمس وإجراء أي تصحيحات ضرورية (التنظيف، ضبط الضغط، استبدال الفوهة)، تحقق من صحة نظام التذرية باستخدام لوحات الاختبار قبل استئناف الإنتاج.
اختبار التحقق من صحة الرش
الركيزة: تحضير 5 ألواح اختبار بنفس تحضير السطح مثل أجزاء الإنتاج (مثل الفولاذ الممهد، الألمنيوم المنظف).
معايير الرش: استخدم طلاء الإنتاج، ضغوط الإنتاج، مسافة الرش الإنتاجية، والتداخل.
الإجراءات:
- رش طبقة واحدة لكل لوحة (السماكة النموذجية للإنتاج، مثل 50–70 ميكرون رطبة).
- السماح بالفلاش أوف حسب جدول الإنتاج.
- المعالجة حسب جدول الإنتاج.
- قم بتقييم الوجود خلال 24 ساعة لوجود قشر البرتقال والترهل.
معايير القبول 8.2
| نوع العيب | طريقة القياس | المستوى المقبول | مستوى الرفض |
|---|---|---|---|
| قشر البرتقال | مقارنة بصرية مع المعايير (مثل بطاقات مسح الموجات أو بطاقات التقييم البصري من BYK-Gardner) | الدرجة 1–3 (نسيج بسيط) | الدرجة 4–5 (تنطق القوام) |
| الترهل | الفحص البصري؛ قياس طول المسار باستخدام الكاليبر | لا يوجد ترهل ظاهر؛ يمتد <2 مم إذا كان موجودا | يمتد >5 مم؛ مواقع هبوط متعددة |
| توحيد سمك الفيلم | مقياس سمك الفيلم الجاف عند 5 نقاط لكل لوحة | المتوسط = 25–35 ميكرون (لل60 ميكرون الرطب); CV <12٪ | CV >15٪؛ أي نقطة >45 ميكرون أو <20 ميكرون |
إذا نجحت جميع اللوحات الخمسة، استأنف الإنتاج. إذا تعطل أي لوحة، كرر التشخيص بدءا من الخطوة الأولى.
9. مصفوفة قرارات استكشاف الأخطاء
استخدم هذه المصفوفة لتحديد السبب الجذري الأكثر احتمالا بسرعة بناء على الأعراض الملحوظة:
| الأعراض | السبب الجذري الأكثر احتمالا | خطوة تشخيصية للتأكيد | إجراء تصحيحي |
|---|---|---|---|
| قشر البرتقال بشكل موحد عبر الجزء | حجم القطرة كبير جدا (Dv50 >70 ميكرومتر) | الخطوة 2: قياس Dv50 | زيادة ضغط الهواء المتذر؛ تقليل لزوجة السوائل؛ استبدال الفوهة البالية |
| قشر البرتقال في المنتصف، الحواف ناعمة | نمط رش ثقيل في المركز | الخطوة 1: اختبار النمط يظهر المركز: الحافة >1.5:1 | تنظيف واستبدال غطاء الهواء؛ عدل تشكيل الهواء |
| الترهل على الأسطح الرأسية | سمك الفيلم المحلي الزائد (>80 ميكرومتر رطب) | الخطوة 1: اختبار النمط؛ الخطوة 5: معدل تدفق مرتفع | تقليل ضغط السائل؛ زيادة مسافة الرذاذ؛ تحقق من وجود فتحة بالية |
| البصق/الخطوط المتقطعة | تدفق نابض أو تلوث | الخطوة 3: تقلب الضغط؛ الخطوة 4: افحص الانسدادات | تركيب مخمد الضغط؛ فلتر سائل نظيف؛ استبدل صمام الفحص إذا كان بالكاد تآتر |
| تزداد عيوب الطلاء سوءا أثناء الوردية | انحراف الضغط (سعة الضاغط أو فشل المنظم) | الخطوة 3: مراقبة الضغط خلال الجري لمدة ساعة واحدة | ترقية جهاز استقبال الهواء؛ استبدال المنظم؛ افحص وجود تسربات هواء |
| عيوب في بعض الأجزاء، وليس في أخرى (نظام متعدد الفوهات) | تغير معدل التدفق بين الفوهات | الخطوة 5: السيرة الذاتية >8٪ | استبدال الفوهات الشذوذة؛ استبدال الدفعة إذا كان CV >5٪ |
10. الأسئلة الشائعة
سؤال1: كم مرة يجب أن أجري فحص التذرية المكون من 5 خطوات؟
ج: للإنتاج العالي الحجم (>40 ساعة في الأسبوع)، قم بإجراء تشخيصات كاملة شهريا أو كل 200 ساعة عمل. بالنسبة للحجم الأصغر، الربع السنوي كاف. دائما قم بتشخيص الشخص فورا عند زيادة معدلات العيوب.
Q2: هل يمكنني استخدام الماء بدلا من الطلاء لاختبارات النمط ومعدل التدفق؟
ج: الماء مقبول للخطوة 1 (توحيد النمط) والخطوة 5 (قياس معدل التدفق) لأن هذه الاختبارات تقيس الأداء الميكانيكي. ومع ذلك، بالنسبة للخطوة الثانية (حجم القطرة)، يجب استخدام الطلاء الفعلي أو سائل بنفس اللزوجة والتوتر السطحي، لأن هذه الخصائص تؤثر بشكل كبير على التذرية.
Q3: ما هو عمر الخدمة النموذجي لفوهات التذمر الهوائي في تطبيقات الطلاء؟
ج: فوهات سائل من النحاس أو الفولاذ المقاوم للصدأ: 400–800 ساعة مع طلاءات غير كاشطة. الفوهات ذات الرؤوس الكربيدية: 2000–4000 ساعة مع الطلاءات الكاشطة (مثل الإيبوكسيات عالية الصلبة، البرايمرات الغنية بالزنك). تدوم أغطية الهواء بمقدار 2 إلى 3× أطول من فوهات السوائل إذا تم تنظيفها بشكل صحيح.
Q4: هل الضغط الهوائي الأعلى للتذمر أفضل دائما؟
ج: لا. الهواء المفرط في التذرير (>70 رطل لكل بوصة مربعة لمعظم الفوهات) يسبب التذرية الزائدة: تصبح القطرات دقيقة جدا (<20 ميكرون)، مما يؤدي إلى رش جاف (تبخر المذيب المبكر قبل الوصول إلى الركيزة)، وفقدان مفرط للرش الزائد (كفاءة نقل 30–40٪ بدلا من 60–70٪)، وقشرة البرتقال نتيجة تدفق ضعيف للجزيئات الجافة. اتبع مواصفات الشركة المصنعة.
Q5: كيف أعرف إذا كانت لزوجة الطلاء تسبب مشاكل التذرية مقابل مشاكل الفوهة؟
ج: تنفيذ الخطوة الثانية (قياس حجم القطرة) عند مستويين من اللزوجة: لزوجة الإنتاج وأخف بنسبة 10٪. إذا تحسنت Dv50 بشكل كبير (>انخفاض بنسبة 20٪) مع لزوجة أقل، فالسبب الجذري غالبا هو رئولوجيا الطلاء وليس الفوهة. إذا بقي Dv50 مرتفعا بغض النظر عن اللزوجة، فإن الفوهة تكون بالية أو بحجم غير صحيح.
Q6: هل يمكنني خلط علامات تجارية أو نماذج مختلفة من الفوهات في نظام متعدد الفوهات؟
ج: غير موصى به. تصاميم الفوهات المختلفة لها معاملات تدفق وزوايا رش وتوزيعات حجم قطرات مختلفة حتى عند نفس الضغوط. هذا يسبب معدل التدفق وتغير في بناء الفيلم (ارتفاع معدل التدفق في الخطوة 5). استخدم مجموعات مطابقة من نفس الشركة المصنعة ودفعة الإنتاج للتطبيقات الحرجة.
11. الخاتمة والإجراءات التالية
عيوب تقشير البرتقال والترهل في عمليات الطلاء محبطة ومكلفة، لكنها قابلة للمنع وتصحيح عند تشخيص أداء التذرية بشكل منهجي على مستوى الفوهة. باتباع بروتوكول الخطوات الخمس الموضح في هذا الدليل — اختبار توحيد النمط، قياس حجم القطرات، التحقق من الضغط، فحص الفتحة، والتحقق من معدل التدفق — يمكنك تحديد السبب الجذري وتنفيذ تصحيحات مستهدفة بدلا من الاعتماد على التعديلات بالتجربة والخطأ.
النقاط الرئيسية:
- حجم القطرة (Dv50) فوق 70 ميكرون يضمن تقريبا تقشير البرتقال في الطلاءات عالية اللمعان.
- أنماط الرش الثقيلة في المركز مع نسب ذروة إلى متوسطة >1.5:1 تسبب ترهل موضعيا.
- تذمر ضغط الهواء عند الانجراف إلى أقل من 40 رطل لكل بوصة مربعة يقلل من جودة التذرير بنسبة 40–60٪.
- تآكل فتحة فوهة السائل بقطر +10٪ يزيد معدل التدفق بنسبة 20–30٪ ويزيد Dv50 بنسبة 30–50٪.
- تغير معدل التدفق (CV >5٪) عبر عدة فوهات يسبب عدم تجانس سمك الفيلم غير المقبول.
الخطوات التالية الموصى بها:
-
حدد خط أساس: قم بإجراء التشخيص الكامل المكون من 5 خطوات على نظامك الحالي ووثق النتائج. يتيح لك هذا الأساس تتبع التدهور مع مرور الوقت والتنبؤ باحتياجات الصيانة.
-
تنفيذ الصيانة الوقائية: جدولة فحوصات الفوهات كل 40–60 ساعة. استبدل فوهات السوائل كل 400–600 ساعة (أو عندما يتجاوز تآكل الفتحة +10٪). أغطية هواء نظيفة كل 100–150 ساعة.
-
معايرة توصيل الضغط: تركيب عدادات ضغط متتالية عند كل مدخل فوهة لمراقبة الضغط الموصول في الوقت الحقيقي، وليس فقط ضغط خط التزويد. قم بإعداد إنذارات لانحرافات الضغط >5٪.
-
الترقية إلى الفوهات الدقيقة: إذا كانت الفوهات الحالية لديك من النحاس أو الألمنيوم القياسي، فكر في الترقية إلى فوهات مصنوعة بدقة من الفولاذ المقاوم للصدأ أو الكاربيد. التكلفة الأولية أعلى ب 2–5×، لكن عمر الخدمة أطول من 3 إلى 6×، وثبات التذرية أفضل بكثير.
-
تواصل مع دعم هندسة التطبيقات: لمشاكل التذرية المستمرة، تواصل مع مهندسي التطبيقات في مصنع الفوهة. تقدم معظم الموردين الرئيسيين (أنظمة الرش، Graco، Binks، SATA) خدمات تدقيق ميداني، وتحليل أنماط الرش، وتحسين اختيار الفوهات.
تحتاج إلى مساعدة فنية؟ إذا كنت تعاني من عيوب في الطلاء وتحتاج إلى مساعدة في تنفيذ هذا البروتوكول التشخيصي، أو إذا كنت ترغب في مناقشة اختيار الفوهة لنظام الطلاء الخاص بك، تواصل مع فريق هندسة التطبيقات الميداني لدينا للحصول على تدقيق مجاني لنظام الرش.