





أفضل أنواع الفوهات لأنظمة إزالة الكبريت من غاز المداخن
ما ستتعلمه: كيفية اختيار النوع الأمثل للفوهة لنظام إزالة الكبريت من غاز المداخن (FGD) بناء على أداء الرش، ومقاومة التآكل، وإجمالي تكلفة الملكية—مدعوما ببيانات ميدانية وحسابات هندسية.
جدول المحتويات
- مقدمة: لماذا يحدد اختيار الفوهة موثوقية نظام FGD
- [معايير الرش الحرجة في تطبيقات FGD](#2-معايير الرش الحرجة)
- [مقارنة أنواع الفوهة لأنظمة FGD](#3-مقارنة-نوع الفوهة)
- [اختيار المواد وتحليل تكلفة التآكل](#4-اختيار المواد)
- [اختيار خاص بالتطبيق للجرعة الرطبة] (#5-اختيار مخصص للتطبيق)
- [أخطاء شائعة في التركيب والصيانة](#6-الأخطاء الشائعة)
- [اعتبارات المصادر ودورة الحياة] (#7-اعتبارات المصدر)
- [الأسئلة الشائعة](#8-الأسئلة الشائعة)
- الخاتمة والإجراءات التالية
1. مقدمة: لماذا يحدد اختيار الفوهة موثوقية نظام FGD
في أنظمة إزالة الكبريت من غاز المداخن الرطب (FGD)، تعد فوهات الرش المكون الأكثر أهمية الذي يؤثر على كفاءة إزالة SO₂، وتوزيع محلول الحجر الجيري، وتكلفة التشغيل طويلة الأمد. من خلال خبرتنا الميدانية في التركيبات التي تعمل بالفحم والغلايات الصناعية، نقدر أن 60-70٪ من ممتصات FGD ذات الأداء الضعيف تعود إلى أحد ثلاثة أعطال مرتبطة بالفوهة: تضيق زاوية الرش بسبب التآكل الناتج، انحراف معدل التدفق إلى ما يتجاوز ±10٪ من التصميم، أو توزيع قطرات غير متساو يسبب مناطق جافة على جانب غاز المداخن.
يعالج هذا الدليل فجوة شائعة نلاحظها في تصميم أنظمة FGD ومشاريع التحديث اللازمة: غالبا ما يرث المهندسون مواصفات الفوهة القديمة دون فهم المقايضات بين الفوهات المخروطية المجوفة، الحلزونية، والمماسية، أو كيف يؤثر اختيار المادة—303 من الفولاذ المقاوم للصدأ مقابل كربيد السيليكون—على عمر التآكل في خليط الحجر الجيري عالي الصلب عند درجة حموضة 5.0–6.0. على عكس النظرة العامة على فوهات الرش، يوفر هذا المقال معايير اختيار كمية، وبيانات تآكل واقعية، وحسابات اقتصادية يمكنك تطبيقها فورا على ترقية FGD أو مشروع حل الأعطال القادم.
ما الذي يساعدك هذا الدليل على حله:
- اختيار أنواع الفوهات التي تعظم مساحة التلامس بين الغاز والسائل مع تقليل انخفاض الضغط
- حساب التكلفة الإجمالية الحقيقية للملكية (TCO) للفوهات في خدمة الحجر الجيري الكاشط أو السائل الجيري
- منع الفشل المبكر في الفوهة الذي يؤدي إلى إيقاف التشغيل غير المجدول وانتهاكات الامتثال لنظام SO₂
- تصميم تخطيطات رؤوس الرش تضمن تغطية موسعة لغاز المداخن عبر ظروف تحميل مختلفة
2. معلمات الرش الحرجة في تطبيقات FGD
معدل التدفق 2.1 ونسبة السائل إلى الغاز (L/G)
عادة ما تعمل أنظمة FGD الرطبة بنسب سائل إلى غاز تتراوح بين 10–20 جالون لكل 1,000 قدم مكعب فعلي (جالون/1000 قدم مكعب في الدقيقة)، وذلك حسب تركيز SO₂ المدخل وكفاءة الإزالة المطلوبة. يجب أن توفر كل فوهة في رأس الرش معدل تدفق متوقع عبر نطاق ضغط تشغيلي يتراوح بين 15–40 PSI. تتبع علاقة التدفق والضغط:
Q = K × √P
حيث Q هو معدل التدفق (GPM)، وK هو معامل تدفق الفوهة (خاص بهندسة الفتحة)، وP هو الضغط (PSI). خطأ جديا نراه هو افتراض المهندسين أن مضاعفة الضغط تضاعف التدفق؛ في الواقع، زيادة الضغط من 20 إلى 40 PSI تزيد فقط من التدفق بمقدار √2 ≈ 1.41×. لهذا تأثير عميق عند موازنة توزيع تدفق الرأس في مناطق الرش متعددة المستويات.
2.2 توزيع حجم القطرات ومتوسط قطر سوتر (SMD)
امتصاص SO₂ هو عملية انتقال كتلة بين الغاز والسائل حيث توفر القطرات الصغيرة مساحة سطح أعلى لكل وحدة حجم. في قياساتنا الميدانية باستخدام حيود الليزر (Malvern Spraytec)، تنتج فوهات FGD الفعالة قطر ساوتر (D₃₂) يتراوح بين 800–2000 ميكرون. القطرات التي تقل عن 500 ميكرون تخاطر بانتقال مفرط إلى مزيلات الضباب، بينما تسقط القطرات فوق 2500 ميكرون بسرعة كبيرة، مما يقلل من مدة الإقامة في تيار الغاز.
من مشروع تحديث حديث على وحدة فحم بقدرة 300 ميغاواط، قارنا نوعين من الفوهة:
- فوهات مخروطية مجوفة عند 25 PSI: D₃₂ = 1,200 ميكرون، الامتداد = 1.6
- الفوهات الحلزونية عند 25 PSI: D₃₂ = 1,450 ميكرون، الامتداد = 1.9
حقق تكوين المخروط المجوف كفاءة إزالة SO₂ أعلى بنسبة 2.5٪، ولكن على حساب زيادة تحميل مزيل الضباب. يعتمد الحجم الأمثل للقطرة على ارتفاع الممتص، وسرعة غاز المداخن (عادة 8–12 قدم/ث)، وتحمل اضطراب توازن الماء.
2.3 زاوية الرش وتوحيد التغطية
تستخدم معظم رؤوس رش FGD فوهات بزوايا رش 60–120°. السؤال الهندسي الرئيسي هو تباعد الفوهات لضمان تغطية كاملة لغاز المداخن دون تداخل مفرط (مما يهدر طاقة المضخة) أو المناطق الجافة (التي تسمح بانزلاق SO₂). بالنسبة لامتصاص أسطواني بقطر D، يمكن تقدير التباعد S بين الفوهات على رأس الحلقة:
S = D × sin(θ/2) / N
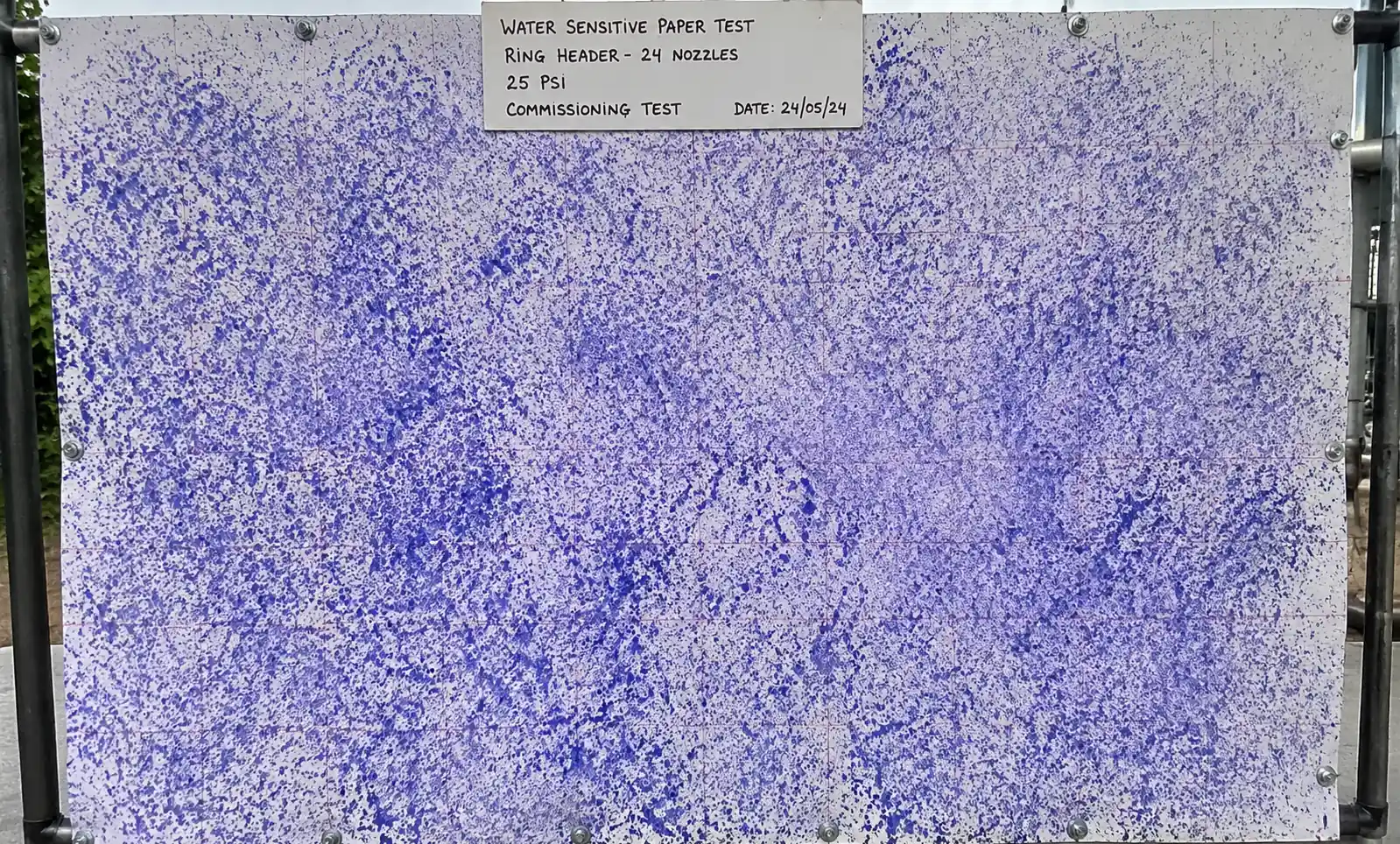
حيث θ هو زاوية الرش و N هو عدد الفوهات لكل حلقة. في الواقع، نوصي بتداخل بنسبة 10–15٪ عند محيط الرش لمراعاة تأثيرات الحواف وسوء توزيع التدفق. طريقة تحقق ميدانية نستخدمها: تركيب ورق حساس للماء على إطار عمودي داخل الماص أثناء اختبار التشغيل البارد لرسم خريطة التغطية الفعلية.
2.4 مقاومة الانسداد وقطر الممر الحر
{kind=link}
عادة ما تحتوي مخلوط الحجر الجيري في خدمة FGD على مواد صلبة بنسبة وزن تتراوح بين 10–20 مع أحجام جسيمات تصل إلى 200 شبكة (74 ميكرون). لتجنب الانسداد المتكرر، يجب أن يكون قطر فتحة الفوهة أو الممر الحر على الأقل 3× أكبر حجم للجسيمات — أي فتحة لا تقل عن 6–8 مم (0.24–0.31 بوصة) لخليط الحجر الجيري القياسي. الفوهات المماسية واللولبية بطبيعتها تحتوي على ممرات حرة أكبر مقارنة بفوهات المخروط المجوفة ذات الرش الدقيق، مما يجعلها أكثر تسامحا في الأنظمة التي تعاني من ترشيح ضعيف في الأعلى أو ميول تدرج الجبس.
3. مقارنة أنواع الفوهة لأنظمة FGD
جدول ملخص الأداء 3.1
| نوع الفوهة | نمط الرش | SMD نموذجي (ميكرون) | مقاومة الانسداد | انخفاض الضغط | معدل التآكل النسبي | أفضل حالة استخدام |
|---|---|---|---|---|---|---|
| مخروط أجوف | حلقة حلقية، سرعة عالية عند المحيط | 800–1,400 | متوسط (يتطلب مصفاة) | متوسط (20–35 PSI) | التدفق العالي (التدفق المضطرب في غرفة الدوامة) | كفاءة إزالة SO₂ عالية، خدمة العجين النظيف |
| لولب (مخروط كامل) | نمط مخروطي صلب، زاوية واسعة | 1,200–2,000 | عالي (عبور حر كبير) | منخفض (15–25 PSI) | منخفض (مسار تدفق مماسي) | خليط عالي الصلب وأولوية صيانة أقل |
| مدخل هامش | مخروط مجوف عبر المنافذ المماسية | 1,000–1,800 | مرتفع جدا (بدون ريشات داخلية) | منخفض (12–20 PSI) | منخفض جدا (بدون انغلاق) | خدمة كاشطة شديدة، أطول عمر للاستخدام |
| تذمر الهواء | ضباب ناعم، سائل مزدوج | 50–300 | منخفض (عرضة للسداد) | عالي (يتطلب هواء مضغوطا) | متوسط | أنظمة تجريبية، أبحاث، ليست FGD قياسي |
3.2 فوهات المخروط المجوفة: كفاءة عالية، صيانة أعلى
تولد فوهات المخروط المجوفة تدفقا دواميا داخل غرفة الدوامة، مما ينتج نمط رش حلقي رفيع وعالي السرعة. تعزز هذه الهندسة مساحة سطح القطرات وتفاعل الغاز مع السائل، مما يجعل فوهات المخروط المجوفة الخيار الافتراضي لأنظمة FGD التي تستهدف كفاءة إزالة SO₂ بنسبة 95٪ من >95٪. ومع ذلك، فإن غرفة الدوامة عرضة للتآكل التآكلي، خاصة في روائب الجبس المعاد تدويره مع كوارتز زاوي أو جزيئات الحجر الجيري غير المتفاعلة.
من خلال دراسة تآكل أجريناها في محطة طاقة في الغرب الأوسط، أظهرت فوهات المخروط المجوفة من الفولاذ المقاوم للصدأ بسعة 316 لتر زيادة في معدل التدفق بنسبة 15–20٪ بعد 8,000 ساعة تشغيل في خليط الحجر الجيري بوزن 15٪ عند درجة حموضة 5.5. زاد قطر الفتحة المتآكلة من 12.5 مم إلى 13.8 مم، مما حول زاوية الرش من 90° إلى حوالي 75° وخلق تغطية ممتصة غير متساوية. استبدال هذه الفوهات بإدخالات من كربيد السيليكون أدى إلى تمديد عمر الخدمة إلى 32,000+ ساعة مع انحراف تدفق <5٪.
الرؤية الهندسية الرئيسية: فوهات المخروط المجوفة مثالية عندما تكون كفاءة إزالة SO₂ هي القيد الأساسي ولديك برنامج صيانة وقائية قوي لتتبع معدل التدفق وتدهور زاوية الرش عبر فحوصات عدادات تدفق محمولة ربع سنوية.
فوهات لولبية 3.3: حصان عمل قوي لخدمة المواد الصلبة العالية
تستخدم الفوهات الحلزونية (أو المخروطية الكاملة) ممرا داخليا حلزونيا لنقل طاقة دورانية إلى العجينة، مما ينتج رذاذا مخروطيا صلبا بدون غرفة دوامة. المسار الداخلي الأكبر وغياب المنعطفات الحادة يجعل الفوهات الحلزونية أكثر مقاومة بكثير للتآكل والانسداد. المقابل هو حجم قطرات أكثر خشونة (SMD، عادة بين 1,200–2,000 ميكرون) وكفاءة نقل كتلة SO₂ أقل قليلا لكل وحدة حجم رش.
في تجربة مقارنة على وحدة بقوة 500 ميغاواط، استبدلنا فوهات المخروط المجوفة بفوهات حلزونية في مستويين للرش السفلي (حيث يكون تحميل المواد الصلبة الملاطية أعلى بسبب موقع شفط مضخة إعادة التدوير). والنتيجة: امتدت فترات الصيانة من 6 أشهر إلى 18 شهرا، وانخفضت الانقطاعات غير المجدولة المرتبطة بالفوهة من 3 مرات سنويا إلى الصفر. كان الانخفاض الطفيف في كفاءة إزالة SO₂ (من 97.2٪ إلى 96.8٪) مقبولا نظرا لهامش الامتثال للنبات.
ملاحظة تطبيق ميداني: الفوهات الحلزونية هي الخيار المفضل لأنظمة FGD التي تحتوي على مواد صلبة بوزن >15 من الوزن، أو الترشيح غير الكافي، أو المحطات التي تعمل في وضع الدورة أو تتبع الأحمال حيث يمكن لتقلبات الضغط أن تزيح الترسبات وترسل الحطام عبر رؤوس الرش.
3.4 فوهات الدخول الممسي: أقصى عمر للتآكل
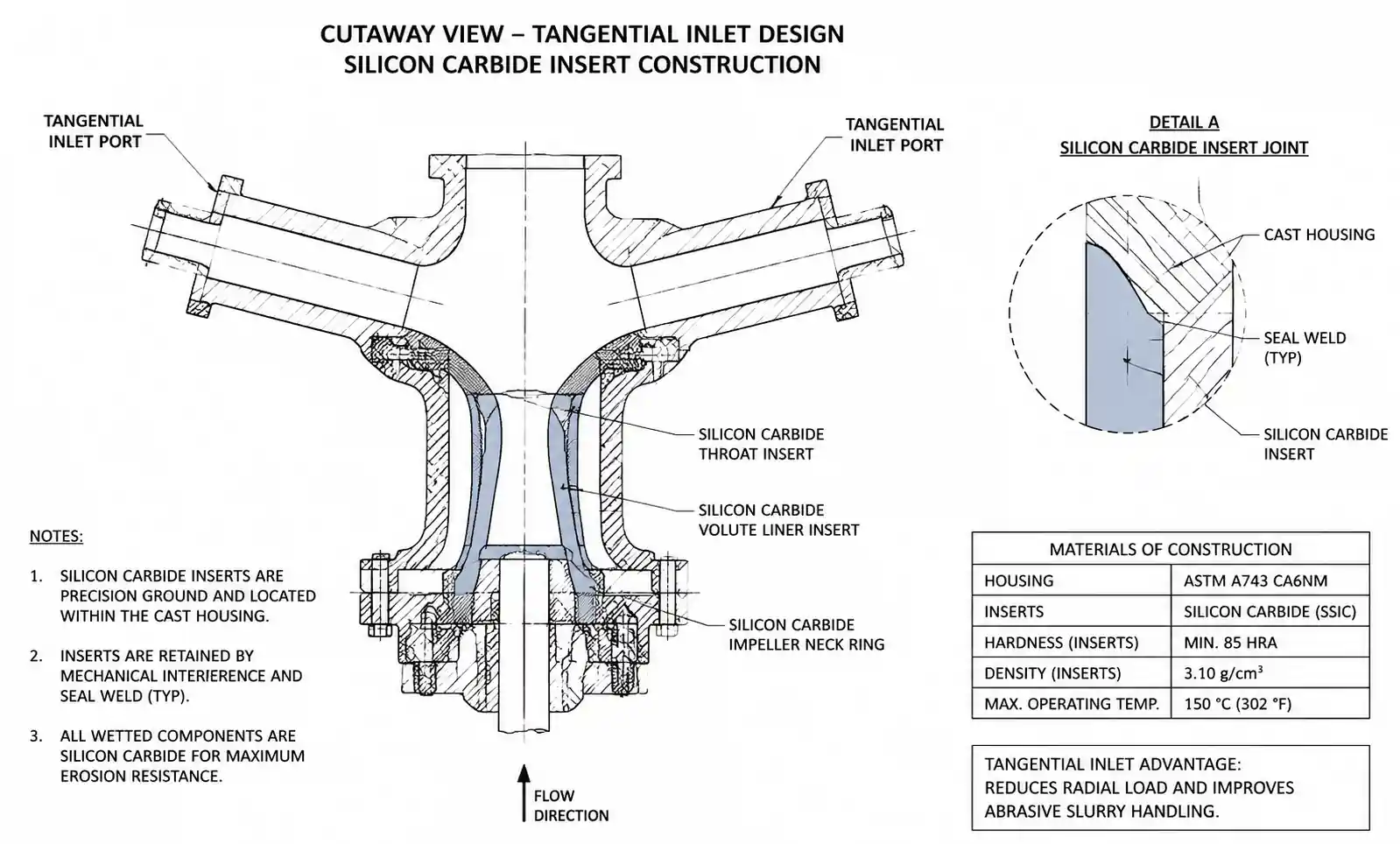{kind=link}
تتميز فوهات الدخول المماسية بمنفذ أو أكثر من منافذ السحب الموضوعة عند مماس لغرفة دوامة أسطوانية. يخلق هذا التصميم نمط رش مخروطي مجوف مشابه لفوهات الدوامة ولكن بدون ريشات داخلية أو أسطح اصطدام حادة، مما يؤدي إلى أقل معدل تآكل لأي نوع من الفوهة الهيدروليكية. في الخدمة الكاشطة مع خليط الجبس المعاد تدويره الذي يحتوي على حمل رماد طاير بنسبة تصل إلى 2٪ وزن، يمكن للفوهات المماسية تحقيق عمر خدمة يتراوح بين 40,000–50,000 ساعة مع إدخالات خزفية.
العيب الرئيسي هو التكلفة: الفوهات المماسية ذات الكربيد السيليكون أو السيراميك الألومينا عادة ما تكلف 3–5× أكثر من فوهات 316SS الحلزونية القياسية. ومع ذلك، عند احتساب تكلفة دخول الممتصات، والسقالات، وفقدان التوليد أثناء الانقطاعات، والتخلص من الفوهات البالية، فإن التكلفة الإجمالية للملكية غالبا ما تفضل الفوهات السيراميكية المماسية في التطبيقات القاسية.
مثال على الحسابات الاقتصادية:
- مخروط 316SS القياسي المجوف: 85 دولارا لكل فوهة، عمر 8,000 ساعة، 5 استبدالات فوق 40,000 ساعة = 425 دولار + 12,000 دولار عمالة (مقدرة) = 12,425 دولارا لكل موضع فوهة
- فوهة SiC الممائية: 420 دولار لكل فوهة، عمر 40,000 ساعة، استبدال واحد = 420$+ 2,400 دولار عمالة = $2,820 لكل موضع فوهة
بالنسبة لممتص 400 فوهة، فإن توفير دورة الحياة يتجاوز 3.8 مليون دولار خلال 10 سنوات، دون احتساب العقوبات التي تم تجنب الامتثال الناتجة عن الانقطاعات غير المخططة.
4. اختيار المواد وتحليل تكلفة التآكل
4.1 مقارنة خصائص المواد
| المادة | الصلابة (HV) | حياة الارتداء النسبي | تكلفة مضاعفة | نطاق الرقم الهيدروجيني المناسب | نمط الفشل النموذجي |
|---|---|---|---|---|---|
| 303/304 من الفولاذ المقاوم للصدأ | 170–220 | 1.0× (خط الأساس) | 1.0× | الرقم الهيدروجيني > 4.5 | تآكل عند حافة الفتحة، تآكل الحفر |
| 316L من الفولاذ المقاوم للصدأ | 170–220 | 1.2× | 1.3× | الرقم الهيدروجيني > 4.0 | التعرية، مقاومة أفضل للكلوريد |
| 17-4 PH ستانلس استل (H900) | 400–450 | 2.5× | 2.0× | الرقم الهيدروجيني > 5.0 | تقليل التعرية، ويمكن أن يتشقق تحت الصدمة الحرارية |
| كربيد السيليكون (SiC) | 2,400–2,800 | 8–12× | 4–6× | الرقم الهيدروجيني 1–14 | الكسر الهش إذا ارتفع الضغط أو اصطدام |
| سيراميك الألومينا (Al₂O₃) | 1,500–1,800 | 5–8× | 3–5× | الرقم الهيدروجيني 2–12 | تآكل تدريجي، أقل هشاشة من SiC |
| كربيد التنغستن (كأس الورش) | 1,400–1,800 | 6–10× | 5–8× | درجة حموضة > 6.0 (حساس للأحماض) | مقاومة ممتازة للتعرية، تآكل الرابط في درجة حموضة منخفضة |
4.2 آليات التآكل في خدمة FGD
على عكس أنظمة رش الماء، تعمل فوهات FGD في بيئة كيميائية عدوانية ومليئة بالملاط الكاشط. آليات التآكل السائدة هي:
-
تآكل تآكلي: جزيئات الحجر الجيري الزاوية (صلابة موهس 3) ورماد الطيران المدمج (Mohs 5–7 للسيليكا/الألومينا) تصطدم بحافة الفتحة والأسطح الداخلية بسرعات 10–25 م/ث. معدل التآكل يتدرج مع سرعة الجسيمات إلى قوة 2.5–3.0، مما يعني أن زيادة سرعة العجين بمقدار 2× تؤدي إلى تآكل أسرع بمقدار 6–8× أدوار.
-
التآكل المعزز بالتآكل: عند الرقم الهيدروجيني 5.0–6.0، تزال أغشية الأكسيد السلبي على الفولاذ المقاوم للصدأ باستمرار بفعل تأثير الجسيمات، مما يعرض المعدن الطازج لهجوم حمضي. هذا التأثير التآزري يسرع التآكل بنسبة 30–50٪ مقارنة بالتآكل الميكانيكي البحت.
-
التجويف: أقل شيوعا في خدمة FGD لكنها قد تحدث في أنابيب شفط مضخة إعادة تدوير مصممة بشكل سيء أو عندما تعمل الفوهات فوق ضغطها المصنف بكثير. يظهر تلف التجويف على شكل أسطح مثقوفة تشبه الإسفنج بالقرب من مخرج الفتحة.
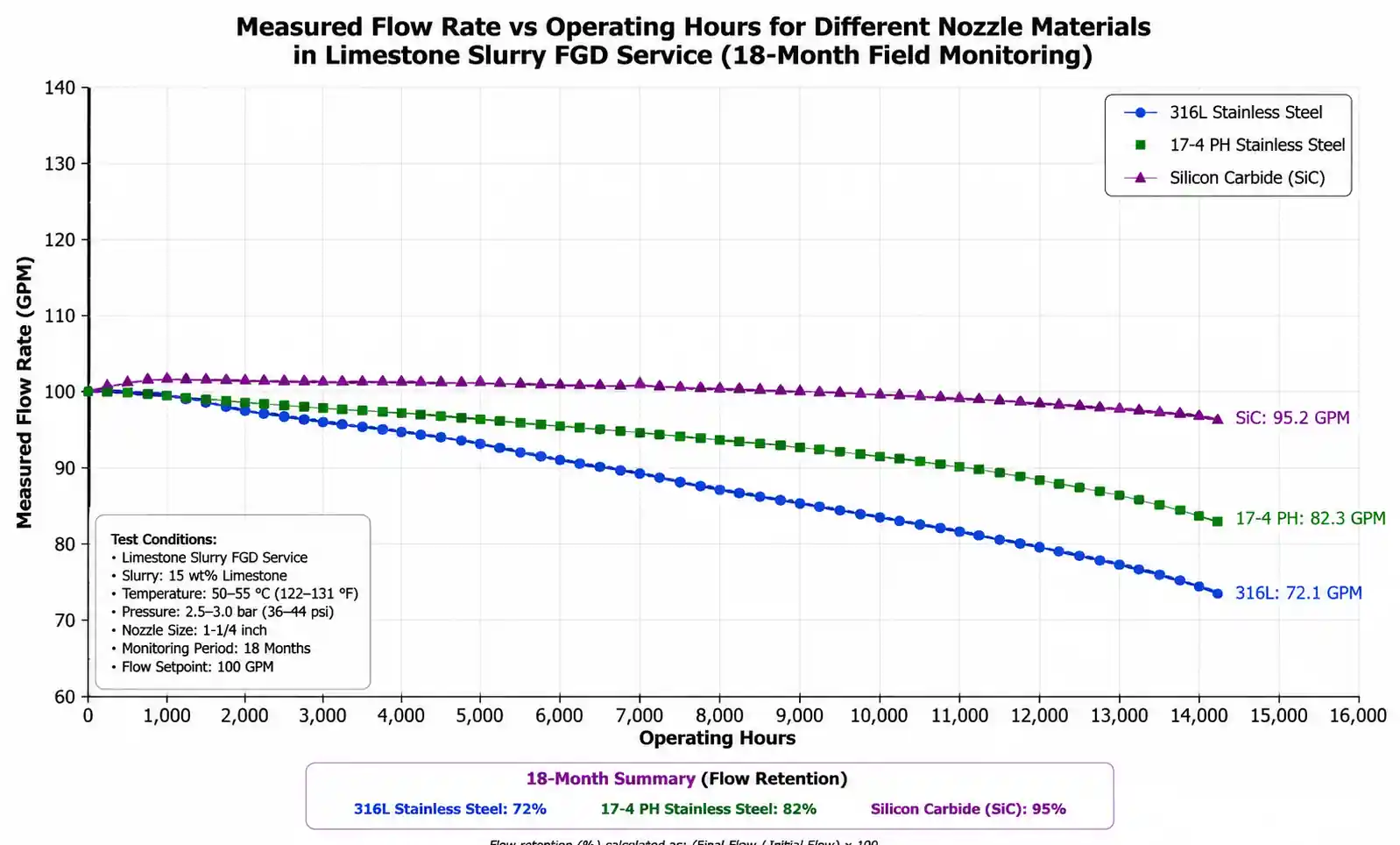
بيانات الحقل 4.3: 316 لتر مقابل عمر تآكل كربيد السيليكون
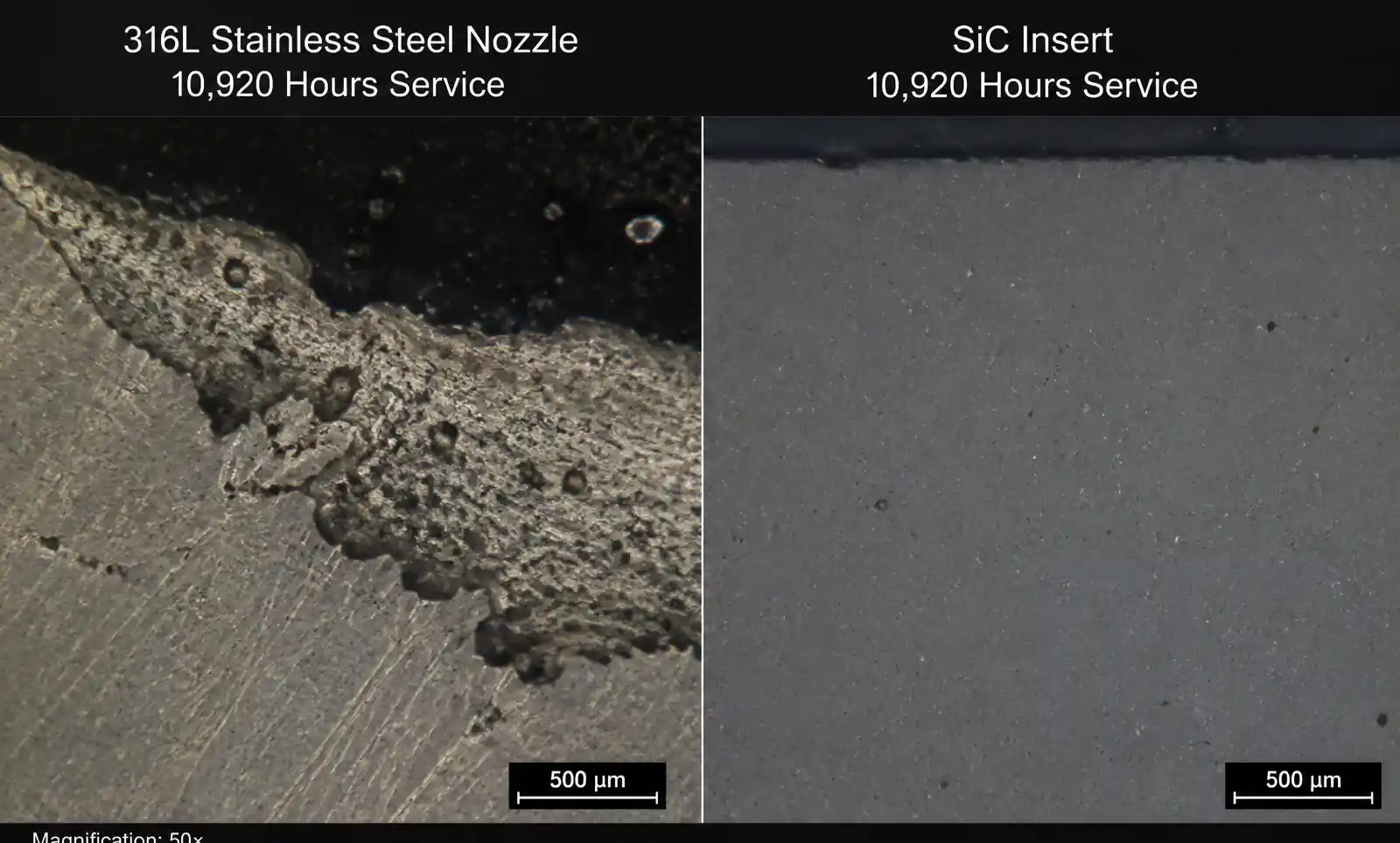
قمنا بتجهيز 12 فوهة (6 لكل منها من الفولاذ المقاوم للصدأ بسعة 316 لتر وفوهات إدخال SiC) في وحدة تعمل بالفحم بقدرة 350 ميغاواط وتعمل بفحم 2.5٪ من الكبريت مع نظام الأكسدة القسرية القسرية (LSFO) FGD. ظروف التشغيل: 18٪ وزن المواد الصلبة، درجة الحموضة 5.8، ضغط رش 25 PSI، 6,500 ساعة تشغيل سنويا. تم قياس معدل التدفق وزاوية الرش على فترات كل 6 أشهر باستخدام مقياس تدفق توربين معاير وتصوير رش فيديو عالي السرعة.
النتائج بعد 18 شهرا (10,920 ساعة):
- فوهات 316 لتر: ارتفع معدل التدفق بنسبة 18.2٪ (من 45.0 إلى 53.2 جالون في الدقيقة)، وزاوية الرش ضيقت من 90° إلى 72°، لوحظ تآكل مرئي للفتحة ونمط رش غير متماثل
- فوهات السيلكونات: ارتفع معدل التدفق بنسبة 2.1٪ (من 45.0 إلى 46.0 جالون في الدقيقة)، وزاوية الرش مستقرة عند 88–90°، ولا يوجد تآكل مرئي للفتحة تحت 50× المجهر
وعند استنتاج هذه المنحنيات للتآكل، نقدر أن فوهات 316 لتر تصل إلى نهاية عمر العمر (المعرفة ب >انحراف تدفق 15٪) عند حوالي 12,000 ساعة، بينما تتجاوز فوهات SiC 60,000 ساعة. وهذا يعني نسبة عمر تآكل حقيقية تقارب 5:1، وليس 8–12× كما هو موضح في اختبار الوعاء العلوي. من المرجح أن يعكس هذا التفاوت تأثير طبقة الحدود الواقية على النطاق الكامل والتشغيل المتقطع بالأحمال المنخفضة خلال الليالي وعطلات نهاية الأسبوع.
! مقارنة بثلاث فوهات ارتداء للفوهة.
{kind=link}
5. اختيار خاص بالتطبيق للعليوم الرطب
غلايات المرافق التي تعمل بالفحم 5.1 (300–1000 ميغاواط)
خصائص النظام: مدخل SO₂ عالي (1,500–3,000 جزء في المليون)، تشغيل مستمر في الحمل الأساسي، مواد صلبة من الحجر الجيري بوزن 15–20 وزن الجسم، الأكسدة القسرية إلى الجبس، حد مخرج صارم (<50 جزء في المليون SO₂، وغالبا <20 جزء في المليون).
اختيار الفوهة الموصى به:
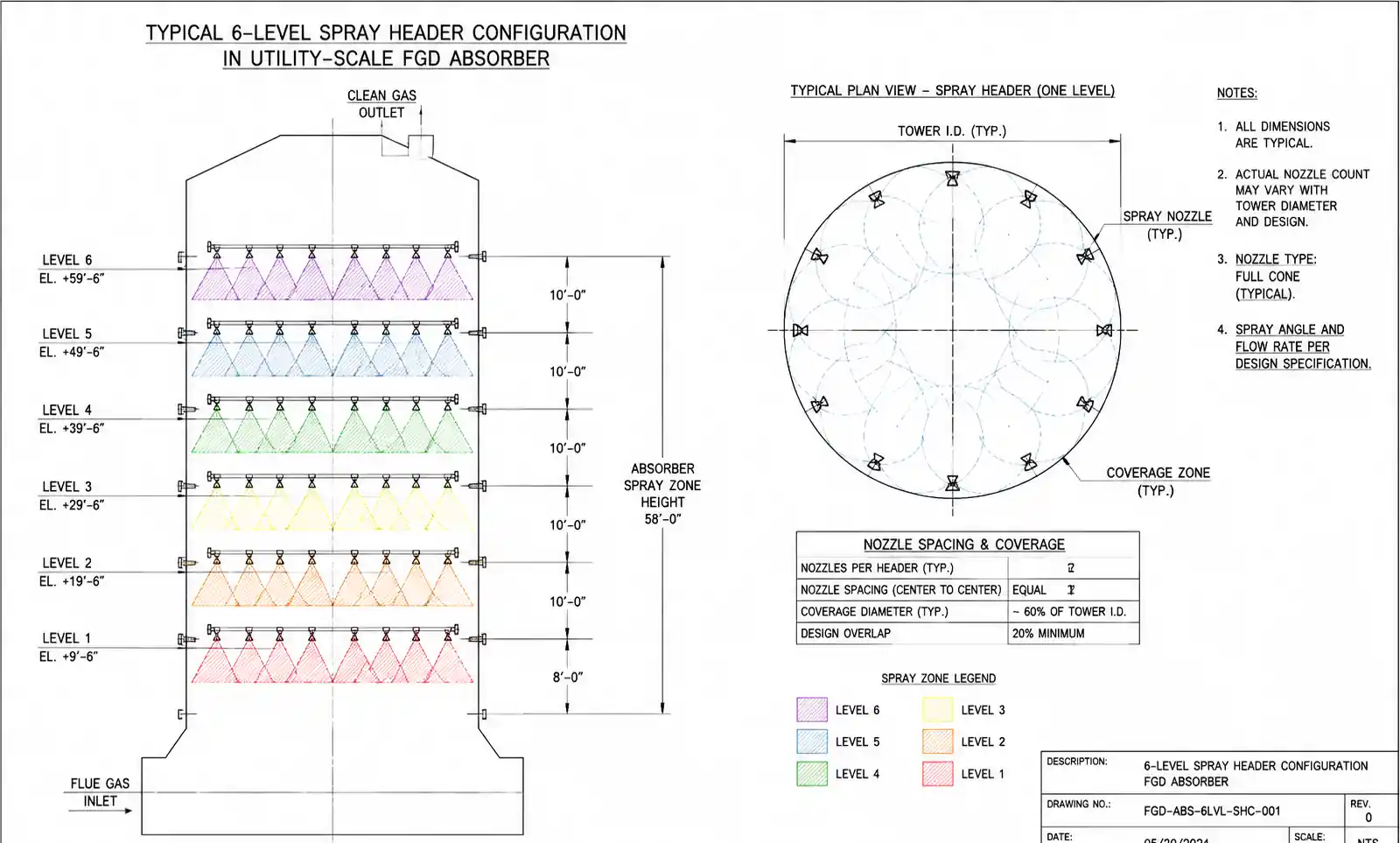
- مستويات الرش العليا (1–3): فوهات مخروطية أو حلزونية مجوفة، 316 لتر أو 17-4 PH، بزاوية رش 90–120°، مصممة لإزالة 95–98٪ من مهام إزالة SO₂
- مستويات رش منخفضة (4–6): فوهات حلزونية أو مماسية مع إدخالات SiC، زاوية رش 60–90°، مصممة للغسل والتلميع النهائي
- عدد الفوهة النموذجي: 300–600 فوهة إجمالية عبر 4–6 مستويات رش، ضغط تشغيل 20–30 PSI، قطر فتحة 8–12 مم
مبررات الاختيار: المستويات العليا ترى سلارا نظيفا نسبيا وتستفيد من كفاءة نقل الكتلة العالية لفوهات المخروط المجوفة. المستويات المنخفضة تعيد تدوير العجينة مع تحميل صلبة أعلى وتتطلب مواد مقاومة للتآكل. من خلال فصل أنواع الفوهات، تقوم بتحسين تكلفة إزالة SO₂ وتكلفة الصيانة.
5.2 الغلايات الصناعية وسخانات العمليات (<100 ميجاوات)
خصائص النظام: مدخل منخفض للنمو المنخفض (500–1,500 جزء في المليون)، حمل متغير، حجر جير أو جير معزز بالمغنيسيوم، وقت إقامة الماصات أقل، صيانة محدودة الميزانية.
اختيار الفوهة الموصى به:
- مستوى رش واحد أو مزدوج: فوهات حلزونية، 316 لتر بدون مقاوم للصدأ، زاوية رش 90°، ضغط تشغيل 15–25 PSI، فتحة 10–12 مم
- عدد الفوهة: 40–120 فوهة حسب تدفق غاز المداخن وSO₂
مبررات الاختيار: توفر الفوهات الحلزونية أفضل توازن بين التكلفة، ومقاومة الانسداد، ونقة القطرات الكافية لأهداف إزالة SO₂ <95٪ الشائعة في أنظمة FGD الصناعية. الهندسة الداخلية الأبسط تتحمل بعض التغيرات العرضية في جودة الخليط وتقلل من مخزون قطع الغيار.
5.3 مشاريع التحديث والترقية
عند تعديل نظام FGD موجود لتحديد حدود SO₂ أكثر إحكام أو تبديل الوقود (مثل من الفحم منخفض الكبريت إلى الفحم عالي الكبريت)، يواجه المهندسون تحديا شائعا: رؤوس الرش والمكونات الداخلية للممتصات ثابتة، مما يحد من خيارات إضافة المزيد من الفوهات أو مستويات الرش.
استراتيجيات الترقية:
- استبدال اللولب بفوهات مخروطية مجوفة في المستويات العليا لزيادة كفاءة نقل الكتلة بنسبة 5–10٪ دون إضافة مناطق رش. تحقق من أن تصنيف ضغط الرأس يمكنه التعامل مع انخفاض الضغط الأعلى.
- زيادة قطر الفتحة بزيادة واحدة (مثلا 10 مم → 12 مم) لزيادة تدفق العجين الكلي عند نفس ضغط الرأس. هذا يعمل إذا كانت مضخات إعادة تدوير الدوران لديك تحتوي على هامش الرأس؛ تحقق من منحنى المضخة وحمل المحرك.
- التحول إلى إدخالات SiC في جميع الفوهات لتثبيت أداء الرش مع مرور الوقت. انحراف التدفق الناتج عن التآكل هو سبب خفي لتدهور هامش الامتثال.
{kind=link}
6. الأخطاء الشائعة في التركيب والصيانة
6.1 تركيب الفوهات ذات الاتجاه الخاطئ
العديد من الفوهات المخروطية والمماسية المجوفة تحتوي على غرفة دوامة داخلية ذات اتجاه دوراني محدد. تركيب فوهة بزاوية 180° خارج الدوران يمكن أن يغير نمط الرش أو يقلل من معدل التدفق بنسبة 10–15٪. لقد رأينا مستويات رش كاملة مثبتة بشكل مقلوب أثناء الانقطاعات بسبب علامات غير واضحة أو عدم معرفة الفرق الميدانية بتصميم الفوهة.
أفضل ممارسة: وضع علامة دائمة على اتجاه الفوهة على أنبوب الرأس باستخدام علامات من الفولاذ المقاوم للصدأ أو أسهم التوجيه المنقوشة. أدرج صور الاتجاه ومواصفات عزم الدوران في حزمة أعمال الصيانة. استخدم مفتاح عزم لمنع الشد الزائد، مما قد يؤدي إلى تشقق الحشوات الخزفية.
6.2 تجاهل التحقق من معدل التدفق بعد التركيب
سبب شائع لأداء FGD الضعيف بعد الانقطاع هو عدم التحقق من معدلات تدفق الفوهة الفردية قبل إغلاق الممتص. يمكن أن تؤدي تفاوتات التصنيع، أو تلف التركيب، أو الحطام في الرأس إلى تدفق الفوهات الفردية بمقدار 20–30٪ من الهدف، مما يخلق بقعا ساخنة في غاز المداخن.
أفضل ممارسة: أثناء التشغيل البارد أو بعد استبدال الفوهة بشكل كبير، قم بقياس معدل التدفق في كل فوهة باستخدام دلو جمع معاير وطريقة ساعة توقيت (بسيطة التقنية لكنها فعالة) أو جهاز قياس تدفق فوق صوتي مثبت على الرأس أعلى كل فوهة. قم بتحديد أي فوهة تتدفق >10٪ من الهدف للفحص أو الاستبدال قبل الانتقال إلى التشغيل الساخن.
6.3 تجاهل انحراف زاوية الرش من التآكل
حتى عندما تستمر الفوهات في التدفق، يمكن أن يغير التآكل من زاوية الرش وتجانس النمط قبل أن يتجاوز معدل التدفق معيار الاستبدال ±15٪. قد تمر فوهة المخروط المجوفة التي تتآكل من 90° إلى 70° في اختبار معدل التدفق، لكنها تترك مركز الماص مكشوفا، مما يسمح بانزلاق SO₂ ويؤدي إلى تحميل زائد موضعي على الفوهات المجاورة.
أفضل الممارسات: إنشاء برنامج صيانة وقائية لمراقبة زاوية الرش باستخدام تصوير فيديو عالي السرعة أو اختبار الورق الحساس للماء كل 12–18 شهرا. اجمع هذا مع فحوصات عدادات التدفق المحمولة لبناء قاعدة بيانات لمنحنيات التآكل تناسب كيمياء العجين ونوع الفوهة الخاص بك. استخدم هذه البيانات للتنبؤ بفترات الاستبدال وتجنب الانقطاعات غير المجدولة.
6.4 أنواع فوهات الخلط دون فهم توازن التدفق
في محاولة لتقليل التكلفة، يقوم بعض المشغلين بمزج فوهات حلزونية منخفضة التكلفة مع فوهات مخروطية مجوفة على نفس رأس الرش. نظرا لأن هذه الأنواع من الفوهات لها معاملات تدفق مختلفة K، فإن تحقيق توزيع تدفق متساو يتطلب إما اختلاف أحجام الفتحات أو العمل بضغوط غير مثالية لنوع واحد من الفوهة.
أفضل ممارسة: استخدم نوع فوهة واحد لكل مستوى رش. إذا اضطررت لخلط الأنواع، قم بنمذجة هيدروليكيات الرأس باستخدام برامج تصميم رأس الرش التجارية (أو حسابات الجداول المخصصة بناء على معادلة التدفق والضغط) لضمان ±5٪ من التدفقات عبر جميع الفوهات عند ضغط التشغيل المصمم.
{kind=link}
7. اعتبارات المصادر ودورة الحياة
7.1 OEM مقابل فوهات ما بعد البيع
تقدم الشركات المصنعة الأصلية للمعدات (شركة أنظمة الرش، ليشلر، BETE، إيكوتشي) فوهات مصنعة بدقة مع منحنيات أداء موثقة، وشهادات مواد، وقابلية للتتبع. يمكن لموردي ما بعد البيع تقديم توفير في التكلفة بنسبة تتراوح بين 30–50٪ ولكن مع تحكم جودة متغير وأداء رش غير مؤكد.
من منظور إدارة المخاطر، نوصي بفوهات OEM لمستويات الرش العليا الحرجة حيث تكون كفاءة إزالة SO₂ مرتبطة ارتباطا وثيقا بحدود الامتثال، ونفكر في الفوهات اللاحقة المدفقة لمستويات الغسل المنخفضة حيث تكون تجانسة الرش أقل أهمية. اطلب دائما تقارير اختبار المواد المعتمدة (MTRs) وقم باختبار تدفق الفوهات الواردة على طاولة قبل التركيب.
7.2 أوقات التسليم واستراتيجية المخزون
عادة ما تشحن فوهات 316SS القياسية خلال 2–4 أسابيع؛ قد تتطلب الهندسة المخصصة أو فوهات الإدخالات الخزفية وقت إنتاج من 8 إلى 12 أسبوعا. بالنسبة لممتص 400 فوهة، نوصي بالحفاظ على مخزون احتياطي لا يقل عن:
- 10٪ من إجمالي الفوهات (40 وحدة) للاستبدال الروتيني
- مستوى رش كامل واحد (60–100 وحدة) للاستجابة لانقطاع الطوارئ
خزن الفوهات الاحتياطية في مكان نظيف وجاف مع أغطية واقية فوق وصلات ملولبة. يجب لف فوهات الإدخالات الخزفية بشكل فردي لمنع تلف الصدمات.
7.3 توثيق الأداء والتحسين المستمر
قليل من أنظمة FGD لديها سجلات منهجية لأداء الفوهة عبر الزمن. وهذا يجعل من الصعب تحسين فترات الاستبدال، أو تبرير الترقيات، أو استكشاف مشاكل تدهور الكفاءة.
الوثائق الموصى بها:
- معدل التدفق المثبت وزاوية الرش لكل فوهة (أو مجموعة فرعية مأخوذة إحصائيا)
- قياسات معدل التدفق الدورية (6–12 شهرا) باستخدام عدادات تدفق محمولة
- صور لأنماط الرش أثناء التشغيل البارد
- شهادات المواد ورموز التتبع
- تاريخ التركيب وساعات التشغيل لكل فوهة
استخدم هذه البيانات لحساب عمر التآكل الفعلي، والتحقق من صحة مطالبات المصنع، وبناء حالة عمل لترقيات المواد. من خلال تجربتنا، تحقق المصانع التي تتبع أداء الفوهة بشكل منهجي تكلفة تشغيل FGD أقل بنسبة 15–20٪ من خلال جداول استبدال محسنة والكشف المبكر عن اضطرابات كيمياء العجين.
! 6-معدل تدفق-انجراف-تآكل-منحنى
{kind=link}
8. الأسئلة الشائعة
س: كيف أحسب عدد الفوهات المطلوبة لامتصاص FGD الخاص بي؟
ج: ابدأ بنسبة السائل إلى الغاز المطلوبة (عادة 10–20 جالون/1000 أكف إم إم) بناء على تركيز مدخل SO₂ وكفاءة إزالة الهدف. اضرب في معدل تدفق غاز المدخنة للحصول على تدفق إجمالي للسموري (GPM). اقسم على معدل التدفق لكل فوهة عند ضغط التصميم (من جدول تدفق الفوهة) للحصول على الحد الأدنى لعدد الفوهة. زيادة بنسبة 10–15٪ لأخذ هامش الرفض والأخطاء المستقبلية. توزيع الفوهات عبر مستويات الرش لضمان تغطية غازية متساوية؛ تحقق من التباعد باستخدام حساب تداخل زاوية الرش في القسم 2.3.
س: هل يمكنني تشغيل فوهات FGD عند ضغط أعلى لزيادة التدفق دون إضافة فوهات؟
ج: نعم، لكن مع تناقص العوائد وزيادة الاستخدام. يزداد التدفق مع الجذر التربيعي للضغط (Q ∝ √P)، لذا فإن مضاعفة الضغط تزيد التدفق فقط بمقدار 1.41×. معدل التآكل يزيد بشكل أسرع بكثير—تقريبا مع سرعة 2.5–3.0 الطاقة—لذا قد تقصر عمر الفوهة بمقدار 3–4× مع زيادة التدفق بنسبة 40٪ فقط. عادة ما يكون من الأكثر توفيرا إضافة فوهات أو ترقيتها إلى حجم فتحة أكبر.
س: ما هي أفضل مادة للفوهات في أنظمة الأكسدة القسرية FGD التي تتراكم فيها الكلوريد؟
ج: الحفر الناتجة عن الكلوريد وتشقق التآكل الناتج عن الإجهاد تشكل مخاوف في أنظمة FGD التي تعالج الفحم عالي الكلوريد أو تستقبل مياه التعويض بكلوريد >500 جزء في المليون. لخدمة الكلوريد، قم بالترقية من 304/316 من الفولاذ المقاوم للصدأ إلى 317L، أو الفولاذ المقاوم للصدأ المزدوج (2205)، أو سبائك 6-مولي (AL-6XN). بالنسبة لأقصى درجات التعرض للكلوريد (>2,000 جزء في المليون في السائل)، تكون إدخالات كربيد السيليكون أو السيراميك الألومينا محصنة ضد هجوم الكلوريد وتوفر أطول عمر خدمة.
س: كم مرة يجب استبدال فوهات FGD؟
ج: تعتمد فترات الاستبدال على احتكاك العجين، وضغط التشغيل، واختيار المواد. كقاعدة عامة:
- 316 لتر من الفولاذ المقاوم للصدأ في خليط الحجر الجيري بنسبة 15٪ وزن: 8,000–12,000 ساعة
- 17-4 درجة حموضة ضد المقاوم للصدأ: 15,000–20,000 ساعة
- كربيد السيليكون أو سيراميك الألومينا: 40,000–60,000 ساعة
بدلا من استخدام فترات زمنية ثابتة، نفذ استبدال يعتمد على الحالة بسبب انحراف معدل التدفق >10–15٪ أو تغيير زاوية الرش >10° عن خط الأساس المثبت.
س: لماذا تسد بعض الفوهات حتى مع الترشيح الصحيح في أعلى التيار الصحيح؟
ج: غالبا ما يكون انسداد فوهات FGD ناتجا عن تقشر الجبس وليس بسبب انسداد المواد الصلبة المعلقة. في المناطق منخفضة السرعة المحلية داخل الفوهة (دوامات إعادة التدوير، المناطق الميتة)، يمكن أن يتسرب الجبس ويتراكم تدريجيا. هذا أكثر شيوعا في أنظمة الأكسدة القسرية حيث يكون تشبع الجبس مرتفعا. يمكن أن يقلل التنظيف الحمضي الدوري (حمض الهيدروكلوريك المثبط) أو الغسل الوقائي للماء خلال فترات الحمل المنخفض من التغطية. لمشاكل التدرج المزمن، فكر في الفوهات ذات المسارات الداخلية الانسيابية (تصاميم مماسية) أو أحجام فتحات أكبر قليلا للحفاظ على سرعة أعلى ومنع الترسيب.
9. الخاتمة
اختيار النوع الأمثل من الفوهة والمادة لأنظمة إزالة الكبريت من غاز المداخن يتطلب موازنة كفاءة إزالة SO₂، وعمر التآكل، ومقاومة الانسداد، وإجمالي تكلفة الملكية. من خلال بيانات الميدان والمقارنات جنبا إلى جنب عبر تركيبات FGD على نطاق المرافق، يمكننا استخلاص إرشادات الاختيار التالية:
-
للتطبيقات عالية الكفاءة (إزالة >95٪ SO₂) مع جودة العجين المتحكم بها جيدا: توفر فوهات المخروط المجوفة بحجم 316 لتر أو 17-4 درجة حموضة ستانلس استينل أفضل جودة وأداء نقل كتلة. خطط لفترات استبدال تتراوح بين 8,000 إلى 15,000 ساعة.
-
للصيانة عالية الصلب أو الصلبة أو الصيانة ذات الميزانية المحدودة: توفر الفوهات الحلزونية مقاومة ممتازة للانسداد وعمر تآكل أطول مقابل قطرات أكثر خشونة قليلا. مناسبة لأنظمة FGD الصناعية التي تستهدف إزالة 90–95٪.
-
لتحقيق أقصى عمر للتآكل في الخدمة الشديدة الكاشط: يمكن لفوهات الدخول المماسية المزودة بإدخالات من كربيد السيليكون أو الألومينا أن تحقق عمر خدمة يتراوح بين 40,000–60,000 ساعة. التكلفة الأعلى في البداية مبرر بانخفاض تكرار الانقطاعات وانخفاض تكلفة دورة الحياة في تطبيقات التدوير أو المواد الصلبة المرتفعة.