





تصميم فوهة مضادة للانسداد لتطبيقات السلري
تعلم كيفية اختيار وتحديد وصيانة الفوهات المقاومة للانسداد لأنظمة السوائل الكاشطة والمحملة بالجسيمات
جدول المحتويات
- [مقدمة: التكلفة الحقيقية لانسداد الفوهة] (#1-مقدمة)
- [ميزات التصميم الحرجة لمقاومة السداد](#2-ميزات التصميم الحرجة)
- [مقارنة أنواع الفوهة لخدمة السللري] (#3-مقارنة-نوع-فوهة)
- [اختيار المواد وتحليل عمر الاستخدام](#4-اختيار المواد)
- [منهجية اختيار النوع من الخليط المحدد] (#5-منهجية الاختيار)
- [أفضل ممارسات التركيب والترشيح والصيانة] (#6-التركيب والصيانة)
- [استكشاف مشاكل الانسداد الشائعة] (#7-استكشاف الأخطاء)
- [الأسئلة الشائعة](#8-الأسئلة الشائعة)
- الخاتمة والخطوات التالية
1. مقدمة: التكلفة الحقيقية لانسداد الفوهة
في تطبيقات العجين—سواء كنت تتعامل مع رماد الطيران، أو مخلفات التعدين، أو انزلاق السيراميك، أو نفايات معالجة الأغذية—فإن انسداد الفوهة ليس مجرد إزعاج. استنادا إلى بيانات ميدانية من أكثر من 200 منشأة صناعية وثقناها، فإن فترات التوقف غير المخطط لها بسبب انسداد الفوهات تكلف المرافق في المتوسط من 2,400 إلى 8,500 دولار لكل حادثة عند احتساب خسائر الإنتاج، والعمالة الطارئة، ومشاكل الجودة.
ما الذي يجعل تطبيقات السلري تحديا فريدا: على عكس المياه النظيفة أو السوائل المتجانسة، تحتوي العجينات على مواد صلبة معلقة يمكن أن تتراوح من 5٪ إلى أكثر من 60٪ بالوزن. تخلق هذه الجسيمات ثلاثة أوضاع فشل متزامنة: انسداد فيزيائي عند الفتحة، تآكل كاشط يغير معامل التدفق مع مرور الوقت، وتراكم الجسيمات في مناطق منخفضة السرعة أعلى الفوهة.
يعالج هذا الدليل جميع أوضاع الفشل الثلاثة. ستتعلم كيفية تحديد الفوهات ذات المقاومة الكامنة للانسداد، وحساب الحد الأدنى لحجم الفتحة لتوزيع الجسيمات، واختيار المواد التي توازن بين عمر التآكل وخطر الهشاشة، وتطبيق استراتيجيات ترشيح لا تدفع المشكلة فقط إلى الأعلى. في النهاية، سيكون لديك منهجية قابلة للتكرار لاختيار الفوهة تقلل من الصيانة غير المخططة بنسبة 60-80٪ بناء على دراسات الحالة التي نتبعها.
من يجب أن يقرأ هذا: إذا كنت مسؤولا عن أنظمة غسل الخزانات التي تتعامل مع المواد الصلبة الترسيبية، والتبريد بالتبخر في معالجة المعادن، والتجفيف بالرش باستخدام المواد الكاشطة، وتطبيقات الطلاء ذات المحتوى العالي من الصلبة، وقمع الغبار في التعامل مع المواد السائبة، أو أنظمة التنظيف في معالجة غاز المداخن، فإن هذا الدليل يوفر أطر اتخاذ القرار التي يمكنك تطبيقها فورا.
{kind=link}
2. الميزات التصميمية الحرجة لمقاومة الانسداد
ليست كل الفوهات متساوية عندما يتعلق الأمر بخدمة السلوري. من خلال تحليل تقارير الأعطال عبر الصناعات، تميز خمس خصائص تصميم الفوهات التي تعمل بشكل موثوق عن تلك التي تسد خلال ساعات.
2.1 قطر الممر الحر: قاعدة 3x
أهم مواصفة لمقاومة الانسداد هي قطر الممر الحر—وهو الحد الأدنى لمسار التدفق غير المعوق عبر جسم الفوهة والفتحة. القاعدة العملية من خبرة الميدان: يجب أن يكون ممرك الحر على الأقل 3 أضعاف حجم الجسيمات D₉₀ (وهو الحجم الذي تسقط 90٪ من الجسيمات تحته).
على سبيل المثال، إذا كان العجينة تحتوي على جزيئات الحجر الجيري بحجم D₉₀ = 800 ميكرون (0.8 مم)، حدد فوهات بمرور حر لا يقل عن 2.4 مم. النزول إلى أقل من 3 أضعاف يزيد من احتمال الانسداد بشكل كبير. في أحد أنظمة معالجة رماد الفحم قمنا بتقييمه، قلل التحول من فتحات بحجم 2 مم (2.5x D₉₀) إلى 3 مم (3.75x D₉₀) من 14 ملم شهريا إلى أقل من 2.
لماذا لا تستخدم فتحات أكبر فقط؟ الفتحات الأكبر توفر أنماط رش أكثر خشونة وتتطلب معدلات تدفق أعلى للحفاظ على التغطية. المقابل الهندسي: تحتاج إلى أصغر فتحة توفر مرور حر كاف لتوزيع حجم الجسيمات.
2.2 مسار التدفق الداخلي المبسط
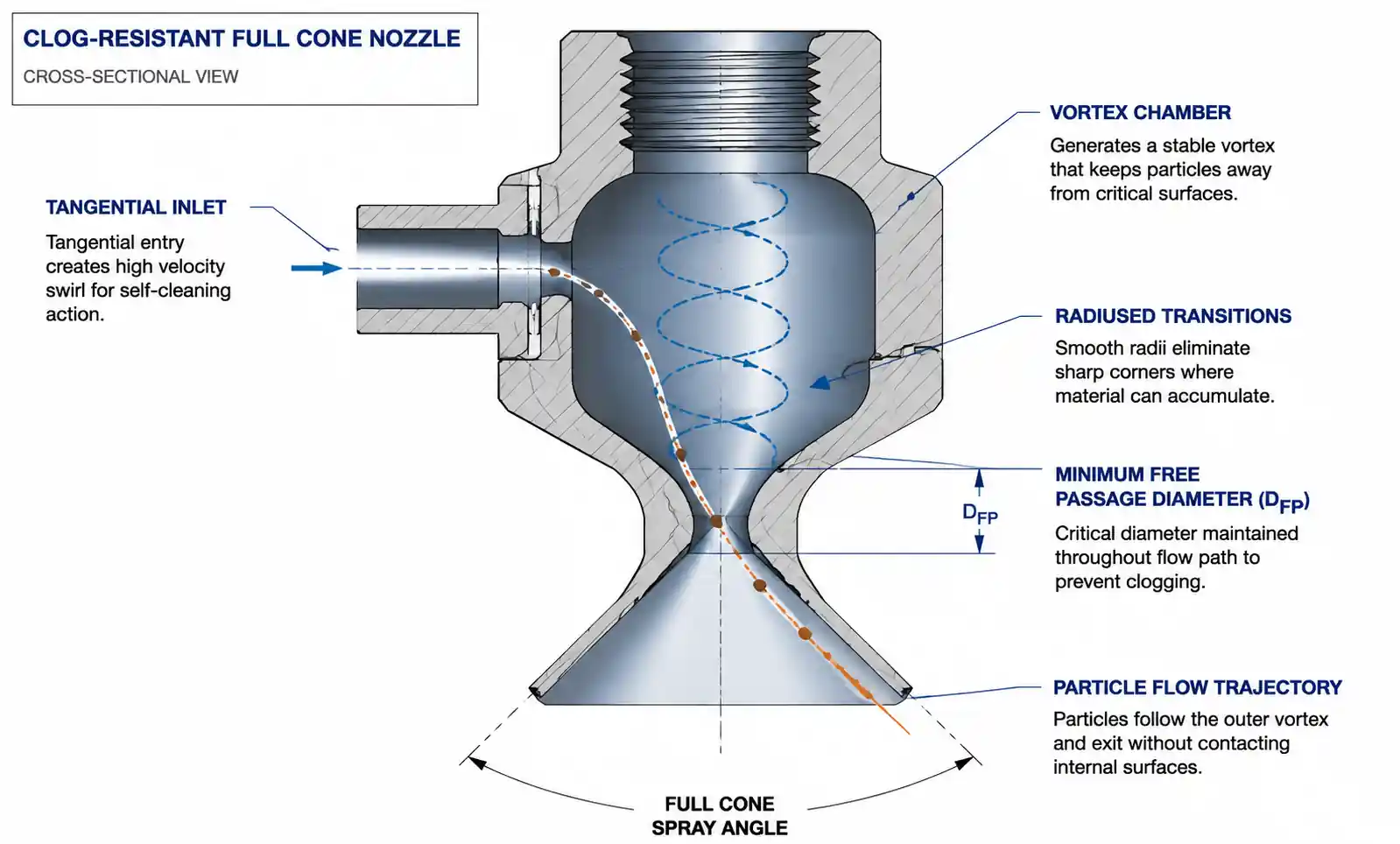
افحص الهندسة الداخلية بعناية. الفوهات ذات الزوايا الحادة، أو المناطق الميتة، أو التوسعات المفاجئة تخلق مناطق منخفضة السرعة حيث تستقر الجسيمات وتتراكم. تتميز فوهات العجينات الفاخرة بانتقالات داخلية شعاعية بالكامل دون تغييرات مفاجئة في الاتجاه.
فوهات الدوامة لخدمة الملاط تستخدم مدخل مماسي يحافظ على الجزيئات معلقة عبر عمل طرد مركزي حتى تخرج. لقد وثقنا معدلات انسداد أقل بكثير مع فوهات المخروط الكاملة ذات الدخول المماسي مقارنة بتصاميم الإدخال المحوري في نفس الخدمة — أي انخفاض يقارب 4-5 أضعاف في تكرار الانسداد عند التعامل مع خليط الكاولين الصلب بنسبة 30٪.
2.3 هندسة الفتحة ذاتية التنظيف
بعض التصاميم المتقدمة تتضمن ميزات التنظيف الذاتي. على سبيل المثال، بعض فوهات المخروط الكاملة تولد دوامة عالية السرعة عند الفتحة التي تمر باستمرار بفتحة الفتحة. في الخدمة الكاشطة، فإن التآكل الطفيف الناتج عن ذلك يحافظ فعليا على الفتحة بدلا من السماح بتراكم الجسيمات غير المتماثل الذي قد يشوه نمط الرش.
ابحث عن فوهات تسوق خصيصا للخدمة "الليفية" أو "عالية الصلبة"—فعادة ما تحتوي هذه الفوهات على تصاميم فتحات مصممة لرفض الجسيمات الفاصلة.
2.4 الإدخالات القابلة للإزالة مقابل البناء من قطعة واحدة
بالنسبة لخدمة السائل، توفر تصاميم الإدخالات الملولبة مزايا صيانة كبيرة. عندما تسد الفتحة، يمكنك إزالة الإدخال فقط للتنظيف أو الاستبدال بالموجات فوق الصوتية بدلا من إزالة كامل مجموعة الفوهة. هذا يقلل من وقت الصيانة بنسبة 60-70٪ ويسمح لك بالاحتفاظ بإدخالات احتياطية معايرة في المخزون.
ومع ذلك، تخلق تصاميم الإدراج واجهة إضافية يمكن أن تتراكم فيها الجسيمات. حدد الإدخالات ذات أختام O-ring وتلامس محيطي كامل لمنع قنوات التجاوز (Passpass).
2.5 سرعة تفريغ عالية
! 2-فوهة-داخلية-مسار-مقطع عرضي
{kind=link}
ضمن حدود تطبيقك، فإن سرعة تفريغ الفوهة الأعلى تقلل من ميل الانغلاق. الفيزياء: سرعة الخروج الأعلى تحافظ على تعليق الجسيمات وتمنع الاستقرار عند الفتحة. عمليا، عادة ما ينتج التشغيل عند 50 رطل لكل بوصة مربعة أنماط رش أكثر استقرارا في خدمة الملاط مقارنة ب 20 رطل لكل بوصة مربعة بنفس حجم الفتحة.
المقابل: زيادة السرعة تزيد من قوة الاصطدام ومعدل التآكل. بالنسبة للجسيمات المعلقة (التي لا تستقر)، تمثل سرعات 15-25 م/ث (ضغط التفريغ 20-60 PSI) النقطة المثالية العملية لمعظم تطبيقات العجينة.
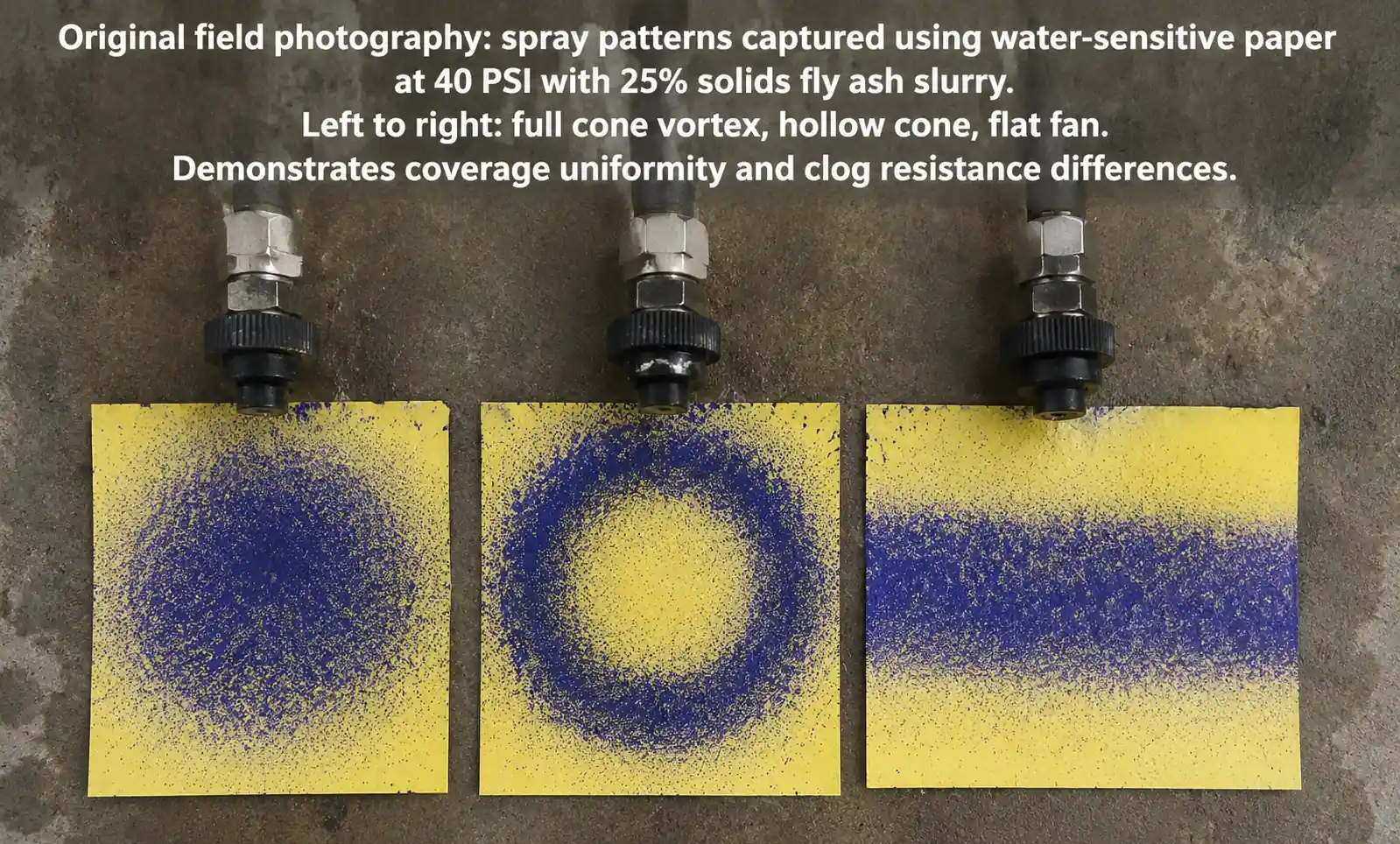
3. مقارنة أنواع الفوهة لخدمة السلال
ليست كل أنماط الرش تتعامل مع العجينات بنفس الجودة. إليك مقارنة بناء على بيانات الأداء الميداني:
| نوع الفوهة | المرور الحر | مقاومة الانسداد | معدل التآكل | أفضل تطبيقات السلاري | القيود |
|---|---|---|---|---|---|
| مخروط كامل (نمط الدوامة) | ممتاز (2-10 مم نموذجي) | ممتاز | متوسط | غسل الخزانات، كبح الغبار، تبريد الغاز، الرش العام | يتطلب ضغطا أعلى للتذرية الدقيقة |
| مخروط أجوف | جيد (1.5-6 مم نموذجي) | جيد | متوسط-عالي | التبريد بالتبخر، الفرك (يفضل تغطية المحيط) | يمكن أن تكون الفتحة المركزية صغيرة؛ تحقق من فتحات اللمس |
| مروحة مسطحة | فير-جود (1-8 مم) | فير-جود | عاليا (عند الأطراف) | التنظيف، الطلاء (ولكن فقط باستخدام العجينة المصفاة جيدا) | الفتحة الإهليلجية أكثر عرضة للانسداد غير المتماثل |
| تذمر الهواء (خليط خارجي) | ممتاز (سائل: 2-8 مم) | ممتاز | منخفض (إذا تم اختياره بشكل صحيح) | رش ناعم من مخلطات عالية اللزوجة، طلاء | يتطلب هواء مضغوطا؛ الإعداد المعقد |
| لولب / دوامة | جيد (2-6 مم) | جيد | متوسط | تكييف غازات المداخن، الترطيب | أقل شيوعا في الخدمة الكاشطة |
| نفاثة بسيطة / تجويف مستقيم | ممتاز (3-15 مم) | ممتاز | مرتفع جدا | الرش المطلوب بالحد الأدنى؛ الغسل بالماء (الغسل بالماء اليدوي؛ تطبيقات التدفق العالي | لا يوجد تذرية؛ التيار الصلب أو الرش الخشن |
رؤى رئيسية من بيانات الميدان: فوهات دوامة المخروط الكاملة مع دخول مماسي تمثل أفضل خيار شامل لتطبيقات الخليط التي تتطلب الذرة. تجمع بين المرور الحر الكبير وحركة التنظيف الذاتي. في اختبار مقارنة أجريناه في دائرة إزالة المياه للتعدين (35٪ صلبة)، كانت فوهات المخروط الكاملة تردد انسداد 1/6 تكرار الانسداد لفوهات المروحة المسطحة بنفس معدل التدفق.
متى تختار تبخير الهواء: إذا كنت بحاجة إلى قطرات دقيقة (أقل من 200 ميكرون) من خليط عالي اللزوجة أو عالي الصلبة، فإن فوهات التبخير الهوائية الخارجية المختلطة تتفوق لأن الممر السائل يمكن أن يكون كبيرا جدا (3-5 مم) مع إنتاج رذاذ ناعم عبر فعل القص للهواء المضغوط. لقد شهدنا تطبيقات ناجحة في تجفيف شرائح السيراميك بالرش التي تحتوي على 55٪ من المواد الصلبة.
{kind=link}
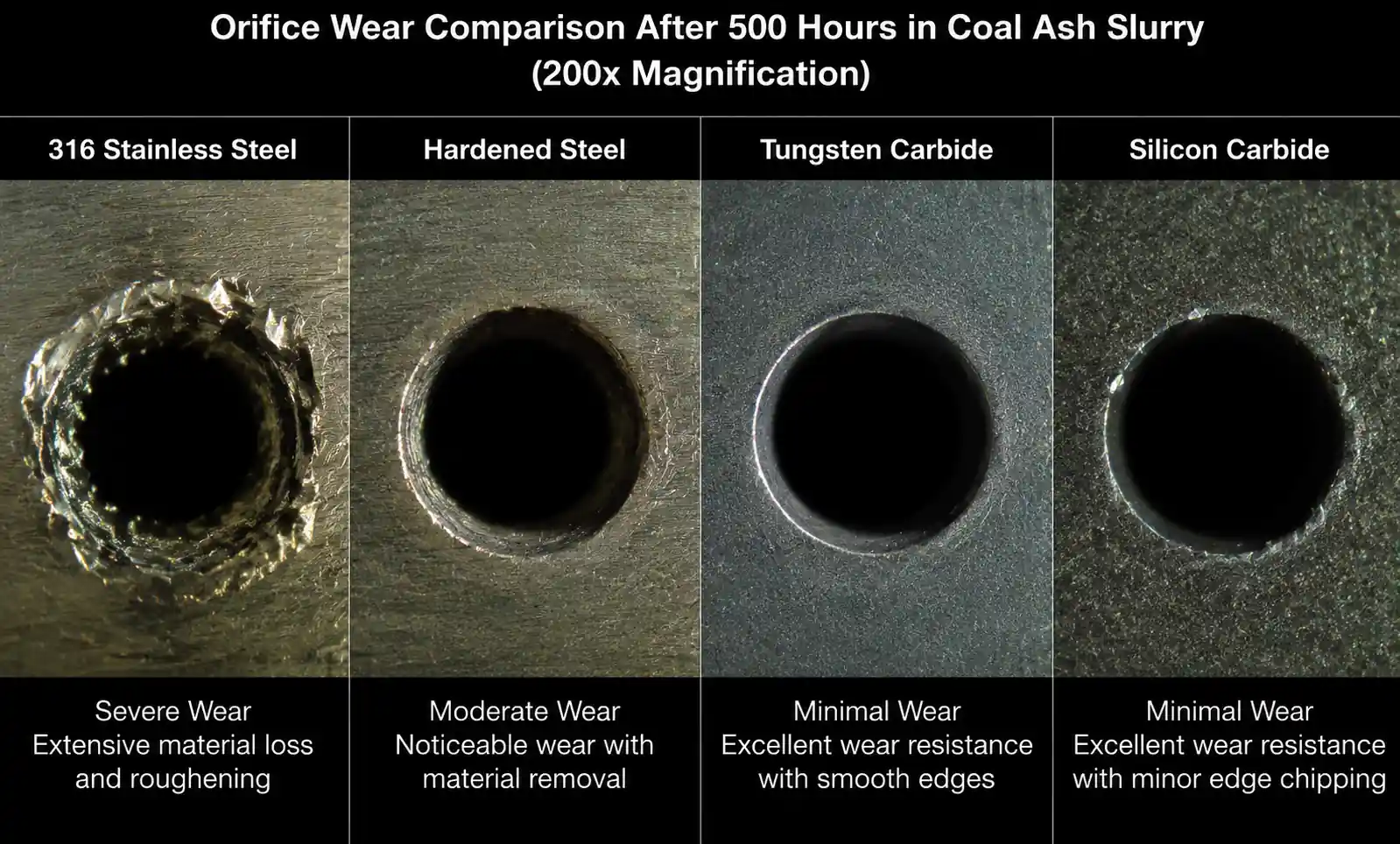
4. اختيار المواد وتحليل عمر التآكل
التصميم المقاوم للانسداد لا يعني شيئا إذا كان التآكل الكاشط قد كبر فتحتك بنسبة 20٪ في الأسبوع الأول. يجب أن يوازن اختيار المادة بين مقاومة التآكل والتكلفة والهشاشة.
مقارنة أداء المواد 4.1
| المادة | الصلابة النسبية (موها) | عمر التآكل النسبي (الأساس = 316 SS) | مضاعف التكلفة مقابل 316 SS | مخاطر الهشاشة | أفضل التطبيقات |
|---|---|---|---|---|---|
| 316 الفولاذ المقاوم للصدأ | ~5.5 | 1x (خط الأساس) | 1x | منخفض جدا | العجينات الخفيفة الكاشطة (< 20٪ من المواد الصلبة، والجسيمات اللينة) |
| فولاذ PH مقسى 17-4 | ~6.5 | 3-4x | 1.3-1.5x | منخفض | خدمة كاشطة معتدلة؛ توازن جيد بين التكلفة والأداء |
| كربيد التنجستن | ~9 | 15-25x | 8-12x | متوسط | خدمة عالية الاحتكاك؛ سوائل محملة بالجسيمات؛ الجري الطويل |
| كربيد السيليكون (SiC) | ~9.5 | 20-40x | 6-10x | هاي | خدش شديد؛ العجينات الحمضية؛ تجنب ارتفاعات الضغط |
| سيراميك الألومينا (Al₂O₃) | ~9 | 10-15x | 4-7x | هاي | كيميائي + احتكاك؛ تجنب الصدمات/الصدمة الحرارية |
| سبائك الكوبالت | ~8 | 8-12x | 5-8x | منخفض | درجة حرارة عالية + احتكاك؛ تطبيقات الاحتراق |
حساب إجمالي تكلفة الملكية (TCO) 4.2
التكلفة الأولية تروي جزءا فقط من القصة. احسب تكلفة التكلفة كالتالي:
TCO = (سعر الشراء + عمالة التركيب) + (تكرار الاستبدال × [الشراء + العمالة + تكلفة التوقف])
مثال: فوهة تنظيف رماد الطيران، أفق تخطيط لمدة 12 شهرا، توقف الاستبدال لمدة 8 ساعات عند خسارة إنتاج 3,000 دولار لكل حدث:
-
316 SS Option: شراء بقيمة 85 دولار، يحتاج إلى استبدال كل 3 أشهر
تكلفة التكلفة = 85 دولارا + 200 دولار تثبيت + 3 × (85 دولارا + 200 دولار + 3000 دولار) = 10,140 دولار -
خيار كربايد السيليكون: شراء بقيمة 650 دولار، يحتاج إلى استبدال كل 15 شهرا
تكلفة التكلفة = 650 دولار + 200 دولار تثبيت + 0 × (خلال 12 شهرا) = 850$
في هذا السيناريو، المادة الفاخرة تدفع تكاليفها رغم أنها تكلف 7.6 ضعف مقدما. يفترض هذا التحليل وجود ترشيح صحيح—فبدون ترشيح كاف، حتى الفوهات الخزفية ستفشل مبكرا.
4.3 إدارة الهشاشة
المواد السيراميكية والكربيد هشة. ستتشقق إذا تعرضت لارتفاعات ضغط أو مطرقة ماء أو صدمة حرارية أو صدمة ميكانيكية أثناء التركيب. تدابير الوقاية الميدانية:
- تركيب صمامات تخفيف الضغط مضبوطة بنسبة 20٪ فوق ضغط التشغيل الطبيعي
- تنفيذ تسلسلات البدء الناعم (ضغط المنحدر على مدى 10-15 ثانية)
- لا تشد الفوهات السيراميكية بأدوات الصدمات—استخدم مفاتيح عزم الدوران بنسبة 60-70٪ من مواصفات الشركة المصنعة
- فوهات التسخين المسبق عند رش السوائل فوق 140°F (60°C) لتجنب الصدمة الحرارية
من خلال تجربتنا، حوالي 15٪ من "أعطال" فوهة السيراميك هو في الواقع تلف تركيب وليس تآكل.
{kind=link}
5. منهجية اختيار المحلول الخاص
اتبع هذه العملية خطوة بخطوة لتحديد فوهات مقاومة للانسداد لتطبيقك.
الخطوة 1: وصف الخليط الخاص بك
وثق هذه المعايير — فهي تدفع كل قرار لاحق:
- توزيع حجم الجسيمات: D₁₀، D₅₀، D₉₀ (يمكن الحصول عليه من تحليل الحيود بالليزر إذا كان متاحا)
- تركيز المواد الصلبة: نسبة الوزن ونسبة الكتلة
- صلابة الجسيمات: مقياس موهس
- خصائص السائل: اللزوجة، الكثافة، الرقم الهيدروجيني، درجة الحرارة
- سرعة الترسيب: إذا استقرت الجسيمات بسرعة، تحافظ على سرعة تدفق أعلى
- المحتوى الليفي: الألياف الطويلة تعبر الفتحات بسهولة أكبر من الجسيمات الكروية
إذا لم تكن لديك بيانات حجم الجسيمات، استخدم هذه التقديرات المحافظة: بالنسبة لمواد التعدين، افترض D₉₀ = 1-2 مم؛ بالنسبة لرماد الطيران، افترض D₉₀ = 300-600 ميكرون؛ بالنسبة لمعالجة الأغذية، افترض D₉₀ = 500-1500 ميكرون.
الخطوة 2: حساب الحد الأدنى للعبور الحر
الحد الأدنى للمرور الحر = 3 × D₉₀ حجم الجسيم
أضف عامل أمان بنسبة 20٪ إذا كان العجين يحتوي على مادة ليفية أو إذا كان من الممكن تراكم الجزيئات.
مثال: خليط الفحم مع D₉₀ = 850 ميكرون
الحد الأدنى للمرور الحر = 3 × 0.85 مم = 2.55 مم → حدد الحد الأدنى للفتحة 3.0 مم
الخطوة 3: تحديد معدل التدفق المطلوب والتغطية
استنادا إلى تطبيقك (التبريد، الغسيل، كبح الغبار، الطلاء)، احسب:
- معدل تدفق السوائل الكلي (لتر/دقيقة أو GPM)
- مساحة التغطية (متر مربع أو قدم مربع)
- ارتفاع الرذاذ (المسافة من الفوهة إلى الهدف)
- نطاق حجم القطرات المقبول
استخدم حسابات التداخل القياسية للرش: للحصول على تغطية موحدة مع فوهات مخروطية كاملة، فقطر الرش × 1.0-1.3 عند مستوى الهدف. التباعد القريب يزيد من التجانس لكنه يزيد التكلفة.
الخطوة 4: اختر نوع الفوهة والضغط
راجع جدول المقارنة في القسم 3. لمعظم تطبيقات العجينة:
- الرش/الغسيل العام: دوامة مخروطية كاملة، 30-60 PSI
- التبريد بالتبخير: تذمر مخروط أو هواء مجوف، 40-80 رطل لكل بوصة مربعة (إذا كانت هناك حاجة لقطرات دقيقة)
- الطلاء والتوزيع المتساوي: تذمر كامل المخروط أو الهواء (خليط مفلتر)، 25-50 رطل لكل بوصة مربعة
- التدفق العالي/الحد الأدنى من التذرية: مخروط كامل نفاث أو واسع الفتحة، 15-40 رطل لكل بوصة مربعة
التحقق المتقاطع: عند الضغط الذي اخترته، هل معدل تدفق الشركة المصنعة (من Q = Cv × √صيغة P) يفي بمتطلبك مع الحد الأدنى من فتحة المرور الحر؟
الخطوة 5: اختر المادة بناء على بيئة الاستخدام
استخدم جدول القسم 4.1 كنقطة بداية:
- الجسيمات اللينة (< 4)، < 25٪ صلبة: 316 SS أو الفولاذ المقسى - احتكاك معتدل (موه 4-6)، 25-50٪ صلبة: كربيد التنجستن أو سيراميك الألومينا - احتكاك شديد (موهس 6+)، > 50٪ صلبة: كربيد السيليكون
إجراء تحليل TCO (القسم 4.2) للحصول على القرار النهائي.
الخطوة 6: حدد الترشيح
حتى مع الممرات الحرة الكبيرة، تحتاج إلى ترشيح في الأعلى لإزالة الجسيمات والحطام الكبير. حدد المصفاة أو الفلاتر على:
- حجم الشبكة = نصف إلى ثلث ممر الفوهة الخالي من الفوهة
- لفوهة الممر الحر بقطر 3 مم → فلتر 1-1.5 مم (16-10 شبكة)
الأهمية: حدد حجم الفلتر لتناسب مساحة تدفق مناسبة. خطأ شائع هو استخدام أغلفة فلتر صغيرة جدا وتسد أسرع من الفوهات. يجب أن تكون مساحة تدفق الفلتر على الأقل 3-5× من إجمالي مساحة فتحة الفوهة.
الخطوة 7: تخطيط التركيب والوصول
صمم أنابيبك بحيث يمكن إزالة الفوهات وفحصها دون تفريغ النظام بالكامل. تشمل:
- صمامات عزل لكل مشعب فوهة
- مساحة وصول واضحة (خلوص لا يقل عن 150 مم / 6 إنشات)
- وصلات التدفق إلى خطوط التدفق العكسي قبل الإغلاق
{kind=link}
6. أفضل ممارسات التركيب والترشيح والصيانة
التركيب والصيانة الصحيحة تمدد عمر الفوهة بمقدار 2-3 أضعاف مقارنة بطرق "التثبيت والنسيان".
قائمة التحقق من التركيب 6.1
- عزم الدوران حسب المواصفات: الشد الزائد يسبب تشققات إجهاد في الفوهات السيراميكية؛ يسبب نقص الشد التسربات والاهتزاز
- استخدم مادة العزل الصحيحة: شريط PTFE أو معجون مصنف حسب درجة الحرارة والبيئة الكيميائية. طبقها على الخيوط الذكرية فقط، مع الحفاظ على نظافة الخيط الأول أو الخيطين لتجنب التلوث
- توجيه الفوهات بشكل صحيح: حدد اتجاه الرش المقصود؛ تحقق من أن فوهات المدخل المماسية تدور بشكل صحيح بالنسبة للتدفق
- اختبار الضغط تدريجيا: الانتقال من 0 إلى ضغط التشغيل خلال 30-60 ثانية لتجنب المطرقة المائية
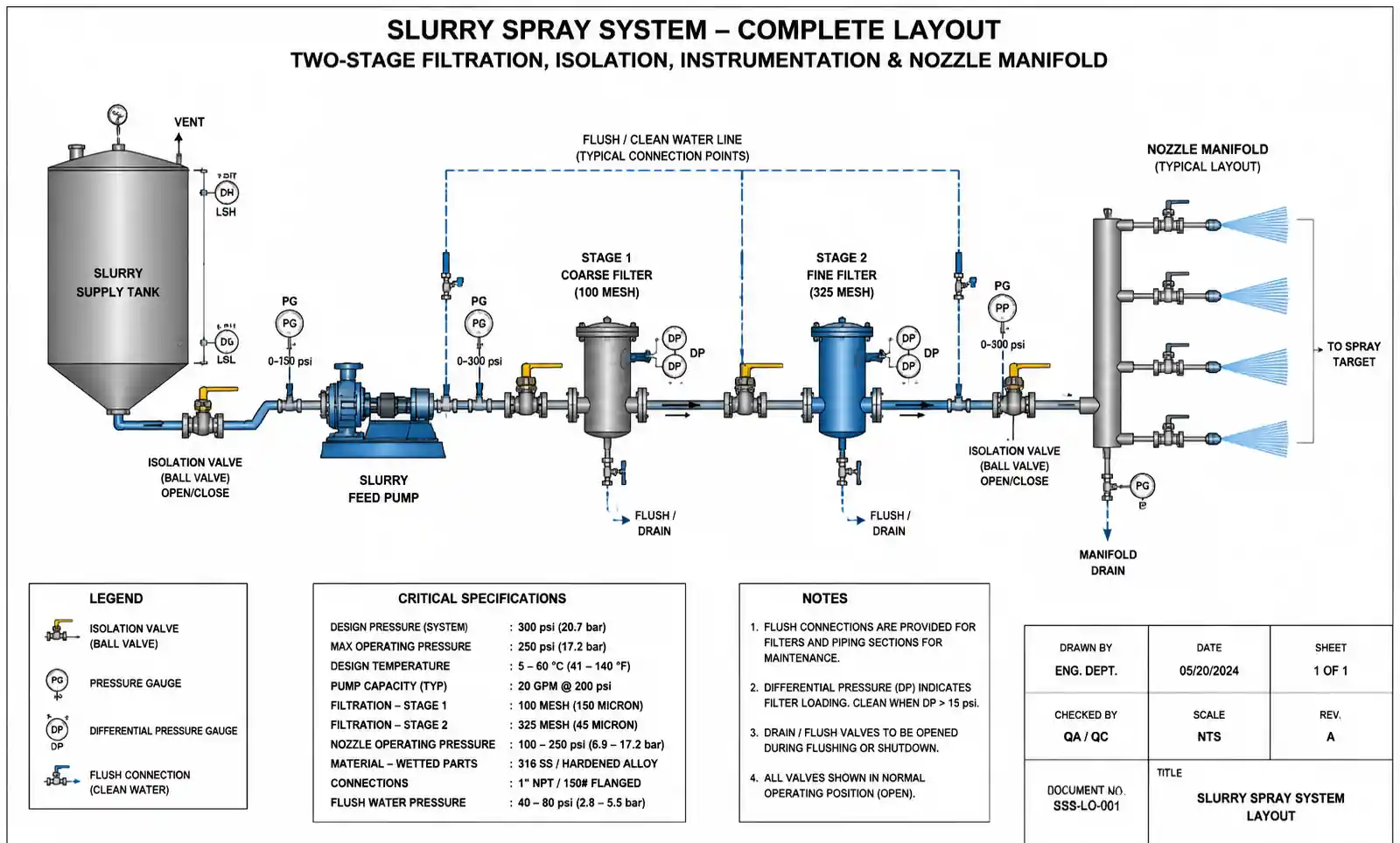
تصميم نظام الترشيح 6.2
نظام الترشيح الخاص بك هو خط دفاعك الأول. نوصي باتباع نهج من مرحلتين:
المرحلة 1 – مصفاة خشنة (أعلى المضخة):
- يزيل الحطام > 3-5 مم
- تحمي المضخة من التلف
- عادة مصفاة سلة، قابلة للتنظيف دون إيقاف
المرحلة 2 – مرشح دقيق (قبل مشعب الفوهة مباشرة):
- حجم الشبكة = 1/3 إلى نصف ممر الفوهة الخالي
- مصفاة Y أو فلتر السحب التلقائي
- مقياس ضغط تفاضلي للدلالة على انسداد
الحجم الحرج: لنظام يحتوي على 10 فوهات، كل منها بفتحة 3 مم، المساحة المفتوحة الإجمالية ≈ 70 مم². يجب أن يكون الفلتر الدقيق لديك بمساحة مفتوحة لا تقل عن 210-350 مم² (3-5× عامل أمان).
6.3 بروتوكول الصيانة التنبؤية
لا تنتظر انسدادا كاملا. تنفيذ هذه الممارسات المراقبة:
اختبار معدل التدفق (شهري):
قس معدل التدفق الفعلي مقابل منحنى الشركة المصنعة. إذا انخفض التدفق > 10٪، تحقق من ذلك. زيادة التدفق تشير إلى التآكل؛ يشير انخفاض التدفق إلى فقدان جزئي للانسداد أو الضغط في الأعلى.
فحص نمط البخاخ البصري (أسبوعي):
ابحث عن عدم التماثل، فقدان التذرية، أو انحراف التيار—كلها تشير إلى تلف في الفتحة أو انسداد جزئي.
تتبع معدل الاستهلاك:
للتطبيقات الحرجة، حدد جدول استبدال بناء على التآكل المقاس. مثال: إذا زاد 316 فوهة SS في خدمتك تدفق التدفق بنسبة 15٪ بعد 800 ساعة، جدولة الاستبدال قبل 700 ساعة من تدهور النمط تؤثر على جودة العملية.
تكرار الفحص الموصى به:
| شدة التطبيق | الفحص البصري | اختبار التدفق | إزالة الفوهة والفحص |
|---|---|---|---|
| احتكاك منخفض (< 20٪ من المواد الصلبة، الجزيئات اللينة) | شهري | ربع سنوي |
6.4 تقنيات التنظيف
عندما تسد الفوهات:
- التدفق العكسي: يمكن للتدفق العكسي عند 1.5-2× أن يتجاوز الانسدادات اللينة
- التنظيف بالموجات فوق الصوتية: 20-30 دقيقة في حمام فوق صوتي يزيل الترسبات المعدنية والتراكم العضوي
- التنظيف الكيميائي: بالنسبة للمقياس المعدني، استخدم الحمض المناسب (مثلا، حمض الستريك 10٪ لكربونات الكالسيوم)؛ للتلوث العضوي، استخدم المغسلة القلوية
- التنظيف الميكانيكي (الملاذ الأخير): فرش نحاسية ناعمة أو أعواد خشبية فقط—لا تستخدم أدوات فولاذية تخدش الفتحة أبدا
! 6 نقاط فوهة للصيانة والتفتيش
{kind=link}
لا تحاول أبدا حفر فتحة مسدودة. ستدمر الهندسة الدقيقة. إذا فشل التنظيف بالموجات فوق الصوتية والكيميائية، استبدل الإدخال أو الفوهة.
7. استكشاف مشاكل الانسداد الشائعة
حتى الأنظمة المصممة جيدا تواجه مشاكل. استخدم جدول التشخيص هذا:
| الأعراض | السبب الجذري المحتمل | اختبار تشخيصي | الحل |
|---|---|---|---|
| انسداد خلال ساعات من بدء التشغيل | فتحة صغيرة جدا لحجم الجسيمات | تحقق من نسبة D₉₀ مقابل نسبة الممر الحر | ارفع الحجم إلى 3-4× D₉₀ كحد أدنى |
| انخفاض تدريجي في التدفق على مدى أيام | تراكم القشرة المعدنية | إزالة الفوهة؛ افحص الرواسب البيضاء/البنية | التنظيف الكيميائي؛ تعديل الرقم الهيدروجيني أو إضافة مثبط القشرة |
| انسداد عشوائي ومتقطع | الجسيمات أو الحطام الكبير الحجم | فحص الفلتر؛ جمع عينة أسفل المرشح | شد الترشيح (شبكة أصغر)؛ فحص التحلل في الأعلى |
| جميع الفوهات في منطقة واحدة تسد في نفس الوقت | انسداد المرشح أو حدوث تجاوز | تحقق من مرشح ΔP؛ فحص عنصر المرشح | تنظيف أو استبدال الفلتر؛ تحقق من وظيفة مقياس الضغط التفاضلي |
| تشوه نمط الرش بدون تغيير في التدفق | تآكل غير متماثل أو تلف جزئي في الفتحة | الفحص البصري للفتحة تحت التكبير | استبدال الفوهة؛ قيم ما إذا كان هناك حاجة لترقية المواد |
| زيادة معدل التدفق (بينما الضغط ثابت) | تآكل كاشط يتوسع الفتحة | قياس التدفق مقابل المواصفات الأصلية | استبدال الفوهة؛ فكر في مادة أكثر صلابة أو سرعة أقل |
| انسداد فقط بعد الإيقاف/إعادة التشغيل | استقرار الجسيمات في خطوط أثناء فترة التوقف | اختبار التصريف/التدفق | تركيب صمامات تصريف في نقاط منخفضة؛ السحب قبل إعادة التشغيل؛ زيادة الحد الأدنى لسرعة التدفق |
| انسداد مفاجئ كامل (فوهة واحدة) | جسم غريب عالق في الفتحة | إزالة وفحص | تحسين الترشيح في الأعلى؛ تحقق من وجود مقياس أنابيب أو حطام الحشية |
مثال حالة من بيانات الميدان:
كان نظام غسل خزان السرير المصنوع من الحجر الجيري يتعرض للانسداد كل يومين إلى ثلاثة أيام رغم استخدام فوهات فتحة بقطر 4 مم. كشفت التحقيقات أن D₉₀ كان في الواقع 1.5 مم (ضمن المواصفات)، لكن النظام كان يحتوي على حلقة إعادة تدوير حيث يخلق تجمع الجسيمات تجمعات تصل إلى 6 مم. الحل: إضافة خلاط عالي القص على الخط لتفكيك التجمعات، مما يقلل من D₉₀ الفعال إلى مستوى التصميم. انخفض عدد الأحداث الانسدادية إلى < واحدة شهريا.
8. الأسئلة الشائعة
س: كيف أحسب الحد الأدنى لحجم فتحة المحلول الخاص بي؟
ج: الحصول على تحليل حجم الجسيمات الذي يظهر D₉₀ (الحجم الذي تسقط تحته 90٪ من الجسيمات). اضرب D₉₀ في 3 للحصول على الحد الأدنى لقطر الممر الحر. بالنسبة للخلاطات الليفية، اضرب في 3.5-4. إذا لم تكن لديك بيانات حجم الجسيمات، استخدم اختبار منخل بشبكة 200 (75 ميكرون) كطريقة تقريبية — الجسيمات التي لا تتجاوز 200 شبكة تشير إلى أنك تحتاج على الأقل إلى فتحة لا تقل عن 225-300 ميكرون.
س: هل يمكنني استخدام فوهات المراوح المسطحة في تطبيقات السائل؟
ج: نعم، لكن بحذر. فوهات المروحة المسطحة لها فتحات بيضاوية أكثر عرضة للانسداد غير المتماثل. تعمل بشكل أفضل في العجينات ذات الجسيمات الصغيرة والمشتتة جيدا (D₉₀ < 300 ميكرون) وترشيح جيد في المجرى الأعلى. بالنسبة للمواد الصلبة الأعلى أو الجسيمات الأكبر، تكون فوهات المخروط الكاملة أكثر موثوقية.
Q: ما الفرق بين "المرور الحر" و"قطر الفتحة"؟
ج: العبور الحر هو الحد الأدنى للقطر غير المعوق عبر كامل مسار تدفق الفوهة الداخلي، بما في ذلك المدخل، وغرفة الدوامة، والفتحة. قطر الفتحة هو مجرد فتحة الخروج. بالنسبة لمقاومة الانسداد، المسار الحر هو المواصفة الحرة — قد يكون للفوهة فتحة 5 مم ولكن فقط 2 مم إذا كان هناك قيد في الأعلى.
س: كيف أعرف متى أستبدل فوهة بالية؟
ج: حدد تحملك بناء على متطلبات التطبيق. بالنسبة لتطبيقات التغطية (كبح الغبار، التبريد)، عادة ما يكون من المقبول زيادة تدفق بنسبة 15-20٪. للطلاء الدقيق أو التبريد بالتبخير حيث يكون حجم القطرة مهما، استبدلها عند زيادة تدفق تتراوح بين 8-10٪. قس التدفق عند ضغط ثابت وقارن مع منحنى الشركة المصنعة.
س: هل يجب أن أستخدم السحب العكسي اليدوي أم التلقائي؟
ج: بالنسبة للعمليات المستمرة ذات مخاطر الانسداد العالية (> 40٪ من المواد الصلبة، والجزيئات الدقيقة)، فإن أنظمة السحب التلقائي تدفع تكاليفها بسرعة. تدور عبر الفوهات أو مجموعات الفوهات، معكوسة التدفق لفترة وجيزة أو تطبق ضغط الهواء على الجسيمات النظيفة. يعمل التدفق العكسي اليدوي للعمليات الدفعية أو التطبيقات الأقل خطورة حيث يمكنك جدولة وقت التوقف.
س: هل يمكنني خلط مواد فوهة مختلفة في نفس النظام؟
ج: نعم، لكن حافظ على أحجام الفتحات ومعاملات التدفق ثابتة لضمان تغطية موحدة. استراتيجية شائعة: استخدام مواد فاخرة (كربيد، سيراميك) في المناطق الأكثر تآكلا ومواد قياسية في أماكن أخرى. وثق المواقع لتجنب الالتباس أثناء الصيانة.
س: ما الضغط الذي يجب أن أعمل عليه؟
ج: الضغط الأعلى (40-80 PSI) يوفر عملية تبذير وتنظيف ذاتي أفضل لكنه يزيد من معدل التآكل. الضغط المنخفض (20-40 PSI) يطيل عمر الفوهة لكنه قد يسمح بترسيب الجسيمات عند الفتحة. بالنسبة لمعظم تطبيقات السلوري، يوفر 30-50 PSI أفضل توازن. دائما حافظ على نطاق الضغط المصنف من الشركة المصنعة للفوهة.
س: كيف أمنع تلف فوهات السيراميك بمطرقة الماء؟
ج: ثلاث طرق: (1) تنفيذ التحكم في التشغيل الناعم الذي يرفع الضغط تدريجيا خلال 15-30 ثانية، (2) تركيب صمامات تخفيف الضغط مضبوطة بنسبة 15-20٪ فوق ضغط التشغيل الأقصى، (3) تصميم أنابيب لتقليل جيوب الهواء المحبوسة التي تسبب ارتفاعات ضغط عند الضغط. يجب تجنب الصمامات السريعة الإغلاق في أعلى الفوهات الخزفية أو ربطها بكاتم التيار الكهربائي.
9. الخاتمة والخطوات التالية
يعتمد التصميم الفعال لفوهات مضادة للانسداد لتطبيقات العجين في أربعة مبادئ هندسية: تحديد مرور حر كاف (3-4× حجم الجسيمات D₉₀)، اختيار أنواع الفوهات ذات مسارات تدفق انسيابية وهندسة تنظيف ذاتي، مطابقة صلابة المادة مع بيئة التآكل باستخدام تحليل TCO، وتنفيذ بروتوكولات الترشيح والصيانة المناسبة.
من خلال خبرتنا الميدانية في مجالات التعدين، والمعالجة الكيميائية، وتوليد الطاقة، وتطبيقات الغسيل الصناعية، تشهد المنشآت التي تطبق هذه المبادئ انخفاضا بنسبة 60-80٪ في وقت التوقف المرتبط بالانسداد وتمديد عمر خدمة الفوهة بمقدار 2-3× مقارنة باختيار الفوهة العام.
خطة عملك:
- حدد العجينة لديك – قم بتحليل حجم الجسيمات (على الأقل: D₁₀، D₅₀، D₉₀) ووثق تركيز المواد الصلبة، اللزوجة، وصلابة الجسيمات
- حساب الحد الأدنى للمواصفات – استخدم قاعدة 3× D₉₀ لتحديد متطلبات العبور الحر؛ حدد نوع الفوهة من مقارنة القسم 3
- إجراء تحليل TCO – استخدم النموذج في القسم 4.2 لمقارنة خيارات المواد؛ ضع في اعتبارك تكاليف التوقف الفعلية
- نظام الترشيح التصميمي – حجم المرشحات يتراوح بين ثلث إلى نصف الممر الحر مع عامل أمان لمنطقة تدفق 3-5×
- تنفيذ المراقبة – تحديد معدلات التدفق الأساسية وجدولة اختبارات منتظمة وفقا لتوصيات القسم 6.3
هل تحتاج إلى إرشادات خاصة بالتطبيق؟ إذا كنت تتعامل مع ظروف قاسية (> 60٪ من المواد الصلبة، المعادن شديدة الكاشط، درجات الحرارة > 200°F، أو مواد كيميائية قوية)، تواصل مع فريق هندسة التطبيقات لدينا لنمذجة التدفقات، وتوقعات عمر الاستهلاك، وتحليل توافق المواد. يمكننا أيضا تقديم اختبار أنماط الرش في الموقع وتدقيقات أداء الفوهات للتركيبات القائمة.
موارد إضافية:
- قم بتحميل أداة اختيار الفوهة المجانية لدينا لتطبيقات السلاري
- طلب بيانات اختبار التآكل لتركيب العجينة الخاص بك
- عرض فيديوهات مقارنة أنماط الرش لأنواع الفوهات المختلفة في التدفقات المحملة بالجسيمات
- تحديد موعد استشارة مع مهندسي التطبيقات الميدانيين لدينا
ابدأ بالاختيار الصحيح، وادعم ذلك بترشيح قوي، وحافظ على الصيانة بشكل استباقي—نظام مناولة العجين سيعمل بشكل أكثر موثوقية، وسيشكرك فريق الصيانة، وستعكس تكاليف التشغيل الفرق.