





رش المستحلب البارد في مصانع الصلب: تأثير اختيار الفوهة على التحكم في التسطح
جدول المحتويات
- [مقدمة: لماذا يحدد اختيار الفوهة جودة التسطح] (#1-مقدمة)
- [معايير الرش الحرجة في أنظمة مستحلب التدوير البارد] (#2-معايير الرش الحرجة)
- [مقارنة نوع الفوهة: أنظمة تذرير الهيدروليكي مقابل الهواء] (مقارنة نوع الفوهة #3)
- [كيف يؤثر تجانس الرذاذ مباشرة على تسطح الشريط] (#4-رذاذ-تجانس-تأثير)
- [تحسين حجم القطرات لنقل الحرارة وتوازن التزييت] (#5-تحسين-حجم قطرة)
- [اختيار المادة وتأثير التآكل على اتساق التسطح](#6-اختيار المواد)
- [تكوين التثبيت: تصميم الرأس وحسابات التداخل] (#7-install-configuration)
- [استكشاف أخطاء التسطح المرتبطة بأداء الفوهة] (#8-استكشاف الأخطاء)
- [الأسئلة الشائعة](#9-الأسئلة الشائعة)
- الخاتمة والخطوات التالية
1. مقدمة: لماذا يحدد اختيار الفوهة جودة التسطو
في عمليات الدرفلة الباردة، لا يعد تسطح الشريط مجرد مقياس جودة — بل يؤثر مباشرة على المعالجة اللاحقة، ورضا العملاء، ومعدلات الخردة. بينما تحظى تاج الرول العملي، والتحكم في التوتر، وصلابة الطاحونة باهتمام كبير، غالبا ما يصبح نظام رش المستحلب هو المتغير الذي يتم تجاهله. ومع ذلك، في خبرتنا الميدانية عبر عدة مطاحن درفلة، فإن التبريد أو توصيل التزييت غير المتسق يمثل 15–25٪ من عيوب الاستواء في الشريط البارد الرقيق المدرفل.
التحدي واضح: الانكماش الحراري غير المتساو عبر عرض الشريط يخلق إجهادات متبقية تظهر على شكل إبزيم مركزي، موجة حافة، أو ربع مشبك. عندما توفر الفوهات معدلات تدفق متغيرة بسبب التآكل، أو عندما تخلق أنماط الرش مناطق ساخنة أو جافة على سطح اللفة، تفقد قدرتك على الحفاظ على درجة حرارة الشريط وسمك فيلم التزييت الموحدة عبر قوس التلامس.
يتناول هذا الدليل اختيار الفوهة من منظور التحكم في التسطح. نركز على توحيد الرش، وتوزيع حجم القطرات، وثبات التدفق تحت تغير الضغط، وكيف يؤثر تآكل الفوهة تدريجيا على تدهور قدرتك على الاستواء. إذا كنت تعاني من مشاكل في التسطح ترتبط بدورات صيانة نظام المستحلب، سيساعدك هذا التحليل في تحديد السبب الجذري واختيار التكوين الأمثل للفوهة لجهاز الطحونة الخاص بك.
ما ستتعلمه:
- أي معلمات الرش لها أقوى ارتباط مع انحرافات التسطو
- كيفية حساب تباعد الفوهات والتداخل لتغطية اللف الموحدة
- اختيارات المواد والتصميم التي تحافظ على الأداء لأكثر من 2000+ ساعة تشغيل
- طرق استكشاف الأخطاء المصحبة ميدانيا لعيوب التسطو المرتبطة بأنظمة الرش
2. معايير الرش الحرجة في أنظمة المستحلب البارد
يتطلب توصيل المستحلب البارد الدرفل موازنة أربعة أهداف متنافسة: قدرة تبريد كافية، فيلم تزييت مستقر، استهلاك أقل قدر ممكن من المستحلب، وقبل كل شيء—توزيع موحد عبر طول البرميل بأكمله. المعايير التالية تحدد أداء النظام.
معدل التدفق وعلاقة الضغط
يتبع تدفق الفوهة Q = K × √P، حيث Q هو معدل التدفق، K هو معامل التدفق، وP هو ضغط الإمداد. هذه العلاقة التربيعي تعني أن مضاعفة الضغط تزيد فقط من التدفق بمقدار 1.41 مرة. من خلال تجربتنا، تخلق الطواحين التي تحاول تعويض الفوهات البالية برفع ضغط الرأس مشكلتين: أولا، لا تستعيد معدل التدفق الأصلي بالكامل؛ ثانيا، تغير زاوية الرش وتوزيع حجم القطرة، مما يغير من توحيد التغطية. قمنا بقياس مطحنة واحدة حيث قللت الفوهات المتآكلة التدفق بنسبة 30٪، وزيادة الضغط من 4 بار إلى 9 بار استعادت فقط 18٪ من التدفق المفقود—بينما في الوقت نفسه أضيق نمط الرش بمقدار 8 درجات.
زاوية الرش وعرض التغطية
عادة ما تعمل فوهات المروحة المسطحة الهيدروليكية بين زوايا رش بين 40° و110°. لتطبيقات طلاء البكرات، نوصي بزوايا 65–80° مع تداخل حواف بنسبة 15–25٪ بين الفوهات المتجاورة. الزوايا الأضيق تخلق أشرطة رطبة وجافة مميزة؛ الزوايا الأوسع تهدر المستحلب وتسبب مشاكل في الرذاذ. النقطة الحاسمة: زاوية الرش تقل مع تآكل الفوهات. قد تضيق الفوهة الخزفية التي تبدأ عند 75° إلى 68° بعد 1500 ساعة في الاستحلاب الكاشط، مما يقلل التداخل ويخلق مناطق غير مطلية تترجم مباشرة إلى أخطاء في التسطح.
{kind=link}
توزيع حجم القطرات
تتطلب أنظمة المستحلب البارد الدرفلة نهجا ثنائيا: حيث تخترق القطرات الأكبر (150–250 ميكرون) طبقة حدود الهواء وتوفر قدرة التبريد، بينما تشكل القطرات الصغيرة (50–100 ميكرون) طبقة التزييت. عادة ما تنتج الفوهات الهيدروليكية عند 3–6 بار Dv0.5 من 120–180 ميكرون؛ فوهات التذرير الهوائية تولد 30–80 ميكرون. أما النتيجة السطحية: إذا كانت خشنة جدا ستحصل على فيلم تزييت غير كاف، مما يؤدي إلى احتكاك أعلى وارتفاعات في درجة الحرارة في اللفافة؛ إذا كانت القطرات دقيقة جدا، ترتد القطرات عن سطح اللف أو تتبخر قبل تكوين الفيلم، مما يقلل من كفاءة التبريد ويخلق تدرجات حرارية.
قوة الاصطدام وسمك الفيلم
يعتمد سمك فيلم المستحلب على سطح لفة العمل على معدل التدفق وزخم الاصطدام. نستخدم العلاقة المبسطة: سمك الفيلم ≈ (Q / السرعة) / منطقة التغطية. توفر أنظمة الهيدروليكية منخفضة الضغط (2–4 بار) تدفقا كافيا لكنها قد لا تتجاوز طبقة حدود الهواء عند سرعات الدوران العالية (>1000 م/دقيقة). توفر أنظمة تذمر الهواء سرعة تصادم أعلى لكنها تتطلب تزويدا بالهواء المضغوط. للتحكم في الاستواء، المقياس الرئيسي هو تجانس الفيلم — معامل التغير يجب أن يكون أقل من 8٪ عبر أسطوانة اللف.
3. مقارنة أنواع الفوهة: أنظمة الهيدروليكي مقابل أنظمة التذرية الهوائية
الاختيار بين التذرير الهيدروليكي والهواء هو نقطة القرار الأولى. كل تقنية تقدم مزايا ومقايضة مميزة لتطبيقات الدرفلة الباردة.
| المعلمة | مروحة هيدروليكية مسطحة | تذمر الهواء | هيدروليكي مخروطي كامل | مخروط هيدروليكي مجوف |
|---|---|---|---|---|
| زاوية الرش النموذجية | 65–110° | 30–60° (قابل للتعديل) | 60–120° | 40–90° |
| حجم القطرة (Dv0.5) | 120–180 ميكرومتر @ 4 بار | 30–80 ميكرومتر @ سائل 4 بار + هواء 2 بار | 150–300 ميكرومتر | 100–200 ميكرومتر |
| استقرار معدل التدفق | ±3٪ (جديد) إلى ±12٪ (مرتدي) | ±2٪ مع هواء منظم | ±4٪ إلى ±15٪ | ±5٪ إلى ±18٪ |
| توحيد التغطية (CV٪) | 5–8٪ مع التداخل الصحيح | 3–6٪ | 10–15٪ (فقير للأسطح المستوية) | 12–20٪ (تأثير الدونات) |
| مقاومة الانسداد | ممرات متوسطة (25+ ميكرومتر) | الفتحة السائلة عالية (50+ ميكرومتر) | منخفض (تآكل عند الفتحة المركزية) | منخفض (يمكن إزعاجه بسهولة بالحطام) |
| الضغط التشغيلي النموذجي | 3–8 بار | سائل 2–6 بار + هواء 1.5–4 بار | 4–12 بار | 5–15 بار |
| موصى به للتحكم في التسطح | أفضل اختيار | ممتاز للمطاحن عالية السرعة | غير موصى به | غير موصى به |
لماذا تهيمن فوهات المروحة المسطحة الهيدروليكية على الدرفلة الباردة:
من التركيبات الميدانية عبر 40+ مطحنة درفلة باردة، توفر فوهات المروحة المسطحة الهيدروليكية أفضل توازن بين التغطية الموحدة، وحجم القطرات المناسب، وبساطة الصيانة. نمط المروحة المسطح يتطابق طبيعيا مع الهندسة المستطيلة لبكرات العمل، والتصميم المتداخل الصحيح يلغي الخطوط. نقوم بقياس تجانس التغطية باستمرار تحت 6٪ من الرؤية الخلفية عندما يتم ضبط التباعد على 80٪ من عرض الرش المحسوب عند المسافة المستهدفة.
تتفوق أنظمة تذرية الهواء في التطبيقات عالية السرعة (>1200 م/دقيقة) حيث تتطلب قطرات دقيقة وسرعة صدمات عالية لاختراق طبقة حدود الهواء. ومع ذلك، فهي تتطلب بنية تحتية للهواء المضغوط (عادة 0.5–1.5 م³/دقيقة لكل فوهة عند 3 بار)، مما يضيف تكلفة وتعقيد للطاقة. ميزة الاستواء تأتي من تجانس الفيلم العالي — قمنا بقياس 4.2٪ CV مع تذمر الهواء مقابل 6.8٪ CV مع فوهات هيدروليكية في مطحنة متتالية بسرعة 1500 متر/دقيقة، مما ارتبط بانخفاض 22٪ في شدة موجات الحواف.
فوهات المخروط الكامل والمجوف مصممة لتنظيف الخزان وتبريد الغاز، وليس لطلاء السطح المسطح. يخلق نمط الرش الدائري نفايات متداخلة كبيرة عند الحواف وتغطية أقل في المركز عند استهداف اللف الأسطواني. لا نوصي بهذه الأنواع لتوصيل المستحلب في الدرفلة الباردة.
{kind=link}
4. كيف يؤثر تساحق الرش بشكل مباشر على تسطح الشريط
آلية ربط عدم انتظام الرذاذ بعيوب التسطح هي آلية حرارية وثلاثية. عندما يتغير توصيل المستحلب عبر برميل اللف، فإنك تنتج معدلات تبريد مختلفة وتدرجات سمك أفلام التزييت. هذه تترجم مباشرة إلى أخطاء في شكل الشريط.
الآلية 1: تغير التاج الحراري
تتمدد لفائف العمل حراريا أثناء الدرفلة بسبب الاحتكاك والحرارة وطاقة التشوه البلاستيكي. التبريد بالإمستحلب يخلق تاجا حراريا سالبا — حيث يعمل مركز التدوير بدرجة حرارة أعلى ويتوسع أكثر من الحواف. إذا كان نظام الرش يوفر تدفقا أقل بنسبة 20٪ إلى المنطقة المركزية بسبب سوء التداخل أو تآكل الفوهات، يزداد التاج الحراري. هذا يغير توزيع ضغط التلامس ويخلق مشبك مركزي في الشريط. وثقنا حالة حيث أدى استبدال الفوهات المتآكلة (تغير التدفق بنسبة 18٪ من الذروة إلى الذروة) إلى تقليل عدم تماثل التاج الحراري بمقدار 140 ميكرون وأزال عيبا مستمرا في المشبك المركزي في شريط SPCC بقطر 0.3 مم.
الآلية 2: انهيار فيلم التزييت
يعتمد الدرفلة الباردة على التشحيم الهيدروديناميكي والتزييت الحدودي للتحكم في معامل الاحتكاك. عندما يخلق الغطاء بالرش مناطق جافة أو سمك فيلم غير كاف، يزداد الاحتكاك محليا. هذا يولد حرارة إضافية ويغير توزيع الانزلاق الأمامي عبر عرض الشريط. والنتيجة: تدرجات إجهاد متبقية تظهر على شكل ربع إبزيم أو موجة حافة. الطواحين عالية السرعة (>800 م/دقيقة) حساسة بشكل خاص—فتغيرات معاملات الاحتكاك التي تبلغ 0.02 فقط يمكن أن تنتج عيوبا في الشكل قابلة للقياس.
الآلية 3: خشونة السطح الموضعية
يسمح نقص التزييت بمزيد من التلامس بين المعدن والمعدن، مما يؤدي تدريجيا إلى خشونة سطح لفة العمل. المناطق الخشنة لها معاملات نقل حرارة أعلى، مما يخلق تدرجات حرارية. بالإضافة إلى ذلك، تنقل اللفات الخشنة ملمسا أكبر إلى الشريط، مما يؤثر على سلوك التمرير اللاحق في مطاحن التانديم. لاحظنا زيادة بنسبة 45٪ في خشونة السطح Ra (من 0.3 ميكرومتر إلى 0.44 ميكرومتر) في مناطق الرول التي لم يتم رش بها بعد 250 كيلومتر لفافة فقط، مع تدهور مسطح مقابل.
قياس العلاقة بين التسطح-الرش
أجرينا دراسة ارتباط عبر ثمانية مطاحن باردة بارتفاع 4، حيث قمنا بقياس تجانس تغطية الرش (CV٪) مقابل تكرار عيوب التسطح. أظهرت البيانات اتجاها واضحا: أبلغت المطاحن التي تحتوي على CV في الرش أقل من 6٪ عن 3.2 عيوب في الاستواء لكل 1000 ملف، بينما أبلغت الطواحين التي تتجاوز الزاوية الزمنية 12٪ عن 9.8 عيوب لكل 1000 ملف. هذا الارتفاع بمقدار 3 أضعاف في معدل العيوب يبرر الاستثمار في أنظمة الفوهة الدقيقة والتحقق المنتظم من التدفق.
| تغطية الرش CV٪ | متوسط عيوب التسطح لكل 1000 ملف | تغير التاج الحراري (ميكرومتر) | تكلفة الخردة السنوية المقدرة (لكل مطحنة) |
|---|---|---|---|
| <6٪ | 3.2 | ±35 | 180,000 دولار |
جدول يعتمد على بيانات ميدانية من ثمانية مطاحن باردة بارتفاع 1500 مم بارتفاع 4 لمعالجة شرائط فولاذية كربونية بارتفاع 0.2–1.0 مم. تكلفة الخردة تفترض 800 دولار/طن ومعدل خردة عيوب بنسبة 5٪ عند CV >12٪.
الرسالة الاقتصادية واضحة: الحفاظ على توحيد الرش أقل من 6٪ من الرطوبة المستمرة من خلال اختيار الفوهة بشكل صحيح، والتباعد، وفترات الاستبدال يفيد ثمن ذلك من خلال تقليل الخردة فقط، دون احتساب مكاسب الإنتاجية الناتجة عن تقليل الانقطاعات وإعادة العمل.
5. تحسين حجم القطرات لنقل الحرارة وتوازن التزييت
توزيع حجم القطرات هو أكثر المعامل سوء فهم في أنظمة الاستحلاب البارد. غالبا ما يركز المهندسون فقط على معدل التدفق مع تجاهل كيف يؤثر حجم القطرات على فعالية التبريد وتكوين طبقة التزييت.
فيزياء انتقال الحرارة
تعتمد سعة التبريد على مساحة سطح القطرة، وليس فقط الحجم. توفر القطرات الصغيرة مساحة سطح أكبر لكل وحدة حجم، مما يتيح استخراج الحرارة بشكل أسرع. ومع ذلك، قد تتبخر القطرات التي تقل عن 80 ميكرون قبل أن تصل إلى سطح الدرجة بسرعات دحرجة عالية، أو ترتد بسبب نقص الزخم. النطاق الأمثل لبفائف العمل الباردة هو 100–200 ميكرون Dv0.5، مما يوازن مساحة السطح مع قدرة الاختراق.
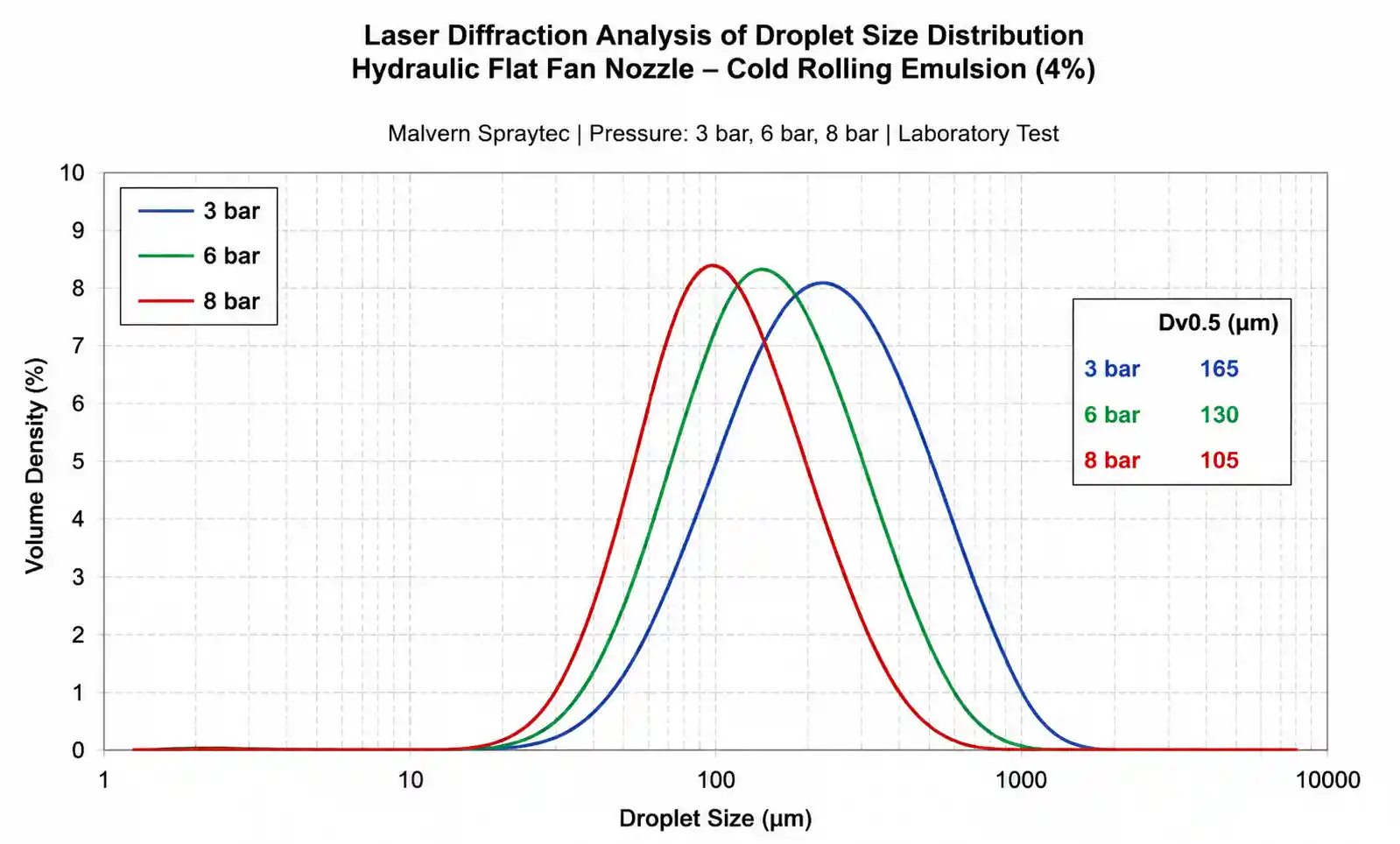
اختبرنا ذلك في تجربة محكمة على مطحنة تجريبية: فوهات هيدروليكية عند 3 بار قدمت Dv0.5 بقوة 165 ميكرون وحققت درجة حرارة سطح لفة 28°C; زيادة الضغط إلى 8 بار خفضت Dv0.5 إلى 105 ميكرون، لكنها خفضت درجة الحرارة فقط إلى 26°م — وهو مكافأة هامشية جاءت على حساب استهلاك أعلى للمستحلبات والرذاذ. الدرس: هناك عائد متناقص إلى التذرية الدقيقة في الأنظمة الهيدروليكية.
تكوين فيلم التزييت
يتطلب التزييت وجود فيلم سائل مستمر في منطقة مدخل لفافة القضمة. تتجمع القطرات الأكبر (150–250 ميكرون) بسهولة أكبر لتكوين طبقة متماسكة، بينما قد لا تندمج القطرات الدقيقة جدا (<80 ميكرون) بفعالية عند سرعات السطح العالية. تنتج فوهات التذمر الهواء قطرات دقيقة في الغالب، تتفوق في التبريد لكنها تتطلب معدلات تدفق أعلى للحفاظ على سمك الفيلم المناسب.
من خلال القياسات الميدانية، وضعنا إرشادات عملية: لسرعات الطحن التي تقل عن 1000 م/دقيقة، توفر الفوهات الهيدروليكية عند 4–6 بار توزيعا مثاليا للقطرات للتبريد والتزييت المشتركين. فوق 1200 م/دقيقة، فكر في أنظمة تذبذير الهواء ذات معدلات تدفق سائل أعلى بنسبة 30–40٪ من الأنظمة الهيدروليكية المكافئة لتعويض عيب تكوين الفيلم في القطرات الدقيقة.
! منحنيات توزيع حجم القطرات الثلاثية
{kind=link}
تأثير تركيز المستحلب
حجم القطرات لا يحدد فقط بتصميم الفوهة—تركيز المستحلب يؤثر على التوتر السطحي واللزوجة، مما يغير سلوك التذرية. قمنا بقياس انزياح بنسبة 5–8٪ في Dv0.5 عندما تراوح تركيز المستحلب من 2٪ إلى 6٪. التركيز الأعلى (محتوى الماء الأقل) ينتج قطرات أكبر قليلا وطبقات أكثر استقرارا، لكنه يزيد من تكلفة المستحلب. للتحكم في التسطح، الاتساق أهم من التركيز المطلق: حافظ على تباين تركيز ±0.3٪ لضمان خصائص الرش القابلة للتكرار.
6. اختيار المادة وتأثير التآكل على قوام التسطح
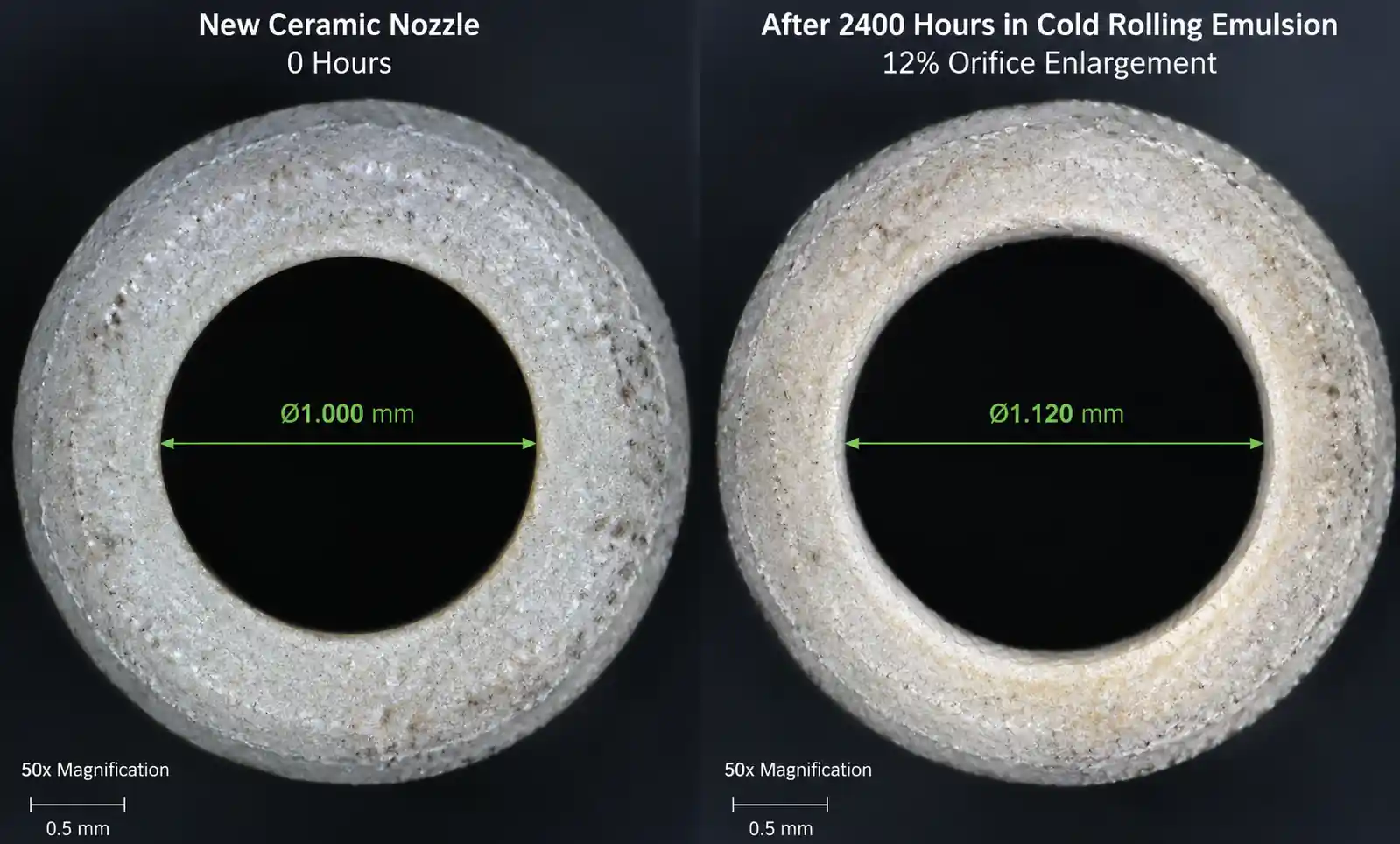
تآكل الفوهة هو القاتل الصامت للتحكم في التسطح. على عكس الفشل الكارثي، يحدث تكبير تدريجي للفتحة وتشوه نمط الرش ببطء على مدى مئات الساعات التشغيلية، مما يصعب الارتباط بمشاكل التسطح الناشئة. بحلول الوقت الذي تلاحظ فيه العيوب، قد تكون الفوهات توفر تدفقا أكثر بنسبة 15–30٪ مما هو مصمم، مع تدهور شديد في التوحيد.
آليات التآكل في مستحلب التدوير البارد
تحتوي المستحلبات الباردة على جزيئات معدنية دقيقة، وشظايا من مقياس الطاحنة، وأحيانا إضافات كاشطة. حتى عند ضغط 4–6 بار، تتآكل هذه الجسيمات فتحات الفوهة مع مرور الوقت. يعتمد معدل التآكل على صلابة المادة، وتركيز الجسيمات، وسرعة التدفق. قد تتآكل فوهات النحاس الأصفر والفولاذ المقاوم للصدأ خلال 200–500 ساعة في الأنظمة الملوثة بشدة؛ تدوم فوهات السيراميك والكربيد من 2000 إلى 5000 ساعة في نفس الظروف.
| مادة الفوهة | الصلابة النموذجية | حياة الارتداء النسبي | مضاعف التكلفة الأولية | التطبيق الموصى به |
|---|---|---|---|---|
| النحاس | 60–120 HV | 1x (خط الأساس: 300 ساعة) | 1x | أنظمة المياه النظيفة فقط |
| 303 ستانلس ستيل | 160–200 HV | 2–3 مرات (600–900 ساعة) | 1.5x | مستحلب ملوث قليلا |
| 316 الفولاذ المقاوم للصدأ | 180–220 HV | 3–4 مرات (900–1200 ساعة) | 1.8x | مستحلب التدوير البارد القياسي |
| السيراميك (Al₂O₃ 95٪) | 1200–1500 HV | 8–12x (2400–3600 ساعة) | 4–6x | استحلاب كاشط، فترات خدمة طويلة |
| كربيد السيليكون (SiC) | 2400–2800 HV | 15–20 مرة (4500–6000 ساعة) | 8–12x | بيئات التآكل الشديد |
| كربيد التنغستن | 1400–1800 HV | 12–18 (3600–5400 ساعة) | 6–10 مرات | أفضل أداء من حيث التكلفة لمعظم الطواحين |
بيانات عمر التآكل من التركيبات الميدانية في مطاحن الدرفلة الباردة بتركيز 3–5٪ من المستحلب وتحميل الجسيمات بمقدار <50 جزء في المليون عند ضغط تشغيل 4–6 بار.
حساب إجمالي تكلفة الملكية
يبدو أن الفرق في التكلفة المبدئية بين فوهات الفولاذ المقاوم للصدأ والسيراميك كبير—غالبا ما يكون أعلى ب 4–6 أضعاف. ومع ذلك، عند احتساب عمالة الاستبدال، وتوقفات الإنتاج، وتكاليف عيوب الاستواء خلال فترة التحلل، فإن مواد السيراميك والكربيد توفر تكلفة ملكية أقل في معظم تطبيقات الدرفلة الباردة.
فكر في تركيب نموذجي: 40 فوهة لكل قاعدة ميل، 2 حوامل، ويتطلب 4 ساعات توقف لتغيير الفوهة بالكامل. بافتراض أن فوهات الفولاذ المقاوم للصدأ تدوم 1000 ساعة والفوهات السيراميكية تدوم 3000 ساعة:
- تكلفة TCO من الفولاذ المقاوم للصدأ لأكثر من 3000 ساعة: 80 فوهة × 25 دولارا × 3 تغييرات = 6,000 دولار في القطع + 12 ساعة توقف × 8,000 دولار/ساعة = 102,000 دولار إجمالا
- تكلفة تكلفة استهلاك السيراميك على مدى 3000 ساعة: 80 فوهة × 120 دولارا × 1 تغيير = 9,600 دولار في القطع + 4 ساعات توقف × 8,000 دولار/ساعة = 41,600 دولار إجمالا
يوفر خيار السيراميك 60,400 دولار خلال 3000 ساعة تشغيل—وهذا الحساب يستبعد تحسين الاستواء الناتج عن الحفاظ على أداء رش ثابت. نوصي بكاربيد التنجستن كتوازن مثالي لمعظم تطبيقات الدرفلة الباردة: عمر تآكل الفولاذ المقاوم للصدأ بين 12–15 ضعف التكلفة 6–8 أضعاف.
{kind=link}
فاصل الكشف عن التآكل والاستبدال
لا تنتظر حتى ينتظر الفشل الظاهر. إنشاء بروتوكول اختبار التدفق بفواصل 500 ساعة: إزالة الفوهات، قياس معدل التدفق عند الضغط القياسي (4 بار)، واستبدال أي فوهة تظهر زيادة تدفق بنسبة >8٪ حسب المواصفات. بدلا من ذلك، قم بتركيب عدادات تدفق متصلة على كل رأس وضبط الإنذارات عند انحراف إجمالي تدفق +10٪. بعض الطواحين تحدد تواريخ التركيب على كل فوهة وتستبدلها بجدول ثابت بناء على منحنى عمر التآكل للمادة.
7. تكوين التثبيت: تصميم الرأس وحسابات التداخل
حتى الفوهات الأعلى جودة ستنتج تسطحا ضعيفا إذا تم تركيبها بشكل غير صحيح. تصميم رأس الرش، وتباعد الفوهات، وزاوية الاتجاه، والمسافة إلى الهدف كلها تؤثر على توحيد التغطية.
تباعد الفوهات وحساب التداخل
بالنسبة لفوهات المراوح المسطحة الهيدروليكية، عرض الرش W عند المسافة D هو: W = 2 × D × tan(θ/2)، حيث θ هو زاوية الرش. لتغطية موحدة، يجب أن تتداخل أنماط الرش المجاورة بنسبة 15–25٪ من عرضها. التداخل أقل من 10٪ يخلق خطوطا مرئية؛ التداخل الذي يزيد عن 30٪ يضر المستحلب وقد يسبب عدم استقرار التدفق.
مثال عملي:
- زاوية رش الفوهة: 75°
- مسافة التثبيت إلى سطح اللف: 150 مم
- عرض الرش: W = 2 × 150 × تان (75°/2) = 2 × 150 × تان (37.5°) = 2 × 150 × 0.7673 = 230 مم
- تداخل الأهداف: 20٪
- التغطية الفعالة لكل فوهة: 230 × (1 - 0.20) = 184 مم
- تباعد الفوهة: 184 مم من المركز إلى المركز
لطول برميل 1500 مم، يتطلب ذلك 1500/184 = 8.15 → 9 فوهات لكل رأس (تقريب للأعلى لضمان تغطية كاملة عند الحواف).
تحقق من تصميمك باستخدام اختبارات الورق الحساس للماء: ثبت الورق على سطح اللفة، ورش لمدة 2–3 ثوان، وقس شدة التغطية عبر العرض. يجب أن يكون معامل التباين أقل من 8٪.
! 5-اختبار تغطية ورق-حساس للماء
{kind=link}
زاوية الاتجاه والاصطدام
تركيب الفوهات بشكل عمودي على سطح الدرجة، لتحقيق أقصى قوة صدمة وتكوين الفيلم. التركيب المائل (>15° عن العمود) يقلل الضغط الفعال ويخلق تغطية غير متماثلة. إذا كانت قيود المساحة تتطلب تركيبا مائلا، يمكنك تعويض ذلك بتقليل تباعد الفوهات بنسبة 10–15٪ للحفاظ على التداخل.
انخفاض ضغط الرأس وتوازن التدفق
يجب أن تحافظ رؤوس الإمداد على توحيد الضغط عبر جميع الفوهات. إذا كان رأس الفتحة صغيرا، فإن الفوهات الأقرب إلى المدخل تتلقى ضغطا أعلى وتتدفق المزيد من المستحلب، مما يخلق تغطية غير منتظمة. استخدم صيغة انخفاض الضغط المبسطة: ΔP ≈ (8 × f × L × Q²) / (π² × D⁵)، حيث f هو عامل الاحتكاك، L هو طول الرأس، Q هو التدفق الكلي، وD هو القطر الداخلي للرأس.
إرشادات عملية: يجب ألا تتجاوز سرعة الرأس 3 م/ث، ويجب أن يكون انخفاض الضغط من المدخل إلى أبعد فوهة أقل من 5٪ من ضغط تشغيل الفوهة. بالنسبة لرأس ب 8 فوهات عند ضغط فوهة 4 بار، الحد الأقصى المقبول لرأس ΔP هو 0.2 بار. إذا تجاوز انخفاض الضغط المقاس هذا، قم بزيادة قطر الرأس أو التحول إلى تكوين التغذية المركزية.
أخطاء التركيب الشائعة
من خلال تدقيقات ميدانية ل 30+ مطحنة درفلة باردة، حددنا أخطاء تركيب متكررة تؤثر على التحكم في التسطح:
- تباعد الفوهة بناء على المظهر البصري بدلا من التداخل المحسوب: ينتج عنه تباين في التغطية بنسبة 12–18٪.
- مسافة التثبيت خارج النطاق الأمثل: معظم مراوح الهيدروليكية المسطحة معايرة لمسافة 100–200 مم؛ التركيب عند 300 مم يزيد من الحساسية لتغير الضغط وتآكل زاوية الرش.
- استخدام مادة سدادة خيوط الأنابيب التي تنتقل إلى ممرات الفوهة: شظايا شريط التفلون سبب انسداد شائع—استخدم مادة سدادة خيوط سائلة مصنفة لكيمياء المستحلب.
- لا يوجد توازن تدفق بين النوافذ: في مطاحن التوازن، يجب أن يتلقى كل حامل نفس التدفق؛ التفاوت بنسبة 10٪ بين المنصات يخلق أخطاء منهجية في التسطح.
- تجاهل اتجاه الرش أثناء استبدال الفوهة: حتى الدوران بزاوية 5° أثناء التركيب يغير نمط الرش ويزعج التداخل.
8. استكشاف أخطاء التسطح المرتبطة بأداء الفوهة
عندما تظهر مشاكل الاستواء بعد عمليات إنتاج مطولة أو تتزامن مع صيانة نظام المستحلب، يشتبه في تدهور الفوهة أو تغييرات في التكوين. استخدم هذا النهج التشخيصي لعزل الأسباب المرتبطة بالرش.
| نمط عيب الاستواء | السبب المحتمل المرتبط بالفوهة | اختبار تشخيصي | إجراء تصحيحي |
|---|---|---|---|
| تطور مشبك المركز تدريجيا على مدى أيام | الفوهات المركزية البالية التي توفر تدفقا زائدا؛ زيادة التاج الحراري | اختبار التدفق لجميع الفوهات عند 4 بار؛ تدفق الحبكة مقابل الموقع | استبدال الفوهات التي تظهر زيادة تدفق بنسبة >10٪؛ تحقق من تغير تدفق المركز إلى الحافة <5٪ |
| ربع إبزيم بعد تعديل تركيز المستحلب | تغير حجم القطرات وتكوين الفيلم بسبب تغير التوتر السطحي | قس Dv0.5 باستخدام حيود الليزر عند تركيز التيار مقابل الأساس | العودة إلى التركيز الأساسي؛ إذا كان هناك حاجة لتغيير التركيز، قم بضبط ضغط الفوهة لاستعادة حجم القطرة |
| التغيرات المتقطعة في التسطح مرتبطة بتغيرات الملف | نبض تدفق المستحلب الناتج عن عدم استقرار المضخة أو تنظيم الضغط | تركيب مقياس الضغط عند الرأس؛ سجل أثناء الدوران | إضافة مجمع أو منظم ضغط الترقية؛ استقرار ضغط الإمداد إلى ±2٪ |
| تدهور التسطح بعد استبدال الفوهة | نوع الفوهة/الزاوية غير الصحيحة مركبة، أو تغيير التباعد | اختبار تغطية الورق الحساس للماء؛ تحقق من أرقام قطع الفوهة مقابل التصميم | أعد تركيب الفوهات الصحيحة؛ إعادة التحقق من التباعد والاتجاه |
| تدهور تسطح التسطح التدريجي على مدى 1000+ ساعة عمل | تآكل الفوهة التي تتوسع فتحات الرش وتضييق زاوية الرش | قياس زاوية الرش باستخدام المنقلة والتصوير بالرش؛ اختبار التدفق | استبدال جميع الفوهات في الرأس المتأثر؛ تنفيذ فترة فحص 500 ساعة |
التشخيص المتقدم: التصوير الحراري
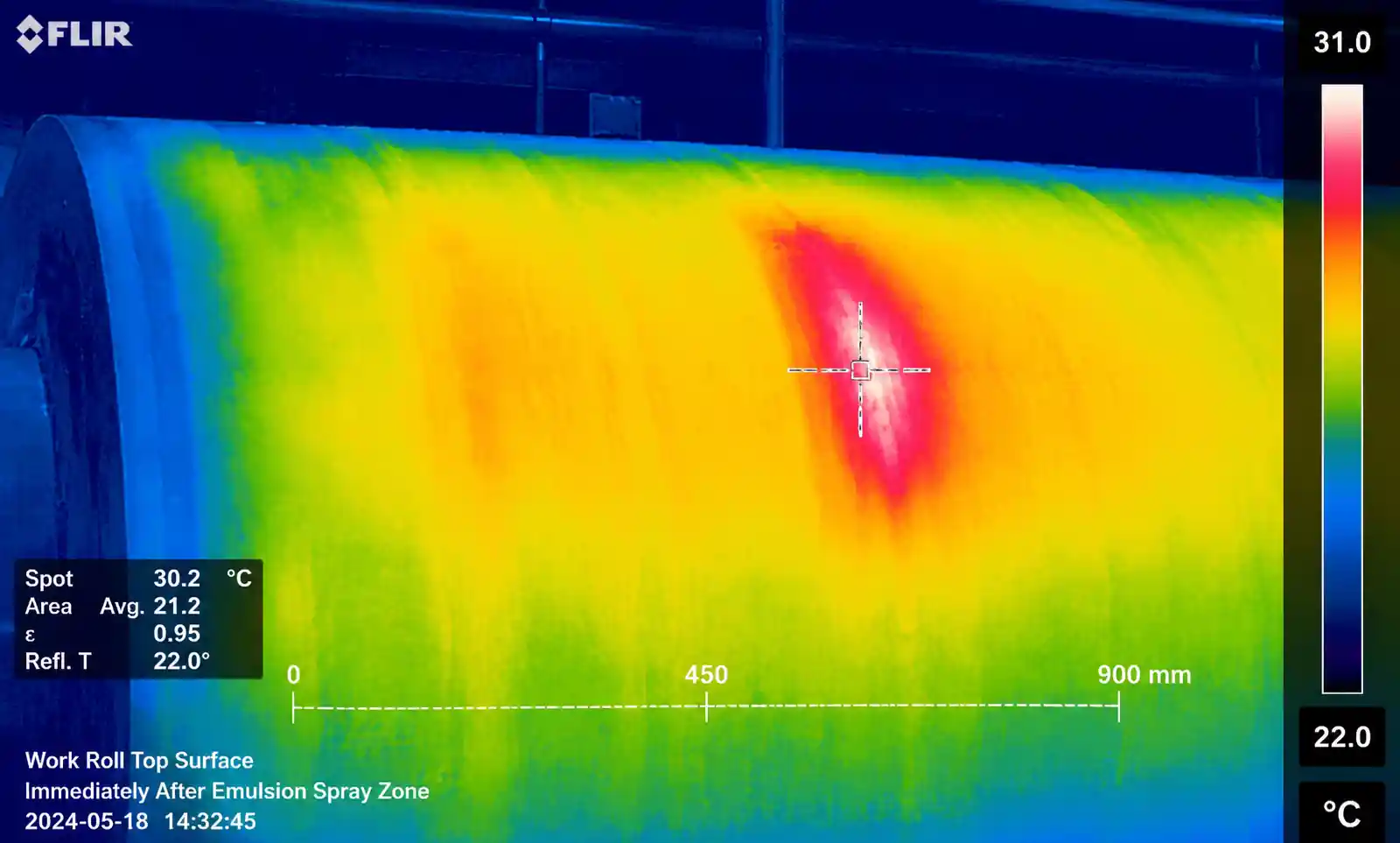
لمشاكل التسطح المستمرة ذات السبب غير الواضح، استخدم التصوير الحراري بالأشعة تحت الحمراء لرسم خريطة توزيع درجة حرارة سطح الرول مباشرة بعد منطقة رش المستحلب. يشير تغير درجة الحرارة فوق ±4°C إلى تبريد غير منتظم، مما يرتبط مباشرة بتغير التغطية. حددنا حالة كشف فيها التصوير الحراري عن نقطة ساخنة 9°C تتوافق مع فوهة مسدودة جزئيا — أظهر اختبار التدفق وحده انخفاضا بنسبة 6٪ فقط، لكن نمط الرش كان مشوها بشدة.
{kind=link}
جدول الصيانة الوقائية
استنادا إلى بيانات موثوقية الميدان، نوصي بهذا النمط من الصيانة لفوهات المستحلب الباردة:
- أسبوعي: الفحص البصري للكشف عن التسريبات والانسداد
- كل 500 ساعة: اختبار التدفق لجميع الفوهات؛ استبدال أي يظهر انحرافا >8٪ عن المواصفة
- كل 1000 ساعة (الفولاذ المقاوم للصدأ) / 2000 ساعة (السيراميك/الكربيد): استبدال كامل للفوهة بغض النظر عن نتائج اختبار التدفق (تتدهور زاوية الرش والنمط قبل أن يزداد التدفق بشكل كبير)
- بعد أي تغيير في كيمياء المستحلب: التحقق من التغطية باستخدام ورق حساس للماء
- بعد إغلاق المصنع غير المخطط له: تحقق من وجود حطام في الرؤوس وانسداد الفوهة
9. الأسئلة الشائعة
س: هل يمكنني خلط مواد الفوهة في نفس الرأس لتقليل التكلفة؟
لا نوصي بهذا الأسلوب. المواد المختلطة تتآكل بمعدلات مختلفة، مما يخلق اختلالات تدريجية في التدفق يصعب تتبعها. إذا كانت التكلفة قيدا، استخدم الفولاذ المقاوم للصدأ لجميع الفوهات وقبل استبدالها بشكل أكثر تكرارا، أو استخدم السيراميك/الكربيد طوال الوقت وقم بتمديد الفترات. الاستثناء الوحيد: يمكنك استخدام مواد مقاومة للتآكل في المواقع المركزية حيث يكون تركيز الجسيمات عادة أعلى بسبب أنماط التدفق.
س: ما مقدار التغير في التدفق بين الفوهات المقبول؟
في التطبيقات الحرجة للاستسطح، حافظ على تغير التدفق (معامل التغير) أقل من 5٪ عبر جميع الفوهات في الرأس. وهذا يعادل تقريبا ±10٪ من متوسط التدفق. فوق 12٪ من القيم الثانوية، سترى تأثيرا قابلا للقياس في التسطح. اختبر ذلك بقياس تدفق الفوهة الفردية عند ضغط التشغيل القياسي.
س: هل زاوية الاصطدام بالرش تؤثر على التسطح؟
نعم، بشكل كبير. الزوايا غير العمودية (>15° من العمود) تقلل من ضغط التأثير الفعال وتخلق تغطية غير متماثلة. إذا اضطررت لتوجيه الفوهات بسبب ضيق المساحة، حافظ على الزاوية أقل من 20° وقلل من مسافة الفوهات بنسبة 15٪ لتعويض نمط الرش المشوه.
س: هل يمكنني زيادة الضغط لتعويض تآكل الفوهات؟
نعم على المدى القصير، لكن هذا ليس حلا. رفع الضغط يزيد من التدفق، لكن فقط بالجذر التربيعي لنسبة الضغط—وفي نفس الوقت تضيق زاوية الرش وتوزيع حجم القطرات في نفس الوقت. رأينا مطاحن ترفع الضغط من 4 بار إلى 9 بار في محاولة لاستعادة التغطية، لكن زاوية الرش تضيق من 75° إلى 65°، مما زاد من سوء التجانس.
س: كيف أعرف إذا كانت مشكلة الاستواء لدي مرتبطة بالرش أم ميكانيكية؟
قارن سلوك التسطح مباشرة بعد استبدال الفوهة بالسلوك بعد 800–1000 ساعة تشغيل. إذا تحسنت التسطحية بشكل كبير بعد صيانة الفوهة، فإن نظام الرش كان يساهم في ذلك. بالإضافة إلى ذلك، غالبا ما تظهر مشاكل التسطح المرتبطة بالرش تدريجيا على مدى أسابيع، بينما تظهر المشاكل الميكانيكية (تآكل محامل الدرجات، تشوه الطحنة) بشكل مفاجئ أو تظهر أنماطا ثابتة بغض النظر عن توقيت الصيانة.
س: هل يجب أن أستخدم مصفاة أم فلاتر في أعلى الفوهات؟
بالتأكيد. قم بتركيب مصفاة بحجم 100 شبكة (150 ميكرون) أو أدق مباشرة في أعلى كل رأس رئيسي. هذا يحمي الفوهات من الحطام ويطيل عمر التآكل. نظف أو استبدل المصفاة كل 200 ساعة أو عندما يتجاوز انخفاض الضغط عبر المصفاة 0.3 بار. لا تفرط في الترشيح (أقل من 50 ميكرون)—فهذا يسبب تقييدا مفرطا في انخفاض الضغط وتقييد التدفق.
10. الخاتمة
التحكم في الاستواء في الدرفلة الباردة هو مشكلة نظامية، ونظام رش المستحلب هو مساهم من الدرجة الأولى. اختيار الفوهة ليس قرارا لشراء السلعة—بل هو مواصفة هندسية تؤثر مباشرة على جودة المنتج، ومعدل الخردة، وإنتاجية المطحنة.