





اختيار الفوهة وصيانتها للطلاء المضاد للانعكاس في التصنيع الشمسي/الكهروضوئية
- 1. 1. مقدمة: لماذا يعتبر اختيار الفوهة مهما في طلاء AR
- 2. 2. معايير الرش الحرجة لتوحيد طلاء AR
- 2.1. 2.1 حجم القطرة: المحرك الأساسي لجودة الطلاء
- 2.2. 2.2 زاوية الرش وعرض التغطية
- 2.3. 2.3 معدل التدفق وعلاقة الضغط
- 2.4. 2.4 قوة الاصطدام والبلل السطحي
- 3. 3. مقارنة نوع الفوهة للطلاء الدقيق
- 3.1. فوهات المروحة المسطحة الهيدروليكية 3.1 (الأكثر شيوعا)
- 3.2. 3.2 فوهات التذمر بمساعدة الهواء
- 3.3. جدول مقارنة الأداء 3.3
- 4. 4. اختيار المواد وتحليل مقاومة التآكل
- 4.1. 4.1 لماذا يحدد اختيار المواد التكلفة الإجمالية للملكية
- 4.2. 4.2 أداء المواد ومقارنة التكاليف
- 4.3. شجرة قرار اختيار المواد 4.3
- 5. 5. دليل الاختيار خطوة بخطوة لطلاء الواقع المعزز الشمسي
- 5.1. الخطوة 1: حدد متطلبات الطلاء الخاصة بك
- 5.2. الخطوة 2: حساب معدل التدفق المطلوب لكل فوهة
- 5.3. الخطوة 3: اختر نوع الفوهة وزاوية الرش
- 5.4. الخطوة 4: تحديد ضغط التشغيل
- 5.5. الخطوة 5: اختر المادة بناء على تحليل التآكل
- 6. 6. بروتوكولات الصيانة لمنع عيوب الطلاء
- 6.1. 6.1 مراقبة معدل التدفق: الإجراء الوقائي الحاسم
- 6.2. 6.2 بروتوكولات التنظيف لمنع الانسداد
- 6.3. 6.3 معايير فحص التآكل والاستبدال
- 7. 7. الأخطاء والتصحيحات الشائعة في التركيب
- 7.1. 7.1 تداخل غير كاف يؤدي إلى سلسلة من المشاكل
- 7.2. 7.2 مسافة مواجهة خاطئة
- 7.3. 7.3 ترشيح غير كاف
- 7.4. 7.4 تآكل الفوهة المختلط في نفس البنك
- 8. 8. الأسئلة الشائعة
- 8.1. س: هل يمكنني استخدام نفس الفوهات لطلاءات TiO₂ و SiO₂؟
- 8.2. س: كيف أعرف إذا كانت عيوب الطلاء لدي مرتبطة بالفوهة أو بسبب التركيبة؟
- 8.3. س: ما هي كفاءة النقل النموذجية لطلاء أفلام الواقع المعزة بالرش؟
- 8.4. س: هل يجب أن أستخدم مشعبات من الفولاذ المقاوم للصدأ أم البلاستيك لبنوك الفوهات؟
- 8.5. س: هل يمكنني تشغيل الفوهات بضغط أعلى لتعويض التآكل بدلا من استبدالها؟
- 8.6. س: كم مرة يجب أن أضبط سماكة الطلاء مقابل معدل تدفق الفوهة؟
- 9. 9. الخاتمة والإجراءات التالية
1. مقدمة: لماذا يعتبر اختيار الفوهة مهما في طلاء AR
في تصنيع الطاقة الشمسية الكهروضوئية، يؤثر تطبيق الطلاء المضاد للانعكاس (AR) بشكل مباشر على كفاءة الوحدات وإنتاجها. يمكن أن يؤدي تفاوت 0.5٪ في سمك الطلاء إلى تقليل كفاءة الخلايا بمقدار 0.3–0.5 نقطة مئوية مطلقة، مما يؤدي إلى خسارة كبيرة في الإيرادات عبر خط إنتاج سنوي بقدرة 500 ميجاوات. من خلال خبرتنا الميدانية في تكليف أكثر من 30 خط طلاء حول العالم، لاحظنا أن اختيار وصيانة الفوهة يشكلان 40–60٪ من مشاكل تجانس الطلاء.
يتناول هذا الدليل القرارات الهندسية التي يواجهها مهندسو عمليات الطلاء يوميا: أي نوع من الفوهة يوفر أفضل حجم قطرة Dv50 لمقدمات الهلام السول، وكيفية منع انسداد جسيمات السيليكا النانوية في فتحات 0.4 مم، وما هي أنماط التآكل التي تشير إلى عيوب طلاء وشيكة. على عكس أدلة الطلاء الرشاش العامة، يركز هذا المقال تحديدا على تحديات ترسيب طبقات AR بقطر 80–120 نانومتر على ركائز سيليكون أو زجاج ملموسة بسرعات خطوط تتراوح بين 30–60 مترا في الدقيقة.
ما ستتعلمه:
- كيف يؤثر توزيع حجم القطرات على توحيد سمك الطلاء (±2٪ مقابل ±8٪)
- مصفوفة توافق المواد لجيل السيليكا سول، وتعليقات TiO₂، والسلف الهجينة العضوية غير العضوية
- حساب التداخل الكمي لمصفوفات متعددة الفوهات على ركائز بعرض 2.4 متر
- فترات الصيانة التنبؤية بناء على كيمياء المحلول وضغط التشغيل
- تحليل السبب الجذري للعيوب الشائعة: الخطوط الخطوطية، وتزيين الحواف، والثقوب الدقيقة
! خط إنتاج 1-ar-coating-faucet-array-ar-line
{kind=link}
2. معايير الرش الحرجة لتوحيد طلاء AR
2.1 حجم القطرة: المحرك الأساسي لجودة الطلاء
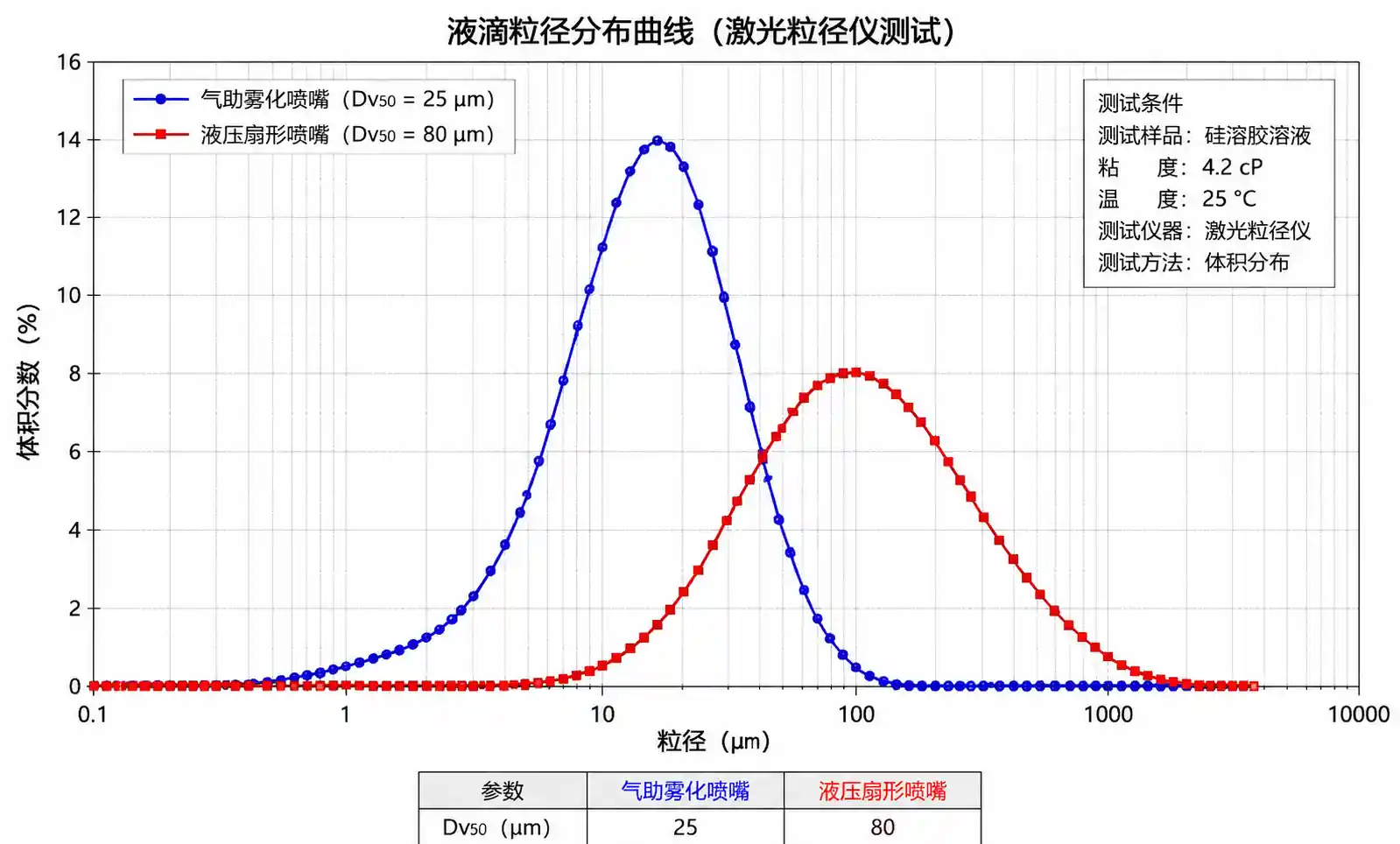
بالنسبة لطلاءات الواقع المعزز، يتحكم حجم القطرة مباشرة في السطح والخصائص البصرية. نوصي باستهداف Dv50 (قطر قطرة متوسط) بين 15–40 ميكرون لمعظم تركيبات السول جيل والسيليكا الغروية.
لماذا حجم القطرة مهم:
- الحجم الكبير جدا (>50 ميكرون): يؤدي إلى ملمس قشر البرتقال، وترطيب ضعيف، وعدم تجانس السماكة. قمنا بقياس تفاوت سمك 12–18 نانومتر على العينات التي رشت بقطرات 60 ميكرون مقابل 4–6 نانومتر مع قطرات 25 ميكرون.
- صغير جدا (<10 ميكرون): التبخر المفرط للمذيب قبل الاصطدام يؤدي إلى ترسيب مسحوق جاف، وضعف الالتصاق، وتأثير التهديد. وهذا يسبب مشكلة خاصة مع تركيبات السول جل المعتمدة على الكحول.
- النطاق الأمثل (15–40 ميكرون): يوفر تأثيرا رطبا، وتسوية جيدة، وتجفيفا منتظما. بالنسبة للطلاء عالي السرعة من نوع رول إلى لفة على ركائز PV مرنة، نحدد عادة 20–30 ميكرون.
طريقة القياس: حيود الليزر (ISO 13320 أو ASTM E799) عند ضغط التشغيل ولزوجة السائل. لا تعتمد على بيانات الكتالوج التي يتم توليدها بالماء في درجة حرارة الغرفة عندما يكون لزوجة الطلاء الفعلي بين 5–15 cp.
2.2 زاوية الرش وعرض التغطية
فوهات المراوح المسطحة بزوايا رش 65–80 درجة هي المعيار للطلاء الخطي للرقائق الشمسية أو الركائز الزجاجية التي تتحرك على أنظمة الناقل. يتراوح عرض الرش الفعال عند المسافات المعتادة (150–250 مم) بين 180–350 مم.
الحساب الحرج: يجب أن يصل التداخل بين الفوهات المتجاورة إلى 30٪ على الأقل لتجنب الخطوط الخطوطية. بالنسبة لعرض رش 200 مم عند مسافة 200 مم، يجب ألا يتجاوز تباعد الفوهة 140 مم (200 مم × 0.7).
2.3 معدل التدفق وعلاقة الضغط
يتبع معدل التدفق علاقة الجذر التربيعي: Q = K × √P، حيث Q هو معدل التدفق، K هو معامل تدفق الفوهة، وP هو الضغط. خطأ شائع هو افتراض أن مضاعفة الضغط تضاعف التدفق — في الواقع، التدفق يزداد فقط بمقدار √2 ≈ 1.41×.
مثال: الفوهة التي تتدفق بسرعة 0.50 لتر/دقيقة عند 2 بار ستتدفق تقريبا 0.71 لتر/دقيقة عند 4 بار، وليس 1.0 لتر/دقيقة.
لماذا هذا مهم لطلاء AR: إذا كنت بحاجة لزيادة معدل الإنتاجية بنسبة 50٪، يجب عليك زيادة الضغط بمقدار 2.25× (1.5² = 2.25)، مما قد يتجاوز نطاق التذرية الأمثل للفوهة أو يسرع من التآكل. غالبا ما يكون من الأفضل إضافة فوهات أو التبديل إلى فتحة أكبر.
2.4 قوة الاصطدام والبلل السطحي
بالنسبة للرقائق الناعمة من السيليكون أو ركائز الطبقة الرقيقة، يمكن أن تسبب قوة الصدمات الزائدة إزاحة الطلاء أو تلف الركيزة. تتراكم قوة الاصطدام تقريبا مع F ∝ ρ × v² × A، حيث تعتمد السرعة على الضغط وقطر الفتحة.
نوصي بالحفاظ على ضغط الصدمات أقل من 0.5 نيوتن/سم² للركائز الهشة. عادة ما يترجم هذا إلى ضغوط تشغيل تتراوح بين 1.5–3 بار للفوهات ذات الرش الدقيق ذات فتحات بحجم 0.4–0.8 مم.
3. مقارنة نوع الفوهة للطلاء الدقيق
فوهات المروحة المسطحة الهيدروليكية 3.1 (الأكثر شيوعا)
التصميم: تصميم بفتحة واحدة مع ريشة داخلية تخلق نمط رش مسطح بيضاوي.
نطاق القطرات النموذجي: 25–60 ميكرون عند 2–4 بار
الأفضل ل: طلاء الرول إلى الدرجة، طلاء الرقائق المغذى بالناقل، طبقة الركيزة الزجاجية ذات المساحة الكبيرة
المزايا: تصميم بسيط، نمط رش متوقع، سهل محاذاة عدة فوهات في البنوك
القيود: جودة التذرية محدودة مقارنة بتصاميم المساعدة الهوائية، وأكثر حساسية لتغيرات اللزوجة
من خلال تركيباتنا الميدانية، تتعامل مراوح المسطح الهيدروليكية مع لزوجة الهلام الشمسي حتى 20 قدم مكعب بفعالية عند 3–4 بار. بعد 25 كوب قمص، سترى تذهيرا ضعيفا وتحتاج إلى التفكير في بدائل بمساعدة الهواء.
3.2 فوهات التذمر بمساعدة الهواء
التصميم: يجمع بين التغذية السائلة والهواء المضغوط (عادة 2–5 بار) لقص السائل إلى قطرات دقيقة.
نطاق القطرات النموذجي: 10–30 ميكرون (يمكن التحكم فيه بضغط الهواء)
الأفضل ل: تركيبات عالية اللزوجة (>20 cP)، تطبيقات الطلاء فائق الدقة، خطوط البحث والتطوير الصغيرة
المزايا: تذمر أعلى، أقل حساسية للزوجة السائلة، حجم قطرة قابل للتعديل عبر ضغط الهواء
القيود: يتطلب إمدادات هواء مضغوط (يضيف تكلفة تشغيل)، سباكة أكثر تعقيدا، وربما رش زائد
اعتبار تكلفة التشغيل: تكلفة الهواء المضغوط عند 4 بار تكلف تقريبا 0.02–0.04 دولار لكل متر مكعب. بالنسبة لخط إنتاج يعمل 16 ساعة يوميا مع 10 فوهات تستهلك كل منها 50 لتر/دقيقة هواء، تصل تكلفة الهواء السنوية إلى 12,000–24,000 دولار. ضع ذلك في الاعتبار ضمن إجمالي تكلفة الملكية.
جدول مقارنة الأداء 3.3
| نوع الفوهة | حجم القطرة (Dv50) | توحيد سمك الطلاء | حد اللزوجة | التكلفة الأولية | تكلفة التشغيل |
|---|---|---|---|---|---|
| مروحة هيدروليكية مسطحة | 25–60 ميكرومتر | ±5–8٪ | <20 نقطة رأس | منخفض | منخفض جدا |
| مزيج خارجي بمساعدة هواء | 10–30 ميكرومتر | ±3–5٪ | <100 cP | متوسط | متوسط-عالي |
| مزيج داخلي بمساعدة هواء | 15–35 ميكرومتر | ±4–6٪ | <50 cP | متوسط-عالي | متوسط |
التفسير: بالنسبة لبيئات الإنتاج التي تعالج تركيبات سول-جل القياسية (<15 كوب قدم)، تقدم مراوح هيدروليكية مسطحة أفضل أداء من حيث التكلفة. التحول إلى مساعدة الهواء فقط عندما تشد متطلبات توحيد الطلاء أقل من ±4٪ أو عند معالجة تركيبات مخصصة عالية اللزوجة.
{kind=link}
4. اختيار المواد وتحليل مقاومة التآكل
4.1 لماذا يحدد اختيار المواد التكلفة الإجمالية للملكية
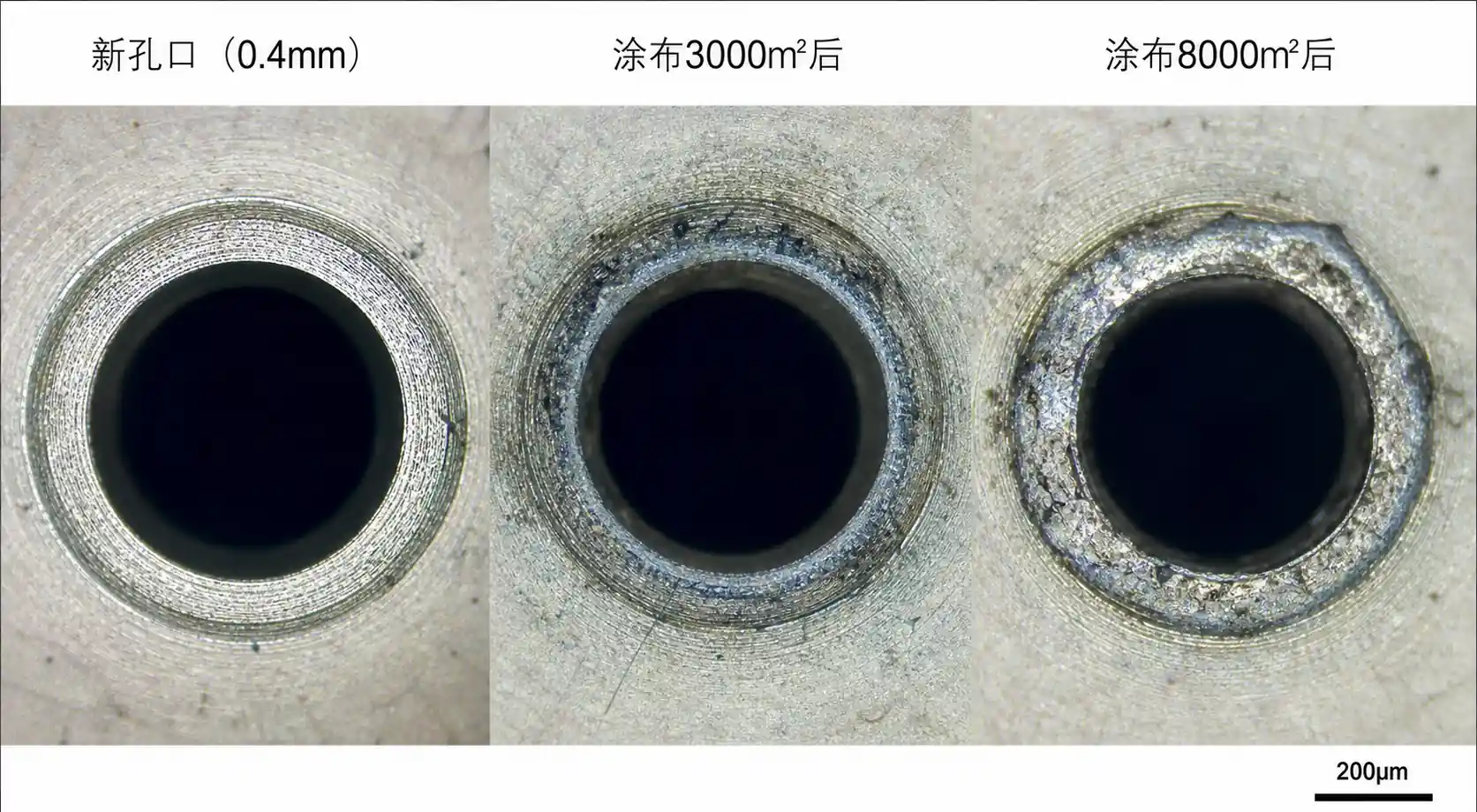
الطلاءات المعتمدة على السيليكا من نوع AR شديدة الكاشط. لقد وثقنا معدلات تآكل للفتحات التي تتوسع القطر الداخلي بنسبة 8–12٪ بعد 300–500 ساعة تشغيل مستمر فقط مع تعليقات SiO₂ بنسبة 20 ووت عند استخدام فوهات الفولاذ المقاوم للصدأ المقسى.
تأثير التآكل:زيادة 10٪ في قطر الفتحة تزيد معدل التدفق بحوالي 5٪ (منذ Q ∝ √(d²))، مما يغير سمك الطلاء عن المواصفات ويتطلب إعادة معايرة أو استبدال مبكر.
4.2 أداء المواد ومقارنة التكاليف
| المادة | الصلابة النسبية (HV) | حياة الارتداء النسبي | تكلفة مضاعفة | أفضل تطبيق | خطر الهش |
|---|---|---|---|---|---|
| 316 الفولاذ المقاوم للصدأ | 170–200 | 1× (خط الأساس) | 1× | مائي منخفض الكاشط | منخفض |
| الفولاذ المقسى (>55 HRC) | 700–900 | 3–4× | 1.3× | كاشط متوسط | منخفض |
| كربيد التنغستن | 1,500–2,000 | 8–12× | 3.5–5× | المعلقات عالية السيليكا | متوسط |
| كربيد السيليكون (SiC) | 2,500–3,000 | 15–20× | 4–6× | كاشط شديد | هاي |
| السيراميك (Al₂O₃) | 1,800–2,200 | 10–15× | 3–4× | التركيبات الحمضية | هاي |
مثال بيانات ميدانية: في خط إنتاج يطلي 1.2 مليون ويفر سنويا بنسبة 15٪ وزن من السيليكا الغروي، كنا نستبدل فوهات 316SS كل 400 ساعة (حوالي 6 أسابيع أثناء التشغيل المستمر). التحول إلى كربيد التنجستن مدد فترات الاستبدال إلى 3,200 ساعة (7–8 أشهر)، مما خفض تكلفة الفوهة السنوية من 18,000 دولار إلى 7,500 دولار رغم ارتفاع سعر الوحدة بمقدار 4×.
شجرة قرار اختيار المواد 4.3
للتركيبات المائية منخفضة الجسيمات (<5٪ وزن للصلب): 316SS أو الفولاذ المقسى الكافي:* لكربيد التنجستن القياسي (10–20٪ وزن)* ينصح بإنتاج كربيد التنجستن؛ السيراميك مقبول للتعليق عالي التحميل (>25٪ وزن سيليكا أو ألومينا): كربيد السيليكون أو كربيد التنجستن عالي الجودة ضروري
بالنسبة للتركيبات الحمضية (pH <4): تجنب الكربيدات القياسية؛ استخدم سيراميك SiC أو الألومينا للتركيبات القلوية (pH >10): يظهر كربيد التنجستن تآكلا متسارعا؛ يفضل SiC
ملاحظة حاسمة حول المواد السيراميكية: بينما توفر SiC والألومينا مقاومة تآكل عالية، إلا أنهما هشاتان. لقد شهدنا أعطالا كارثية عندما تتجاوز ارتفاعات الضغط 6 بار أو عندما تحدث صدمة حرارية أثناء دورات التنظيف. دائما قم بتركيب صمامات تخفيف الضغط وتجنب التغيرات السريعة في درجة الحرارة التي تتجاوز 40 درجة مئوية.
! مقارنة نمط الرش بثلاثة أنواع الفوهة
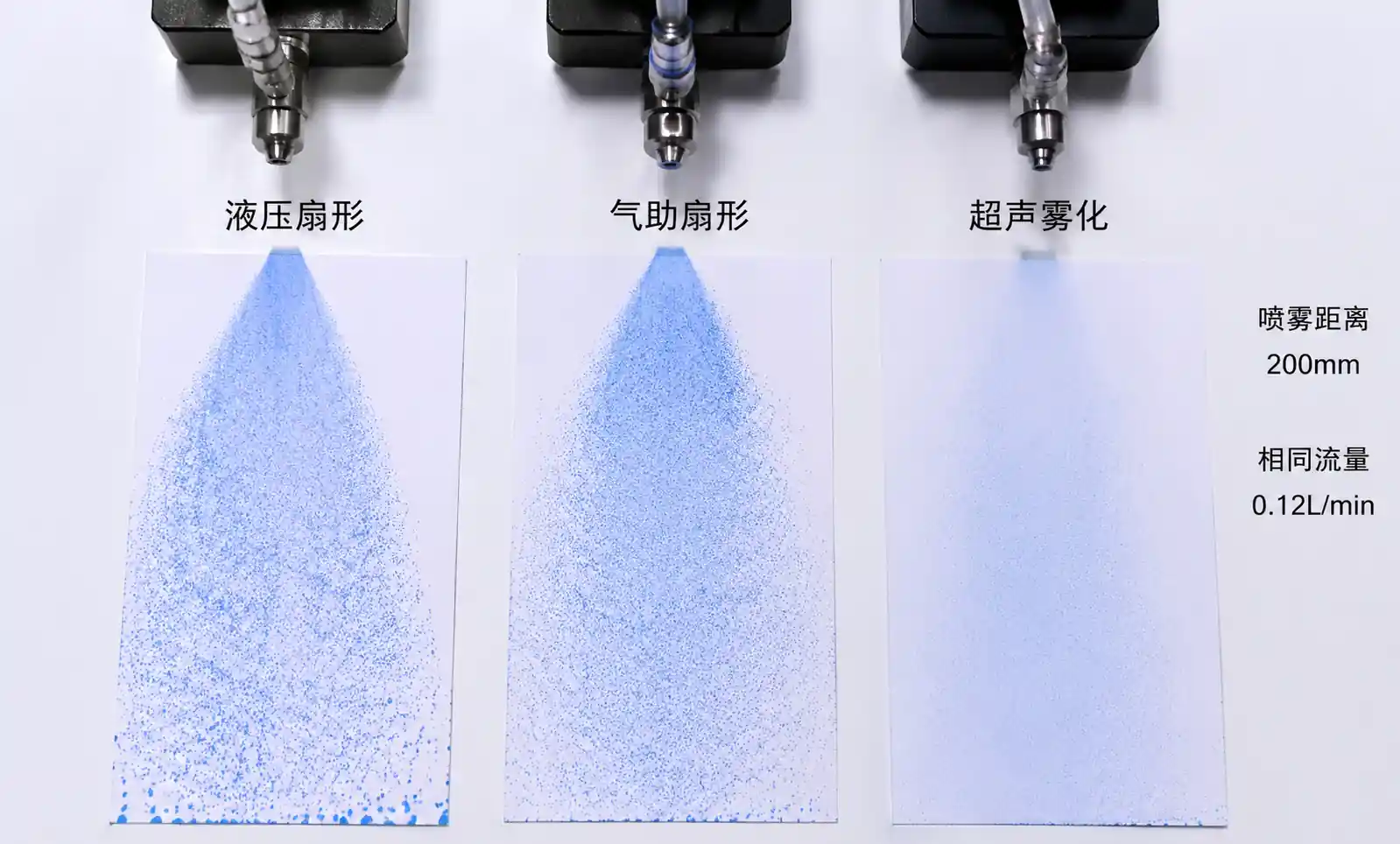{kind=link}
5. دليل الاختيار خطوة بخطوة لطلاء الواقع المعزز الشمسي
الخطوة 1: حدد متطلبات الطلاء الخاصة بك
قم بتوثيق هذه المعايير قبل اختيار الفوهات:
- سمك الطلاء المستهدف (نانومتر) والتغير المقبول (٪)
- حجم وشكل الركيزة (رقاق، صفيحة، لفة)
- سرعة الخط أو معدل النقل (رقائق في الساعة أو متر مربع في الساعة)
- تركيبة الطلاء (النوع، اللزوجة، محتوى المواد الصلبة، الرقم الهيدروجيني)
- ساعات العمل السنوية
الخطوة 2: حساب معدل التدفق المطلوب لكل فوهة
الصيغة:
Q (L/min) = (عرض الركيزة × سرعة الخط × سمك الطلاء الرطب × الكثافة) / (محتوى المواد الصلبة × 1000)
مثال تم العمل:
- عرض الركيزة: 1,200 مم
- سرعة الخط: 5 م/دقيقة
- السمك الجاف المستهدف: 100 نانومتر = 0.0001 مم
- نسبة الرطب إلى الجفاف: حوالي 5× (20٪ وزن المواد الصلبة)
- سمك الطلاء الرطب المطلوب: 0.0005 مم
- كثافة الطلاء: 1.2 جم/سم³
Q = (1.2 م × 5 م/دقيقة × 0.0005 مم × 1.2 جم/سم³) / (0.20 × 1000) = 0.018 لتر/دقيقة إجمالا
لمجموعة من 6 فوهات: 0.003 لتر/دقيقة لكل فوهة (0.05 لتر/ساعة)
الخطوة 3: اختر نوع الفوهة وزاوية الرش
لعرض الركيزة 1,200 مم مع 6 فوهات، التباعد = 200 مم من المركز إلى المركز. عند مسافة 200 مم، توفر فوهة مروحة مسطحة بزاوية 65° عرض رش حوالي 220 مم، مما يعطي تداخلا بنسبة 10٪ (الحد الأدنى المقبول هو 30٪، لذا فكر في 8–9 فوهات لتحسين التجانس).
الخطوة 4: تحديد ضغط التشغيل
استشر مخططات تدفق الشركة المصنعة لحجم فتحة الفوهة الذي اخترته. بالنسبة للتذرية الدقيقة (قطرات 25–35 ميكرون)، فإن نطاق التشغيل النموذجي هو 2–4 بار للفوهات الهيدروليكية. باستخدام علاقة Q = K√P، إذا تدفق فوهة فتحة بقطر 0.5 مم بسرعة 0.10 لتر/دقيقة عند 3 بار، فسيتدفق تقريبا 0.07 لتر/دقيقة عند 1.5 بار.
توصية: اختر فوهة تحقق معدل التدفق المطلوب عند منتصف نطاق ضغطها (ليس عند الحد الأدنى أو الأقصى) للسماح بمساحة رأسية للضبط.
الخطوة 5: اختر المادة بناء على تحليل التآكل
تقدير ساعات التشغيل السنوية وحساب تكلفة استبدال الفوهة خلال فترة 3 سنوات:
حساب مثال (316SS مقابل كربيد التنجستن):
- ساعات التشغيل: 4,000 ساعة سنويا
- عمر فوهة 316SS: 400 ساعة → 10 استبدالات سنويا بسعر 45 دولار لكل واحدة = 450 دولار سنويا
- عمر كربيد التنجستن: 3,200 ساعة → 1.25 استبدال سنويا بسعر 180 دولار لكل وحدة = 225 دولار سنويا
على الرغم من ارتفاع تكلفة الوحدة بمقدار 4×، يوفر الكربيد 225 دولارا سنويا لكل فوهة. لتركيب 10 فوهات، توفير لمدة 3 سنوات = 6,750 دولار.
{kind=link}
6. بروتوكولات الصيانة لمنع عيوب الطلاء
6.1 مراقبة معدل التدفق: الإجراء الوقائي الحاسم
حدد معدلات التدفق الأساسية لكل فوهة عند التشغيل وراقب ذلك أسبوعيا. يشير انحراف ±5٪ إلى تآكل في الفتحة أو انسداد جزئي يتطلب إجراء فوريا.
إجراءات المراقبة:
- عزل الفوهات الفردية عن المشعب
- قياس معدل التدفق عند ضغط الاختبار القياسي (مثل 3.0 بار) لمدة 60 ثانية
- قارن مع خط الأساس؛ علم أي فوهة تظهر انحرافا بنسبة >5٪
- تسجيل البيانات في نظام تتبع الصيانة
جدول الاستبدال التنبؤي: استبدال الفوهات عندما يصل انحراف التدفق إلى +8٪ (التآكل) أو -15٪ (انسداد جزئي). الانتظار حتى تظهر عيوب الطلاء الظاهرة عادة يعني أنك قد أنتجت بالفعل 200–500 وحدة معيبة.
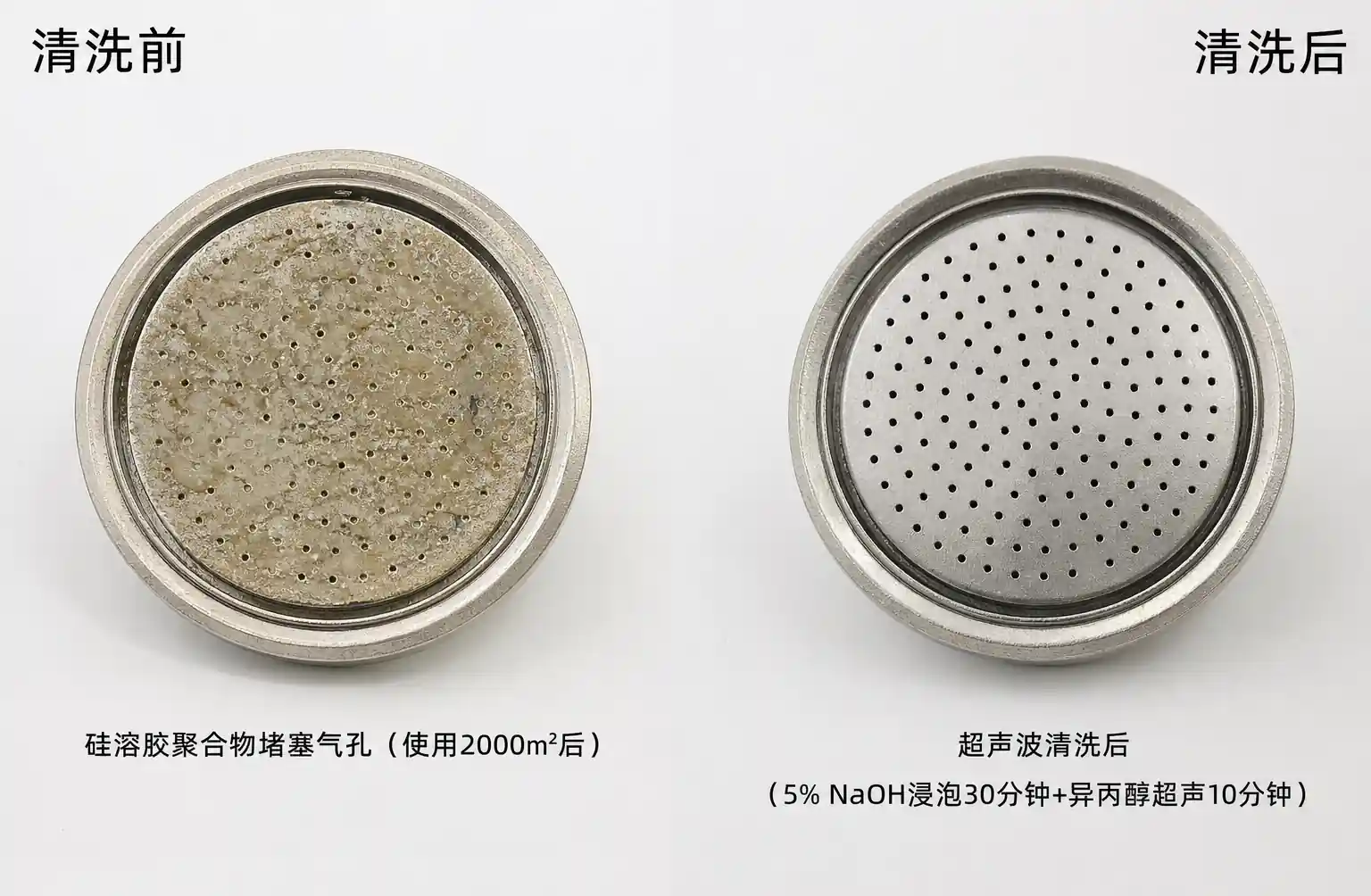
6.2 بروتوكولات التنظيف لمنع الانسداد
عادة ما ينتج انسداد الفوهة في طلاء AR عن جفاف مادة الطلاء داخل الفتحة بين عمليات الإنتاج أو من تراكم الجسيمات في أنظمة التعليق عالية الصلبة.
التنظيف اليومي (بيئة الإنتاج):
- غسل بمذيب الطلاء (الإيثانول، الأيزوبروبانول، أو الماء حسب التركيبة) لمدة 2–3 دقائق عند 1–2 بار مباشرة بعد الإيقاف
- التحقق من تدفق كل فوهة أثناء دورة التدفق
- لا تسمح أبدا بتجفاف مادة الطلاء داخل الفوهات
تنظيف أسبوعي:
- إزالة الفوهات من المانيفولد
- التنظيف بالموجات فوق الصوتية في المذيب المناسب لمدة 15–20 دقيقة
- فحص الفتحة تحت التكبير (10–20×) بحثا عن تآكل أو ترسبات
- تجفيف الهواء المضغوط المصفى أو النيتروجين
مهم: لا تستخدم أبدا أسلاكا معدنية أو أدوات لتنظيف الفوهات — فهذا يضر الفتحات الدقيقة. استخدم فقط فرش نايلون ناعمة أو طرق الموجات فوق الصوتية.
6.3 معايير فحص التآكل والاستبدال
يجب إجراء فحص الفتحة البصرية تحت المجهر كل 200–500 ساعة عمل حسب احتكاك الطلاء.
محفزات الاستبدال:
- زيادة معدل التدفق >8٪ من الأساس عند ضغط ثابت
- تآكل أو تدويرية حواف الفتحة المرئية
- تشويه نمط الرش (عدم تماثل، خطوط)
- تباين سمك الطلاء يتجاوز حدود العملية
تقنية المجهر: استخدم تكبير 20–50× مع إضاءة محورية. قارن حدة حافة الفتحة مع صورة مرجعية جديدة للفوهة. تظهر الفتحات المهترئة حواف مستديرة بدلا من الهندسة الواضحة.
! خريطة حرارة 5-الطلاء التجانس-التناسق
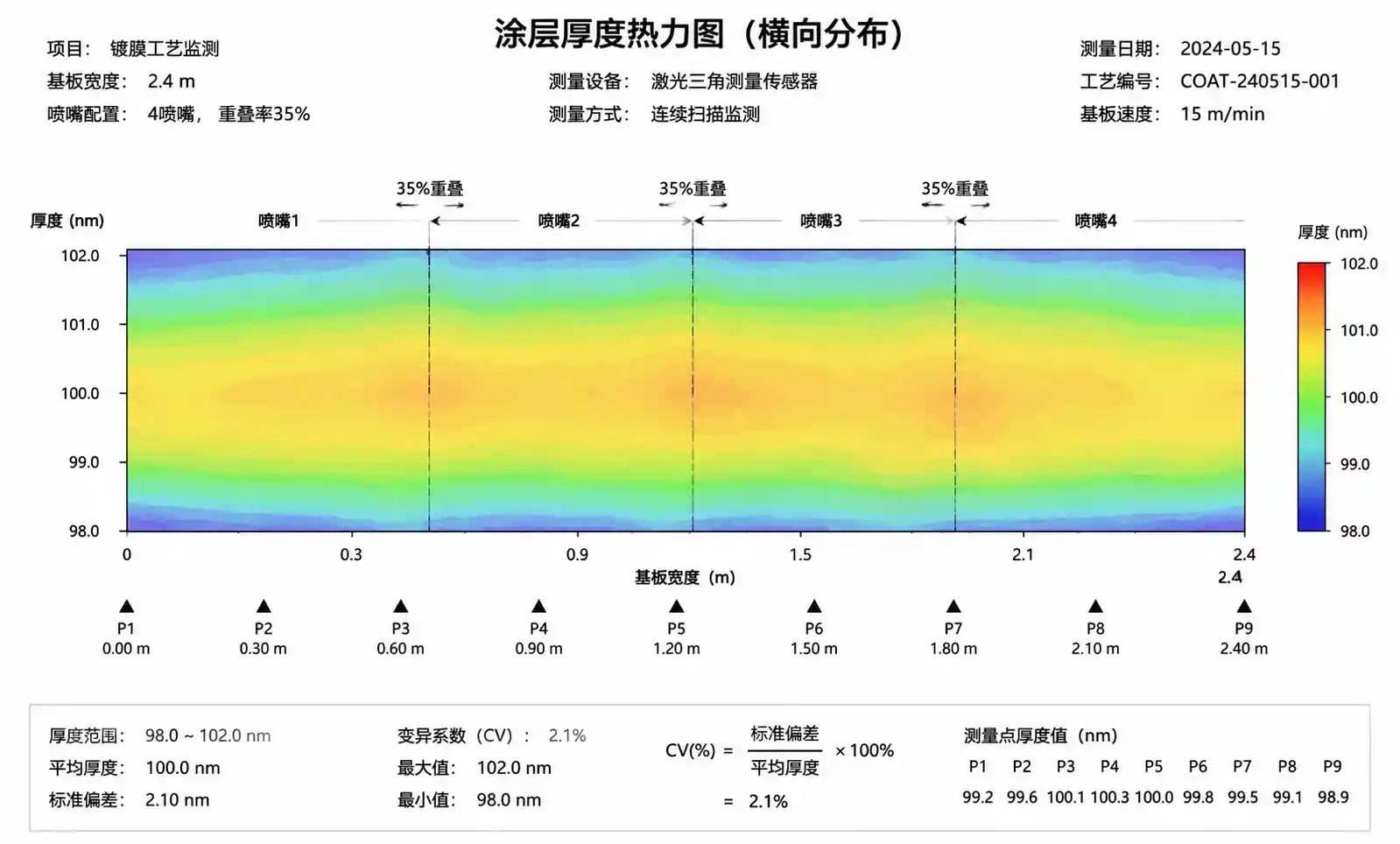{kind=link}
7. الأخطاء والتصحيحات الشائعة في التركيب
7.1 تداخل غير كاف يؤدي إلى سلسلة من المشاكل
خطأ: تركيب الفوهات عند أقصى عرض رش مصنف من الشركة المصنعة دون أخذ في الاعتبار تدرج الحواف.
العواقب: ينخفض سمك الطلاء بنسبة 15–25٪ عند مناطق التداخل، مما يخلق خطوطا مرئية.
تصحيح: تصميم لتداخل لا يقل عن 30٪. بالنسبة لفوهة توفر عرضا فعالا يبلغ 200 مم، فإن المساحة تتركز عند ≤140 مم. التحقق من التجانس باستخدام ورق حساس للماء أو قياس سمك الطلاء عبر العرض الكامل.
7.2 مسافة مواجهة خاطئة
خطأ: تركيب الفوهات قريبة جدا (<100 مم) أو بعيدة جدا (>300 مم) عن الركيزة.
العواقب: القرب الشديد يسبب قوة اصطدام مفرطة واحتمال ارتطام الماء؛ يسمح التجاوز المفرط بتبخر القطرات ورش مفرط، مما يقلل من كفاءة النقل من 85–90٪ إلى 60–70٪.
تصحيح: اتبع توصيات الشركة المصنعة لمسافة التوقف (عادة 150–250 مم لفوهات المروحة المسطحة). تحقق من ذلك بقياس سمك الطلاء وتجانس وتوصيل توازن الكتلة لتأكيد كفاءة النقل بنسبة 80٪ >.
7.3 ترشيح غير كاف
خطأ: حذف الفلاتر المدمجة أو استخدام مرشحات بحجم شبكة أكبر من قطر فتحة الفوهة.
العواقب: تسرب الجسيمات يسبب انسدادا سريعا أو تلف في الفتحة.
تصحيح: تركيب فلاتر 100 شبكة (149 ميكرون) أو أدق أعلى من جميع الفوهات. بالنسبة للفوهات ذات فتحات <0.5 مم، استخدم مرشحات بحجم 200 شبكة (74 ميكرون). استبدل عناصر الفلتر عندما يتجاوز انخفاض الضغط عبر الفلتر 0.3 بار.
7.4 تآكل الفوهة المختلط في نفس البنك
خطأ: استبدال الفوهات الأكثر استهلاكا فقط، مما ترك مزيجا من الفوهات الجديدة ونصف المستهلكة تعمل معا.
العواقب: تغير معدل التدفق عبر الضفة يسبب عدم تجانس السماكة. الفوهة البالية التي تتدفق بنسبة 10٪ أعلى من الفوهات الجديدة المجاورة تخلق شريطا مرئيا.
تصحيح: استبدال بنوك الفوهة بالكامل في نفس الوقت، أو الحفاظ على مطابقة صارمة لمعدل التدفق (±3٪) عند خلط الفوهات القديمة والجديدة. تتبع مواعيد التركيب وساعات التشغيل لكل فوهة.
{kind=link}
8. الأسئلة الشائعة
س: هل يمكنني استخدام نفس الفوهات لطلاءات TiO₂ و SiO₂؟
ج: نعم، لكن راقب معدلات التآكل عن كثب. عادة ما تكون أنظمة التعليق TiO₂ أقل احتكاكا من SiO₂. إذا كنت ترش السيليكا بشكل أساسي، قم بقياس المواد التي تختارها (الكربيد/السيراميك) لهذا التطبيق؛ سيكون مزيجا من المواصفات لكنه مقبول لتيتانيا.
س: كيف أعرف إذا كانت عيوب الطلاء لدي مرتبطة بالفوهة أو بسبب التركيبة؟
ج: قم بإجراء هذه الاختبارات: (1) قياس معدل التدفق من كل فوهة — التغير >5٪ يشير إلى مشكلة في الفوهة. (2) رش ورق حساس للماء لرؤية توحيد نمط الرش. (3) إذا كانت العيوب عشوائية وتشبه في صياغتها؛ إذا كانت العيوب موقعية أو مخططة، يشتبه في وجود فوهات.
س: ما هي كفاءة النقل النموذجية لطلاء أفلام الواقع المعزة بالرش؟
ج: توقع 75–85٪ مع فوهات المروحة المسطحة الهيدروليكية المحسنة بشكل صحيح، و80–90٪ مع أنظمة مساعدة هواء. تعتمد كفاءة النقل بشكل كبير على مسافة المسافة الطويلة، حجم القطرة، والتيارات الهوائية في غرفة الطلاء. القيم التي تقل عن 70٪ تشير إلى إعداد سيء.
س: هل يجب أن أستخدم مشعبات من الفولاذ المقاوم للصدأ أم البلاستيك لبنوك الفوهات؟
ج: للتركيبات الحمضية أو القلوية، استخدم مشعبات 316SS أو PVDF. بالنسبة للطلاءات المائية ذات الرقم الهيدروجيني المحايد، فإن PVDF أو PVC مقبولة وأقل تكلفة. تأكد من أن قطر المشعب الداخلي يوفر سرعة تدفق <0.5 م/ث لمنع تغير انخفاض الضغط بين الفوهة الأولى والأخيرة.
س: هل يمكنني تشغيل الفوهات بضغط أعلى لتعويض التآكل بدلا من استبدالها؟
ج: غير موصى به. زيادة الضغط تغير توزيع حجم القطرات وقد تدفعك خارج نطاق التذرية الأمثل. غالبا ما يؤدي هذا إلى تدهور جودة الطلاء حتى لو تم تصحيح السماكة. استبدل الفوهات البالية بدلا من التعويض بالضغط.
س: كم مرة يجب أن أضبط سماكة الطلاء مقابل معدل تدفق الفوهة؟
ج: يوصى بإجراء فحص ترابط أسبوعي لبيئات الإنتاج. معايرة شهرية كاملة تشمل تصوير نمط الرش وتحليل حجم القطرات. بعد أي استبدال للفوهة، تحقق من تجانس السماكة قبل استئناف الإنتاج الكامل.
9. الخاتمة والإجراءات التالية
اختيار وصيانة فوهة الرش بدقة تؤثر مباشرة على جودة واقتصاديات الإنتاج. الدروس الرئيسية المستخلصة من تجربتنا الميدانية:
- حجم القطرة (15–40 ميكرون) يدفع البنية الدقيقة للطلاء — الحجم الكبير يسبب عيوبا في النسيج، والحجم الصغير يسبب ترسيب جاف
- اختيار المواد يحدد التكلفة الإجمالية للملكية — يدفع كربيد التنجستن أو كربيد السيليكون تكاليفهما في التطبيقات عالية الاحتكاك رغم ارتفاع تكلفة الوحدة بمقدار 3–6×
- مراقبة معدل التدفق هي أكثر أداة الصيانة التنبؤية فعالية واحدة — فحوصات أسبوعية مع مشاكل تحمل الصيد بنسبة ±5٪ قبل فقدان العائد
- تصميم التداخل أهم من مواصفات الفوهة — لا تقل عن 30٪ تداخل يمنع الخطوط التي لا تكشفها زوايا الرش في الكتالوج
- لا تعوض أبدا عن التآكل بزيادة الضغط — فهذا يغير خصائص الرش وغالبا ما يجعل الطلاء أسوأ