





اختيار المواد لفوهات التبريد المقاومة للأحماض في إنتاج الفولاذ المقاوم للصدأ
فهرس المحتويات
- [مقدمة: لماذا يحدد اختيار المواد وقت تشغيل نظام التبريد] (#1 مقدمة لماذا، اختيار المواد يحدد وقت تشغيل نظام التبريد)
- [فهم البيئة التآكل في إنتاج الفولاذ المقاوم للصدأ] (#2-فهم البيئة المسببة للتآكل في إنتاج الفولاذ المقاوم للصدأ)
- [خصائص المواد الحرجة للفوهات المقاومة للأحماض] (#3-خصائص المواد الحرجة للفوهات المقاومة للأحماض)
- [مقارنة مواد الفوهة: تحليل الأداء والتكلفة] (#4-مقارنة-فوهة-مواد-أداء-وتحليل-تكلفة)
- [مصفوفة قرار اختيار المواد للأحماض المحددة] (#5-مصفوفة اختيار المواد-قرار-لأحماض محددة)
- [دراسة حالة واقعية: عائد ترقية المواد] (#6-دراسة حالة واقعية-مبادلة-ترقية-المواد-عائد على الاستثمار)
- [أفضل ممارسات التركيب والصيانة](#7-أفضل ممارسات التركيب والصيانة)
- الأسئلة الشائعة: أسئلة اختيار المواد الشائعة
- [الخاتمة والخطوات التالية](#9-الاستنتاج والخطوات التالية)
1. مقدمة: لماذا يحدد اختيار المواد وقت تشغيل نظام التبريد
في منشآت إنتاج الفولاذ المقاوم للصدأ، تعمل فوهات التبريد في واحدة من أكثر البيئات تطلبا في التصنيع الصناعي. يجمع مزيج درجات الحرارة العالية، والمحاليل الحمضية، وجزيئات القشور الكاشطة عاصفة مثالية لفشل الفوهة المبكر. من خلال خبرتنا الميدانية في دعم مصانع الصلب في أمريكا الشمالية وأوروبا، شهدنا فشل أنظمة التبريد خلال أسابيع عندما يتم تحديد مادة فوهة خاطئة، بينما يمكن للمواد المختارة بشكل صحيح أن توفر تشغيلا مستمرا لمدة 18–24 شهرا في نفس التطبيق.
هذا الدليل مكتوب لمهندسي العمليات ومديري الصيانة ومحددي المعدات الذين يحتاجون إلى اتخاذ قرارات مبنية على الأدلة بشأن مواد فوهة التبريد في بيئات إنتاج الفولاذ المقاوم للصدأ. سنركز بشكل خاص على الفوهات المعرضة لظروف حمضية أثناء تبريد خطوط التخليل، وتنظيف الأبخرة الحمضية، وعمليات الشطف بعد التخليل. ستتعلم كيفية حساب التكلفة الإجمالية للملكية عبر خيارات المواد المختلفة، ومطابقة المواد مع تركيزات ودرجات حرارة حمضية محددة، وتجنب ثلاثة أخطاء مواصفات شائعة تؤدي إلى توقف غير متوقع.
الأثر المالي لاختيار المواد كبير. في تطبيق تبريد خط التخليل النموذجي مع 120 فوهة، فإن الترقية من فولاذ مقاوم للصدأ 316 إلى سبيكة عالية النيكل تضيف حوالي 18,000 دولار في التكلفة الأولية، لكنها تلغي إغلاقين غير مخطط لهم سنويا، حيث يكلف كل منهما 45,000 دولار من الإنتاج. يوفر هذا الدليل الإطار الفني لاتخاذ هذه القرارات بثقة.
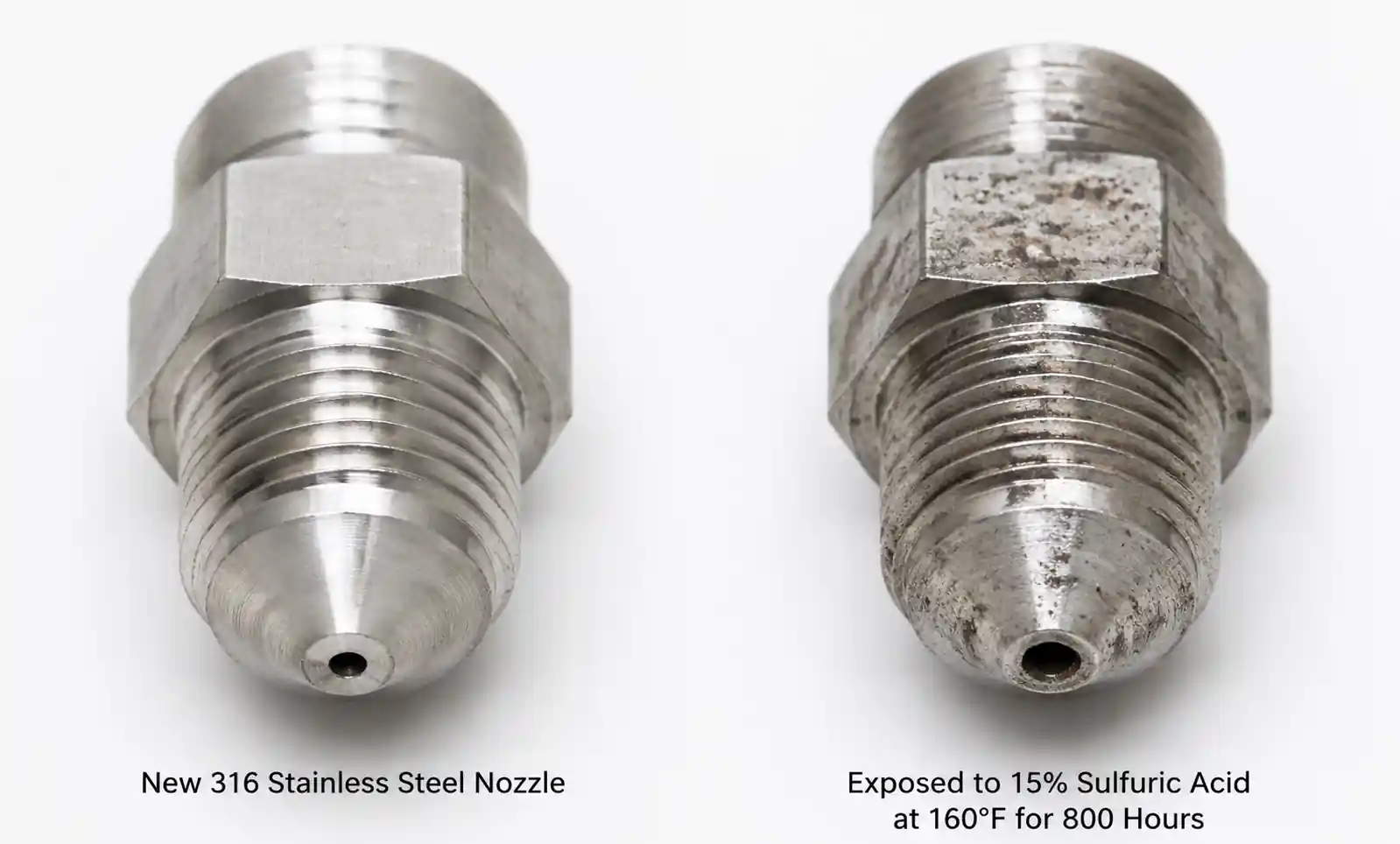
! مقارنة بين 1 تآكل وفوهة جديدة
{kind=link}
2. فهم البيئة التآكل في إنتاج الفولاذ المقاوم للصدأ
ملفات التعرض للأسيد 2.1
يتضمن إنتاج الفولاذ المقاوم للصدأ عدة مراحل تواجه فيها فوهات التبريد بيئات حمضية. في عمليات التخليل، تبرد الفوهات الشريط الفولاذي بعد خروجه من الحمام الحمضي، مما يعرضها لمحلول خليل مبلل أو رذاذ. تشمل أحماض التخليل الشائعة حمض الكبريتيك (H₂SO₄) بتركيز 10–20٪ و140–180°F، وخلطات حمض النيتريك والهيدروفلوريك (HNO₃/HF) عند 8–15٪ / 2–5٪ على التوالي و120–160°F على التوالي، وأنظمة الأحماض المختلطة التي تجمع هذه الأنظمة لتحسين معدلات التخليل. تعمل فوهات تنظيف الأبخرة الحمضية في بيئة بخار حمضي مشبع بدرجة حموضة منخفضة تصل إلى 1.5–2.5 ودرجات حرارة عادة بين 100–140°ف.
التحدي ليس فقط تركيز الحمض بل في مزيج العوامل المختلفة. تواجه الفوهات في الوقت نفسه التآكل الكيميائي الناتج عن الأحماض، والأكسدة الناتجة عن درجات الحرارة المرتفعة، والتآكل الناتج عن الجسيمات المقشرة المضغوطة والوسائط الكاشطة، وإجهاد الدورة الحرارية الناتج عن التشغيل المتقطع أو تقلبات درجة الحرارة. في اختبارات مختبرنا، يمكن أن تفشل فوهة الفولاذ المقاوم للصدأ 316 التي تظهر تآكلا ضئيلا في حمض الكبريتيك الساكن بنسبة 15٪ عند درجة حرارة الغرفة خلال 800 ساعة عند تعرضها لنفس الحمض عند 160°F مع جزيئات أكسيد الحديد المعلقة 50 جزء في المليون ودورة ضغط بين 20–60 PSI.
2.2 أوضاع الفشل وأسبابها
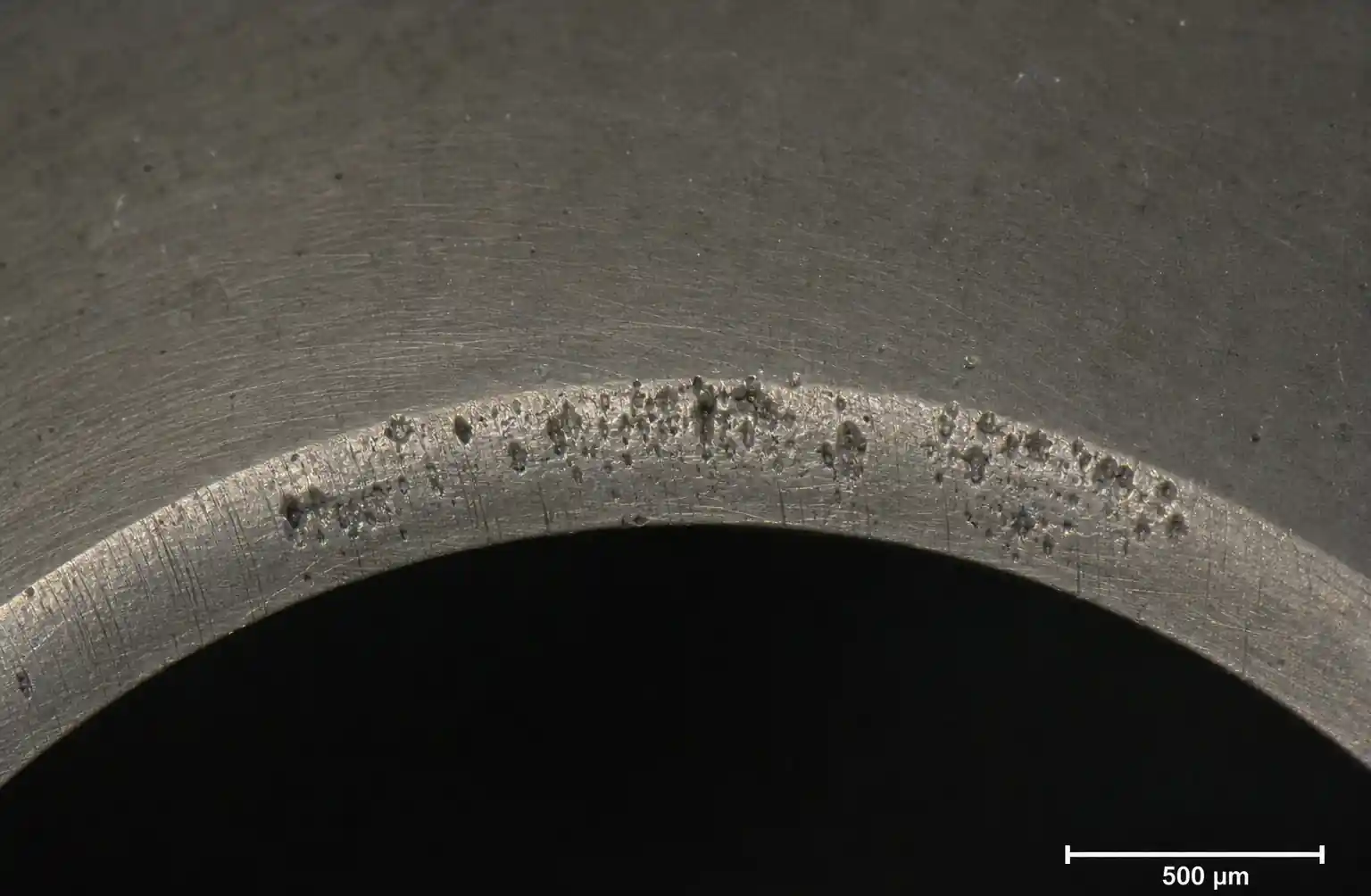
لقد وثقنا أربعة أنماط فشل رئيسية في تطبيقات التبريد الحمضي. يحدث التآكل الموحد عندما يهاجم الحمض السطح المبلل بالكامل، مما يزيد تدريجيا من قطر الفتحة ومعدل التدفق. هذا شائع أكثر مع اختيار السبائك غير الكافي لنوع الحمض. يظهر تآكل الحفر كهجوم موضعي يخلق تجاويف عميقة، خاصة في البيئات التي تحتوي على الكلوريد أو عندما تتحلل طبقات أكسيد الحماية. يظهر تشقق التآكل الناتج عن الإجهاد على شكل شقوق متفرعة تنشأ من مناطق ذات إجهاد عالي مثل جذور الخيوط أو حدود الضغط، خاصة في بيئات الكلوريد فوق 140°F. يجمع التآكل الناتج عن التآكل بين التآكل الميكانيكي والتآكل المتسارع في المناطق ذات السرعة العالية مثل مخرج الفتحة، ويكون ذلك أكثر حدة في الخليط الكاشط أو عند حدوث التجويف.
هناك اعتقاد خاطئ شائع بأن الفولاذ المقاوم للصدأ يعتبر "مقاوم للصدأ" في جميع البيئات. في الواقع، يوفر الفولاذ المقاوم للصدأ القياسي 304 أو 316 مقاومة جيدة للتآكل في الظروف المعتدلة، لكنه يفشل بسرعة في الأحماض المركزة أو درجات الحرارة المرتفعة. لقد بحثنا مؤخرا في خط تخليل حيث تم استبدال فوهات 316SS كل 6 أسابيع بسبب زيادة معدل التدفق بشكل مفرط. أظهرت اختبارات التدفق أن قطر الفتحة قد نما من 2.0 مم إلى 2.4 مم، مما زاد التدفق بنسبة 44٪ وأضر بتوحيد نمط الرذاذ. بعد التحول إلى سبيكة نيكل عالية، استمر نفس التركيب لمدة 14 شهرا قبل أن يحتاج إلى استبدال.
{kind=link}
3. الخصائص الحيوية للمواد للفوهات المقاومة للأحماض
أساسيات مقاومة التآكل 3.1
تعتمد قدرة مادة الفوهة على مقاومة هجوم الحمض بشكل أساسي على استقرار وتركيب طبقة الأكسيد السلبية الخاصة بها. محتوى الكروم هو أساس مقاومة الفولاذ المقاوم للصدأ للتآكل، حيث يشكل طبقة حماية من أكسيد الكروم (Cr₂O₃). بينما يحتوي 304SS على 18٪ كروم، تحتوي السبائك عالية الأداء مثل AL-6XN على 20.5٪، مما يوفر سلبية أفضل. محتوى النيكل يعزز مقاومة الأحماض خاصة في تقليل الأحماض مثل حمض الكبريتيك، ولهذا السبب تتفوق سبائك النيكل على الفولاذ المقاوم للصدأ في العديد من التطبيقات. يحسن الموليبدينوم بشكل كبير مقاومة الحفر في بيئات الكلوريد والأحماض المختلطة، حيث أظهر الفولاذ المقاوم للصدأ الفائق للأوستينيت 6Mo (6٪ Mo) مقاومة للحفر أفضل ب 5–10 مرات من 316SS القياسي (2–3٪ Mo).
يوفر رقم مقاومة الحفرة (PREN) مقياسا مفيدا للمقارنة المحسوبة كPREN = ٪Cr + 3.3×(٪Mo) + 16×(٪N). تشير قيم PREN الأعلى إلى مقاومة أفضل للحفر في الحفر. المعيار 316SS يحتوي على ≈ PREN 24–26، بينما السبائك الفائقة الأوستينيت مثل AL-6XN لديها ≈ PREN بين 40–42، والسبائك عالية النيكل مثل C-276 تتجاوز 70. ومع ذلك، فإن PREN هو مجرد أداة فحص؛ يجب التحقق من الأداء الفعلي بناء على حمضك المحدد، وتركيزك، ودرجة حرارتك.
3.2 الخصائص الميكانيكية واعتبارات التصنيع
بعيدا عن مقاومة التآكل، يجب أن تلبي مواد الفوهة المتطلبات الميكانيكية. تحدد قوة الشد قدرة تقييم الضغط، حيث تعمل معظم فوهات التبريد عند 20–80 PSI، لكن عوامل السلامة تتطلب مقاومة خضوع المادة 30,000+ PSI. تؤثر الصلابة على مقاومة التآكل عندما توجد جزيئات كاشطة، رغم أن المواد الصلبة جدا تصبح هشة. معامل التمدد الحراري مهم في التركيبات المثبتة التي تتعرض لدورة درجات الحرارة، حيث يمكن أن يسبب عدم التطابق بين الفوهة ومواد المشعب تسريبات. تؤثر قابلية التشغيل على تكلفة التصنيع والدقة، حيث توفر درجات التشغيل الحر تسامات فتحات أكثر إحكاما لكنها أحيانا تقلل من مقاومة التآكل.
غالبا ما يدفع توفر المواد ووقت الانتظار اتخاذ قرارات عملية. تشحن فوهات 316SS القياسية خلال أسبوع إلى أسبوعين، بينما قد تتطلب فوهات السبائك الغريبة 6–12 أسبوعا للتصنيع المخصص. يصبح هذا الأمر أمرا بالغ الأهمية أثناء عمليات الاستبدال الطارئة. أحد مصانع الصلب التي نعمل معها يحافظ على مخزون استراتيجي من فوهات سبائك النيكل عالية النيكل خصيصا لتجنب فترات التوقف الطويلة عند حدوث الأعطال، رغم أن تكلفة حمل المخزون تضيف 8٪ إلى ميزانية الفوهات السنوية.
4. مقارنة مواد الفوهة: تحليل الأداء والتكلفة
نظرة عامة على خيارات المواد 4.1
| المادة | التركيب الأساسي | عامل التكلفة النسبية | عمر الخدمة النموذجي في 15٪ H₂SO₄ عند 160°F | أفضل التطبيقات | القيود |
|---|---|---|---|---|---|
| 304 ستانلس ستيل | 18٪ Cr، 8٪ Ni | 1.0× (خط الأساس) | 200–400 ساعة | الأحماض الخفيفة، درجة الحرارة المحيطة، ماء الشطف | ضعف مقاومة الحمض، وحفر في الكلوريدات |
| 316 الفولاذ المقاوم للصدأ | 16٪ Cr، 10٪ Ni، 2٪ Mo | 1.2× | 600–1000 ساعة | الأحماض المخففة <10٪، درجات حرارة معتدلة <120°F | محدود في الأحماض المركزة، وحفر الكلوريد فوق 140°F |
| 316 لتر منخفض الكربون | 16٪ Cr، 10٪ Ni، 2٪ Mo، <0.03٪ C | 1.3× | 700–1,200 ساعة | التركيبات الملحومة، تقليل التحسس | قيود مشابهة ل 316SS |
| AL-6XN (6Mo SuperAustenitic) | 20.5٪ Cr، 24٪ Ni، 6.3٪ Mo | 3.5× | 3,500–5,000 ساعة | الأحماض المختلطة، بيئات الكلوريد، درجات حرارة عالية | تكلفة عالية، توفر محدود |
| 904L سوبرأوستنيت | 21٪ كرون، 25٪ نيل، 4.5٪ شهر | 3.2× | 3,000–4,500 ساعة | حمض الكبريتيك، حمض الفوسفوريك، الكلوريدات المتوسطة | مقاومة حفر أقل من سبائك 6 أمور |
| سبيكة 20 (كاربنتر 20Cb3) | 29٪ نيلو، 20٪ كروموني، 2.5٪ نحن، 3.5٪ نحسي | 4.0× | 4,000–6,000 ساعة | حمض الكبريتيك المركز الساخن إلى 60٪ | ضعيف في الأحماض المؤكسدة مثل النيتريك |
| هاستلوي C-276 | 57٪ نيلو، 16٪ كروموني، 16٪ ميكانيك، 4٪ W | 8.5× | 8,000–12,000 ساعة | الأحماض المختلطة الشديدة، HF، أعلى مقاومة للتآكل | غالي الثمن جدا، يصعب التصنيع |
| التيتانيوم من الدرجة الثانية | 99.2٪ Ti | 5.5× | 6,000–10,000 ساعة | الأحماض المؤكسدة (النيتريك، الكروميك)، بيئات الكلوريد | ضعف في تقليل الأحماض، خطر هشاشة الهيدروجين |
| زركونيوم 702 | 99.2٪ Zr، 4.5٪ Hf | 12× | 10,000+ ساعة | الأحماض شديدة التآكل، HF، HCl | مكلف للغاية، يتطلب تصنيع خاص |
تفسير الجدول: تفترض هذه المقارنة التعرض المستمر لحمض الكبريتيك بنسبة 15٪ عند 160°F مع 2,000 ساعة تشغيل سنويا، واختبار التدفق لتعريف "نهاية الحياة" بزيادة معدل تدفق بنسبة 15٪. عمر الخدمة الفعلي الخاص بك سيختلف حسب نوع الحمض، التركيز، درجة الحرارة، التلوث، وتكرار دورة الضغط. تمثل عوامل التكلفة تكلفة المواد والتصنيع النموذجية بالنسبة ل 304SS؛ تشمل التكلفة الإجمالية للتركيب أيضا العمالة ووقت التوقف.
أكثر أخطاء المواصفات شيوعا هو اختيار 316SS للتطبيقات التي تتطلب فعلا سبيكة نيكل أعلى. بينما يكلف 316SS فقط 20٪ أكثر من 304SS، فإنه يوفر تحسنا طفيفا في الأحماض التي تزيد تركيزها عن 10٪ أو درجات الحرارة فوق 140°F. تحدث القفزة الكبيرة في الأداء عند الانتقال إلى سبائك سوبرأوستنيت بطول 6 أشهر، أو سبائك النيكل، رغم تكلفتها الأعلى بمقدار 3–8×.
4.2 حساب إجمالي تكلفة الملكية
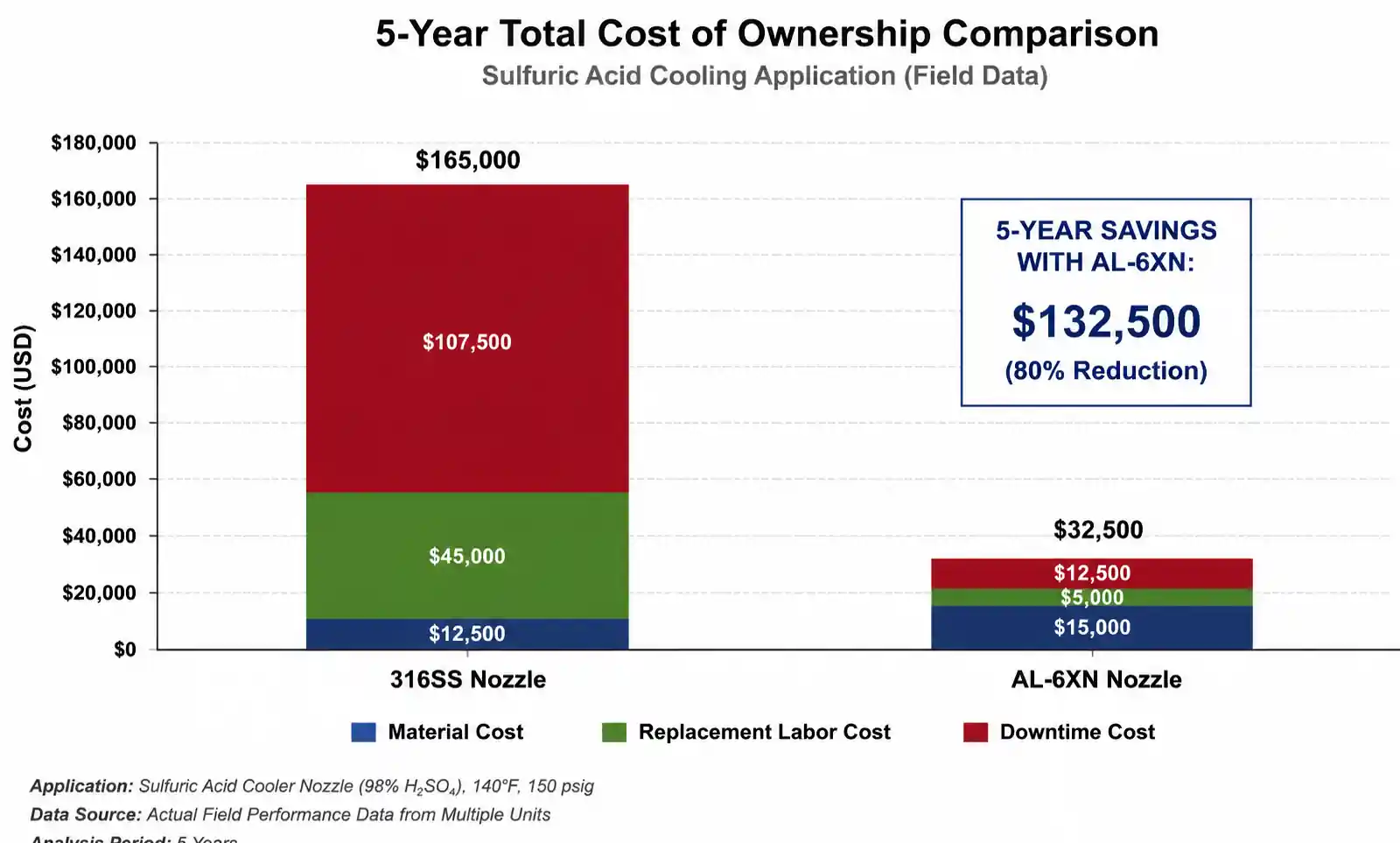
تكلفة المواد الأولية تروي جزءا فقط من القصة. المقارنة الاقتصادية الحقيقية تتطلب تحليل تكلفة الملكية الإجمالية. فكر في مشعب تبريد خط التخليل مع 80 فوهة، يعمل 16 ساعة يوميا، 6 أيام في الأسبوع (حوالي 5,000 ساعة في السنة). يكلف التوقف غير المخطط له بسبب فشل الفوهة 12,000 دولار في الساعة من الإنتاج المفقود، ويتطلب الاستبدال المجدول إيقافا لمدة 4 ساعات بتكلفة 48,000 دولار بالإضافة إلى 8,000 دولار من العمالة.
السيناريو أ: 316 فوهة من الفولاذ المقاوم للصدأ
- تكلفة المواد لكل فوهة: 35 دولار
- التركيب الأولي: 80 فوهة × 35 دولارا = 2,800 دولار
- عمر الخدمة: 800 ساعة (متوقعة)
- الاستبدال في السنة: 5,000 ساعة ÷ 800 ساعة = 6.25 دورة استبدال
- التكلفة السنوية للمواد: 6.25 × 2800 دولار = 17500 دولار
- العمالة البديلة السنوية: 6.25 × (48,000 + 8,000 دولار) = 350,000 دولار
- الإجمالي السنوي: 367,500 دولار
السيناريو ب: فوهات AL-6XN فائقة الأوستنيت
- تكلفة المواد لكل فوهة: 125 دولار
- التركيب الأولي: 80 فوهة × 125 دولار = 10,000 دولار
- عمر الخدمة: 4,000 ساعة (متوقع)
- الاستبدال في السنة: 5,000 ساعة ÷ 4,000 ساعة = 1.25 دورة استبدال
- تكلفة المواد السنوية: 1.25 × 10,000 دولار = 12,500 دولار
- العمالة البديلة السنوية: 1.25 × (48,000 + 8,000 دولار) = 70,000 دولار
- الإجمالي السنوي: 82,500 دولار
سعر خيار AL-6XN يزيد بمقدار 3.5× لكل فوهة لكنه يقلل من إجمالي تكلفة الملكية بنسبة 78٪ سنويا، مما يوفر 285,000 دولار سنويا. فترة الاسترداد على الاستثمار الأولي الأعلى أقل من أسبوعين من التشغيل. يفترض هذا الحساب أن كلا المادتين قد وصلتا إلى نهاية عمرهما الافتراضي بناء على اختبار معدل التدفق وليس الفشل الكارثي؛ إذا حدثت الأعطال غير المتوقعة بشكل متكرر، تزداد ميزة TCO للمواد الفاخرة أكثر.
{kind=link}
5. مصفوفة قرار اختيار المواد للأحماض المحددة
5.1 بيئات حمض الكبريتيك
سلوك حمض الكبريتيك يعتمد بشكل حاسم على التركيز ودرجة الحرارة. في حمض الكبريتيك المخفف (تركيز <10٪) عند درجة الحرارة المحيطة، يؤدي 316SS أداء جيدا مع عمر خدمة يتراوح بين 2000 و3000 ساعة. عند تركيز 10–20٪ ودرجة حرارة 140–180 درجة فهرنهايت (ظروف التخليل) المعتادة، يوصى بالحصول على درجات AL-6XN أو 904L فوق الأوستنيتية، مما يوفر عمر خدمة من 3500 إلى 5000 ساعة. بالنسبة لحمض الكبريتيك المركز (>60٪) عند درجات الحرارة المرتفعة، يطلب استخدام سبيكة 20 أو هاستلوي C-276 بسبب الطبيعة العدوانية عالية للحمض المركز.
اعتبار مهم هو انتقال حمض الكبريتيك من الأكسدة إلى السلوك الاختزالي. عند تركيز 60٪ ودرجة حرارة 160°F، يصبح حمض الكبريتيك مؤكسدا بقوة، مما يغير ترتيب المواد. لقد رأينا حالات تفوق فيها 316SS بشكل غير متوقع على سبائك النيكل الأعلى في حمض الكبريتيك البارد المركز جدا (>80٪)، رغم أن هذه نافذة تطبيق ضيقة.
5.2 أنظمة الأحماض المختلطة بالنيتريك والهيدروفلوريك
أنظمة HNO₃/HF المختلطة في حمض المقاوم للصدأ المستخدمة في تخليل الفولاذ المقاوم للصدأ تمثل تحديات فريدة. يهاجم حمض الهيدروفلوريك طبقة أكسيد الحماية التي توفر مقاومة التآكل في معظم السبائك، بينما يوفر حمض النيتريك ظروف مؤكسدة. الفولاذ المقاوم للصدأ القياسي يفشل بسرعة في HF، حيث يظهر 316SS هجوما شديدا خلال 100–200 ساعة في خلطات HF بنسبة 2–5٪ عند 140°F.
تعد مادة التيتانيوم من الدرجة الثانية المادة المفضلة للبيئات النيترية-الهيدروفلورية، حيث توفر عمر خدمة يتراوح بين 6,000–10,000 ساعة في تركيزات التخليل النموذجية. يشكل التيتانيوم طبقة مستقرة وقابلة للشفاء ذاتيا من أكسيد التيتانيوم حتى في وجود HF، بشرط وجود أنواع مؤكسدة كافية (HNO₃). ومع ذلك، يجب ألا يستخدم التيتانيوم أبدا في تقليل الأحماض أو البيئات التي لا يوجد فيها مؤكسد كاف، لأن هشاشة الهيدروجين قد تسبب فشلا مفاجئا في الهشاشة.
بالنسبة للأنظمة الأحماضية المختلطة التي قد تحدث فيها ظروف اختزال وأكسدة، يوفر Hastelloy C-276 أو Zirconium 702 توافقا أوسع، وإن كان ذلك بتكلفة أعلى بكثير. يقدم الزركونيوم مقاومة استثنائية لمقاومة التيار العالي لكنه يكلف 12× أكثر من الفولاذ المقاوم للصدأ القياسي، مما يقتصر استخدامه على التطبيقات الحرجة التي لا تتوفر فيها بدائل.
5.3 جدول اختيار المواد حسب نوع الحمض
| نظام الحمض | التركيز | درجة الحرارة | المواد الموصى بها | مواد بديلة | المواد التي يجب تجنبها |
|---|---|---|---|---|---|
| حمض الكبريتيك (H₂SO₄) | <10٪ | <120°F | 316SS، 316L | AL-6XN | 304SS |
| حمض النيتريك (HNO₃) | 5–20٪ | <160°F | التيتانيوم من الدرجة الثانية، 316SS | AL-6XN | الفولاذ الكربوني |
| حمض الهيدروفلوريك (HF) | 2–10٪ | <140°F | التيتانيوم من الدرجة 2*، زركونيوم 702 | هاستلوي C-276 | جميع أنواع الفولاذ المقاوم للصدأ |
| مزيج HNO₃/HF | 8–15٪ / 2–5٪ | 120–160°F | التيتانيوم من الدرجة 2*، زركونيوم 702 | هاستلوي C-276 | 316SS، AL-6XN |
| حمض الفوسفوريك (H₃PO₄) | 30–50٪ | 140–180°F | 904L، AL-6XN | هاستلوي C-276 | 316SS |
| حمض الهيدروكلوريك (HCl) | <5٪ | <120°F | هاستيلوي C-276، زركونيوم 702 | التيتانيوم من الدرجة 2 | 316SS، AL-6XN |
| خليط منظف أبخرة الحموضة | المتغير، الرقم الهيدروجيني 1.5–3 | 100–140°F | AL-6XN، 904L | هاستلوي C-276 | 316SS |
* التيتانيوم يتطلب بيئة مؤكسدة؛ لا تستخدم في ظروف HF نقية أو في ظروف اختزالية
** التيتانيوم مقبول في الهيدروكلوريك الكربوني المخفف مع وجود مؤكسدات
ملاحظات اتخاذ القرار الحيوي: يقدم هذا الجدول إرشادات عامة بناء على خبرتنا الميدانية والاختبارات المخبرية المعجلة. قم دائما بإجراء اختبارات تآكل خاصة بالموقع قبل الالتزام بطلبات الفوهة الكبيرة، خاصة للأنظمة الأحماضية المختلطة أو عندما تكون مستويات التلوث غير معروفة. ارتفاع درجات الحرارة، تلوث الكلوريد، أو التغيرات غير المتوقعة في درجة الحموضة يمكن أن يقلل بشكل كبير من عمر الخدمة حتى للمواد المختارة بشكل صحيح. عند الشك، حدد المادة الأعلى الأداء التالية أو أجر تركيبا تجريبيا من 10–20 فوهة للتحقق من عمر الخدمة قبل التحويل الكامل للنظام.
{kind=link}
6. دراسة حالة واقعية: عائد على الاستثمار في ترقية المواد
6.1 الخلفية وبيان المشكلة
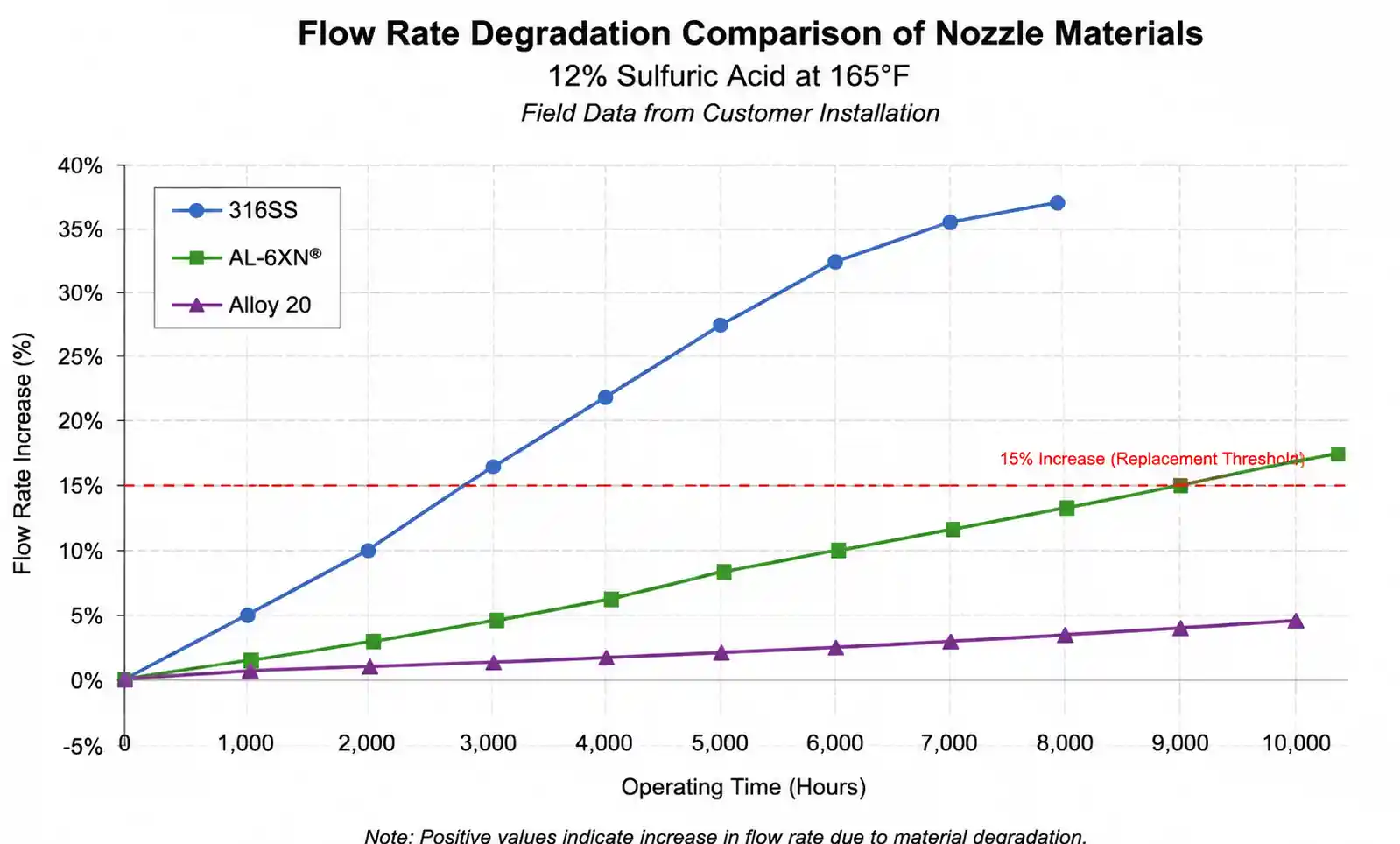
كان منتج أوروبي للفولاذ المقاوم للصدأ يشغل خط تخليل مستمر لمعالجة شريط من سلسلة 400 من الفولاذ المقاوم للصدأ باستخدام حمام حمض الكبريتيك بنسبة 12٪ عند درجة حرارة 165°F. استخدم قسم التبريد مباشرة أسفل الحمام الحمضي 120 فوهة مخروطية كاملة عند 40 PSI لتقليل درجة حرارة الشريط من 180°F إلى 95°F قبل قسم الشطف. تم تركيبه في الأصل بفوهات 316SS، لكنه تعرض لأعطال متكررة بسبب تكبير الفتحة وانهيار نمط الرش في النهاية.
أظهرت سجلات الصيانة استبدال الفوهة يحدث كل 6–8 أسابيع، مما يتطلب إيقافا كاملا للخط لمدة 6 ساعات. كلف كل توقف حوالي 55,000 يورو في الإنتاج المفقود بالإضافة إلى 6,000 يورو في العمالة والمواد. بلغ إجمالي فترات التوقف السنوية المرتبطة بالفوهة 8–9 حالات إغلاق، بتكلفة تتراوح بين 488,000 و549,000 يورو سنويا. بالإضافة إلى ذلك، تسبب الزيادة التدريجية في معدل التدفق بين البدائل في عدم اتساق التبريد، مما أدى إلى مشاكل في التحكم في درجة الحرارة وعيوب جودة عرضية في المنتج النهائي.
6.2 الحل والتنفيذ
بعد إجراء أخذ عينات حمضية في الموقع ورسم خرائط درجات الحرارة، أوصينا بالترقية إلى فوهات الفولاذ المقاوم للصدأ فوق الأوستنيت AL-6XN. وفر تركيب المادة (20.5٪ Cr، 24٪ Ni، 6.3٪ Mo، PREN ≈ 42) مقاومة أفضل بكثير لحمض الكبريتيك في ظروف التشغيل. كانت التكلفة الأولية ل 120 فوهة AL-6XN 15,600 يورو مقارنة ب €4,200 لجهاز 316SS، وهو ما يمثل علاوة قدرها €11,400.
قام العميل في البداية بتركيب 20 فوهة AL-6XN في القسم الأعلى تعرض كاختبار تجريبي، مع الاحتفاظ ب 316SS في المناطق ذات التعرض المنخفض. بعد 6 أشهر، احتاجت فوهات 316SS إلى استبدال كامل بينما أظهرت فوهات اختبار AL-6XN تآكلا طفيفا. أظهرت اختبارات التدفق زيادة بنسبة 3٪ فقط في معدل التدفق على وحدات AL-6XN مقابل زيادة بنسبة 22٪ في وحدات 316SS التي تعمل في ظروف مماثلة. استنادا إلى هذه النتائج، تم تحويل النظام الكامل إلى AL-6XN.
6.3 نتائج وتحليل العائد على الاستثمار
بعد تنفيذ AL-6XN الكامل، انخفضت حالات الإغلاق المرتبطة بالفوهات من 8–9 مرات سنويا إلى 1.5 سنويا، مع تمديد عمر الخدمة إلى 14–16 شهرا. انخفضت تكلفة التوقف السنوية من €488,000 إلى €91,500، مما وفر 396,500 يورو سنويا. ارتفعت تكلفة المواد من حوالي 33,600 يورو (8 × 4,200 يورو) إلى 23,400 يورو (1.5 × 15,600 يورو)، مما وفر توفيرا سنويا إضافيا قدره 10,200 يورو. إجمالي المدخرات السنوية: €406,700. فترة الاسترداد على الاستثمار الأولي في الترقية: 19 يوما من التشغيل.
بعيدا عن التوفير المباشر في التكاليف، أبلغ المصنع عن تحسن في استقرار العملية بسبب أنماط رش أكثر اتساقا طوال دورة الخدمة. انخفضت تقلبات التحكم في درجة الحرارة من ±8°F إلى ±3°F، مما قلل من عيوب الجودة المرتبطة بدرجة الحرارة بنسبة تقدر ب40٪. ورغم صعوبة القياس بدقة، قدر المصنع أن هذا التحسن في الجودة أضاف قيمة سنوية بين 75,000 و100,000 يورو من خلال تقليل الخردة وإعادة العمل.
{kind=link}
7. أفضل ممارسات التركيب والصيانة
7.1 إرشادات التركيب لبيئات الحمض
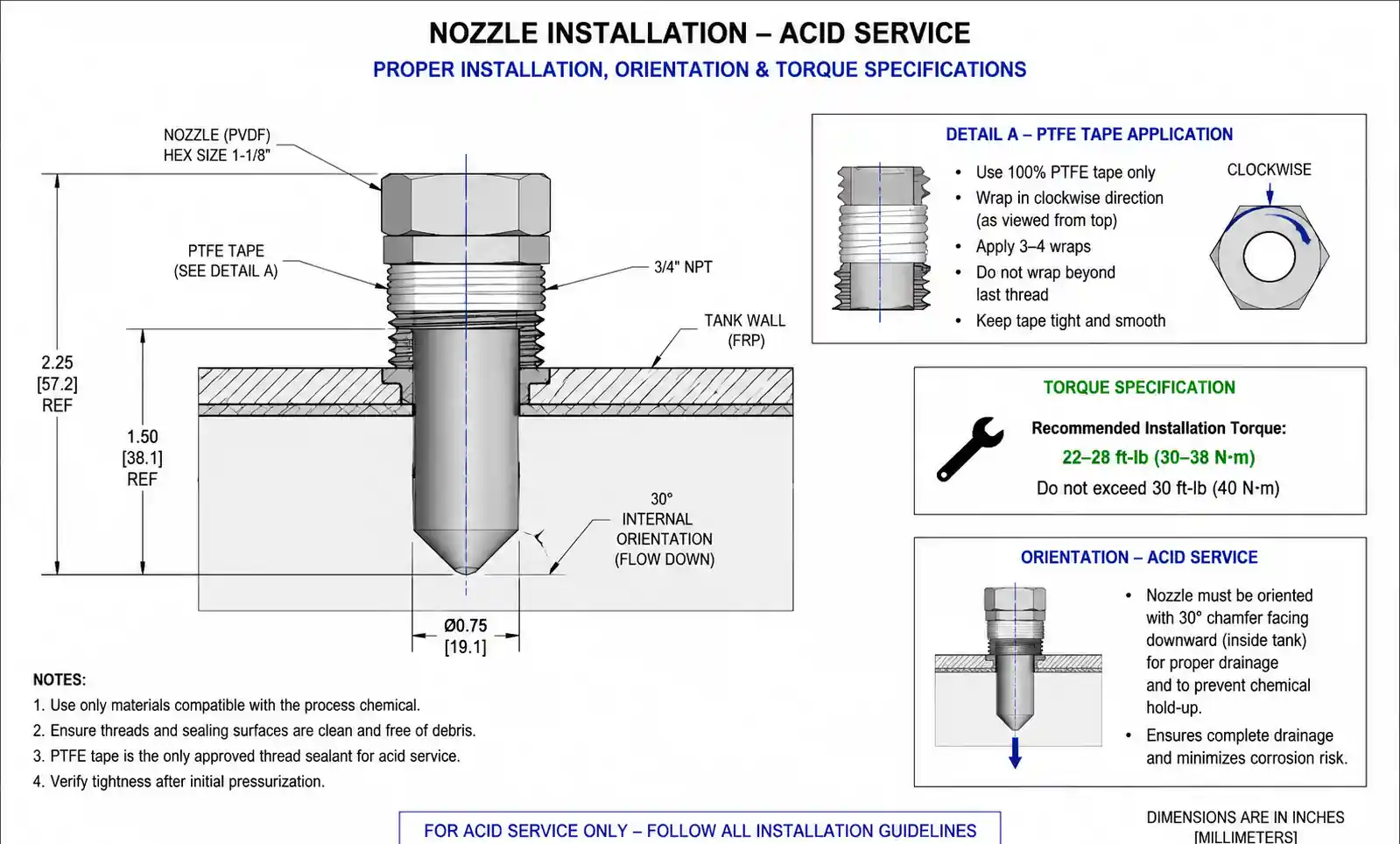
التركيب الصحيح يطيل عمر خدمة الفوهة بشكل كبير بغض النظر عن المادة. اختيار مادة العزل للخيوط أمر بالغ الأهمية؛ استخدم فقط شريط PTFE أو معجون المصنف للخدمة الحمضية، حيث قد تتدهور المواد المانعة القياسية وتتسبب في تسربات. ضع 3–4 لفات من شريط PTFE في اتجاه دوران الخيط. لا تستخدم أبدا المواد المانعة على السيليكون في البيئات الحمضية. يجب أن يتبع عزم التركيب مواصفات الشركة المصنعة، عادة بين 15 إلى 25 قدم-رطل لوصلات 1/4 بوصة من نوع NPT. الإفراط في الشد قد يؤدي إلى تشقق الفوهات المبطنة بالخزف أو تشوه الأسطح الحاملة للفتحات؛ يسمح الشد المنخفض باختراق الحمض في الخيوط.
اتجاه الفوهة مهم في البيئات الحمضية. قم بتركيب فوهات ذات فتحات موجهة للأسفل كلما أمكن لمنع تراكم الحمض في التجاويف الداخلية أثناء فترات الإيقاف. الحمض الراكد المحبوس في أجسام الفوهات خلال فترات الخمول يسبب تآكلا متسارعا. إذا كانت الفوهات ذات التوجه للأعلى لا مفر منها، نفذ إجراء غسل المياه قبل كل إغلاق للجهاز. توافق المواد بين المانيفولد أمر أساسي؛ تأكد من أن مادة المانيفولد مساوية أو أفضل من مادة الفوهة، حيث يمكن أن يحدث التآكل الجلفاني عندما تلامس المعادن المختلفة مع الإلكتروليت الحمضي. عزل المعادن المختلفة باستخدام غسالات PTFE إذا لزم الأمر.
7.2 الصيانة والمراقبة الوقائية
حدد جدول اختبار التدفق لرصد تدهور الأداء قبل الفشل الكارثي. نوصي باختبار التدفق الفصلي لفوهات 316SS في خدمة الحمض والاختبار نصف السنوي لسبائك الفاخرة. استخدم مقياس تدفق معاير عند ضغط التشغيل؛ سجل معدل التدفق وحساب نسبة التغير من النقطة الأساسية. استبدل الفوهات عندما يرتفع معدل التدفق بنسبة 12–15٪ فوق المعدل الاسمي، حيث يبدأ توحيد نمط الرش في التدهور بعد هذا الحد. يجب أن يتحقق الفحص البصري من وجود تآكل خارجي، خاصة عند جذور الخيوط حيث يبدأ تشقق التآكل الناتج عن الإجهاد، أو توحيد نمط الرش باستخدام ورق حساس للماء أو الملاحظة المباشرة، أو تراكم الترسبات أو الترسبات على الأسطح الخارجية، وعلامات تلف التجويف (الأسطح المثقوبة عند خروج الفتحة).
تنفيذ بروتوكول التنظيف للأنظمة ذات التشغيل المتقطع. يسبب الحمض الذي يترك على اتصال مع الفوهات خلال فترات الخمول الطويلة ضررا أكبر من التشغيل المستمر بنفس التركيز. اشطف بالماء منزوع الأيونات لمدة لا تقل عن 5 دقائق قبل الإغلاق الذي يتجاوز 4 ساعات. في أنظمة الأحماض المختلطة، يوفر تدفق قلوي ضعيف (محلول كربونات الصوديوم 1–2٪) يليه شطف الماء حماية أفضل، رغم أنه يجب التحكم في ذلك بعناية لتجنب ترسيب القشرة في أجسام الفوهة.
7.3 الأخطاء الشائعة في التركيب التي يجب تجنبها
من خلال خبرتنا في الخدمة الميدانية، تمثل ثلاث أخطاء في التركيب 60٪ من أعطال الفوهة المبكرة. تركيب الفوهات عند ضغط مفرط يتجاوز تصنيف التصميم يسرع كل من التآكل والتآكل، حيث تزيد السرعة الأعلى من معدلات انتقال الكتلة عند الأسطح المتآكلة. إذا كنت بحاجة إلى تدفق أعلى، حدد فوهات فتحة أكبر بدلا من الضغط الزائد للفتحات الصغيرة. استخدام مواد مختلطة في نفس المانيفولد دون عزل جلفاني ينتج خلايا كهروكيميائية تسرع تآكل المادة الأقل نبلا. إذا كان عليك خلط فوهات 316SS مع التيتانيوم، عزلهما على مشعبات منفصلة أو استخدم بوشات عزل PTFE. وأخيرا، الفشل في التحقق من تركيز الحمض ودرجة الحرارة قبل تحديد المواد يؤدي إلى فشل سريع؛ لا تعتمد على مواصفات العملية الاسمية. قم بقياس ظروف التعرض الفعلية باستخدام مقياس الرقم الهيدروجيني ومسجل درجة الحرارة قبل اختيار المادة النهائي.
أحد الأخطاء المكلفة بشكل خاص واجهناه كان مصنعا يحدد فوهات AL-6XN بناء على تركيز اسمي 15٪ من حمض الكبريتيك. دون علم المحدد، انخفض تركيز الحمام الفعلي إلى 22–25٪ بسبب عدم انتظام التحكم في إضافة الحمض. حتى مادة AL-6XN الفاخرة تدهورت بسرعة في التركيز الأعلى، مما استدعى استبداله كل 8 أشهر بدلا من 18 شهرا المتوقعة. بعد تنفيذ تحكم أفضل في التركيز والترقية إلى سبيكة 20 في المناطق الأعلى تعرضا، تحسنت مدة الخدمة إلى 20+ شهرا.
{kind=link}
8. الأسئلة الشائعة: أسئلة شائعة حول اختيار المواد
س: هل يمكنني ترقية الفوهات الأكثر انكشافا فقط والاحتفاظ ب 316SS في مكان آخر لتقليل التكلفة؟
نعم، وغالبا ما يكون هذا هو النهج الأكثر توفيرا من حيث التكلفة. حدد 20–30٪ من الفوهات ذات أعلى تعرض للحمض (عادة الأقرب إلى الحمام الحمضي أو في مناطق الرش المباشرة) وترقيتها إلى مواد فاخرة. الفوهات المتبقية في المناطق ذات التعريض المنخفض يمكنها استخدام 316SS أو 316L. تقلل هذه الاستراتيجية "المواد المتدرجة" تكلفة الترقية بنسبة 50–65٪ بينما تستحوذ على 75–85٪ من تحسين الموثوقية. وثق أي مواقع الفوهات تستخدم أي مواد للصيانة المستقبلية.
س: كيف أعرف متى أستبدل الفوهات – هل يجب أن أنتظر حتى يكون هناك عطل ظاهر أم أستخدم اختبار التدفق؟
استخدم دائما اختبار التدفق بدلا من انتظار الفشل الظاهر. يزيد التضخم التدريجي للفتحة بسبب التآكل من معدل التدفق ويقلل من تجانس نمط الرش قبل حدوث فشل كارثي. نوصي بالاستبدال عندما يرتفع معدل التدفق بنسبة 12–15٪ فوق المستوى الأصلي، مع بدء فعالية التبريد أو التنظيف في التدهور بعد هذه النقطة. يوفر اختبار التدفق الفصلي لفوهات الفولاذ المقاوم للصدأ القياسية والاختبار نصف السنوي لسبائك الفاخرة مراقبة كافية دون تكلفة عمالة مفرطة.
س: هل هناك مادة "أفضل" عالمية لجميع الأحماض في إنتاج الفولاذ المقاوم للصدأ؟
لا. يقدم Hastelloy C-276 أوسع توافق مع الحمض لكنه يكلف 8–10× أكثر من 316SS، مما يجعله غير عملي للتركيبات الكبيرة. تعتمد المادة المثلى على نوع الحمض المحدد، والتركيز، ودرجة الحرارة، والعوامل الاقتصادية. لتخليل حمض الكبريتيك (الأكثر شيوعا)، يوفر AL-6XN أو 904L أفضل نسبة أداء إلى تكلفة. بالنسبة للأنظمة المختلطة من النيتريك والهيدروفلور، يفضل الدرجة الثانية من التيتانيوم. دائما قم بمطابقة المادة مع ظروفك الخاصة بدلا من تحديد "أفضل مادة".
س: هل يمكن لتصميم الفوهة (المخروط الكامل مقابل المروحة المسطحة) أن يؤثر على معدل التآكل؟
نعم، رغم أن التأثير عادة ما يكون ثانويا بالنسبة لاختيار المادة. التصاميم التي تحتوي على مناطق تدوير داخلية أو جيوب راكدة تتراكم الحمض وتتآكل بشكل أسرع خلال فترات الإيقاف. عادة ما تتفوق فوهات المخروط الكامل والمجوف ذات الهندسة الداخلية البسيطة على تصاميم التذرية الهوائية المعقدة في الخدمة التآكلية. قد تتعرض فوهات المراوح المسطحة ذات الفتحات البيضاوية للتآكل التفضيلي عند الأطراف الضيقة حيث تكون السرعة في أعلى مستوياتها. عندما يكون ذلك ممكنا، اختر الهندسة الداخلية البسيطة بدون مناطق ميتة لخدمة الحمض.
س: هل يجب أن أحدد إدخالات سيراميك أو كربيد لعمر أطول؟
تتفوق الإدخالات السيراميكية والكربيد في تطبيقات التآكل الكاشط لكنها تقدم فائدة محدودة في تآكل الحمض النقي. السيراميك مثل كربيد السيليكون والألومينا خاملة كيميائيا لمعظم الأحماض، لكن الجسم المعدني المحيط بالإدخال لا يزال يتآكل، مما يؤدي في النهاية إلى ارتخاء الإدخال أو فشل كامل في الفوهة. توفر إدخالات الكربيد (عادة كربيد التنجستن) مقاومة ممتازة للتآكل لكن مادة الكوبالت يمكن أن تتآكل في البيئات الحمضية. استخدم إدخالات السيراميك/الكربيد بشكل أساسي عندما تكون هناك جزيئات حمضية وكاشطة؛ للتآكل الحمضي النقي، اختر سبائك المعادن المناسبة بدلا من ذلك.
س: ماذا عن الطلاءات – هل يمكنني تغطية فوهات 316SS بدلا من ترقية المواد؟
الطلاءات المقاومة للحمض مثل PTFE، السيراميك، أو الطلاء النيكل بدون كهرباء لها نجاح محدود في تطبيقات الفوهات. التدفق عالي السرعة عبر فتحات صغيرة ودورة الضغط يسبب تقشر الطلاء خلال أسابيع إلى شهور. بالإضافة إلى ذلك، أي عيب أو تلف في الطلاء يخلق خلية تآكل موضعية تسرع هجوم المعادن الأساسية. لا نوصي بالطلاء كبديل لاختيار المواد بشكل صحيح في خدمة الأحماض. الاستثناء الوحيد هو الطلاءات المركبة النيكل-PTFE غير الكهربائية لتطبيقات محددة غير مبللة، لكنها لا تزال تتطلب مواد أساسية متوافقة.
9. الخاتمة والخطوات التالية
اختيار المادة المناسبة لفوهات التبريد في إنتاج الفولاذ المقاوم للصدأ الحمضي أمر مهم جدا من حيث التكلفة ومدة التشغيل. بالتأكيد، قد تكلف سبائك مثل AL-6XN أو Alloy 20 أو Hastelloy C-276 بمقدار 3–10× أكثر من 316SS العادية، لكن عندما تنظر إلى إجمالي تكلفة الملكية — استبدال أقل، وقت توقف أقل — غالبا ما تنظر إلى توفير بين 60-80٪. الحيلة ليست في الاعتماد على ما تعرفه؛ بل لمطابقة السبيكة مع نوع الحمض الفعلي، وتركيزك، ودرجة الحرارة.
نهجنا الأساسي بسيط:
- احصل على بيانات حقيقية عن بيئتك—تركيز الحمض، درجة الحرارة، الملوثات، الضغط.
- اختر المرشحين باستخدام مصفوفة القرار (انظر القسم 5)، لكن إعطاء الأولوية لتكلفة العمر وليس سعر الشراء.
- شغل جهاز تجريبي يحتوي على 15-25 فوهة، وفحص التدفق كل ربع سنة لتأكيد العمر المتوقع. بالنسبة للبناء الجديد أو التحديثات، اطلب من المورد بيانات التآكل الخاصة بحالتك الخاصة—الجداول العامة هي مجرد نقطة انطلاق. فكر أيضا في التصنيف: استخدم السبائك الفاخرة على 20-30٪ من الفوهات التي تتعرض لسوء الاستخدام، واستخدم المواد القياسية في أماكن أخرى. هذا يوازن التكلفة والموثوقية بشكل جيد.
هل لديك تطبيق محدد في ذهنك؟ أرسل لنا تفاصيل عملياتك وسنقدم لك توصيات مواد مخصصة، مدعومة باختبارات مختبرية وخبرة ميدانية واقعية.