





كيف تتكامل أنظمة التحكم التلقائي في درجة الحرارة مع الفوهات الذكية لتحسين دقة التبريد
جدول المحتويات
- [مقدمة: لماذا يهم التكامل لدقة التبريد] (#1 مقدمة لماذا التكامل مهم لدقة التبريد)
- [معايير التحكم الحرجة في درجة الحرارة في التبريد بالرش] (#2-معايير التحكم الحرجة في التبريد بالرش)
- [تقنية الفوهة الذكية: التدفق في الوقت الحقيقي وضبط الرش] (#3-تقنية الفوهة الذكية-تدفق-الوقت-وتعديل-الرش)
- [بنية التكامل: الحساسات، المتحكمات، والفوهات المشغلة] (#4-تكامل-معمارية-مستشعرات-متحكمات-وفوهات مشغلة)
- [مثال عملي: التحكم في درجة حرارة تبريد القضيب الفولاذي] (#5 مثال تم العمل عليه - التحكم في درجة حرارة تبريد قضبات الفولاذ)
- [مقارنة الأداء: الأنظمة الذكية التقليدية مقابل المتكاملة] (#6-مقارنة الأداء-التقليدية-مقابل الأنظمة الذكية المتكاملة)
- [أخطاء التكامل الشائعة وحلول الحقل](#7-أخطاء التكامل المشتركة وحلول الحقل)
- [الأسئلة الشائعة](#8-الأسئلة الشائعة)
- الخاتمة
1. مقدمة: لماذا يعد التكامل مهما لدقة التبريد
في الدرفلة المستمرة للفولاذ، ومعالجة رقائق أشباه الموصلات، وإدارة الحرارة في مراكز البيانات، فإن الحفاظ على درجة الحرارة المستهدفة ضمن ±2–5°م ليس رفاهية—بل هو متطلب معدني أو موثوق. أنظمة التبريد التقليدية ذات التدفق الثابت تعمل بحلقة مفتوحة: توفر معدل تدفق محدد مسبقا بغض النظر عن الحمل الحراري في الوقت الحقيقي. عندما يتغير معدل إنتاجية المنتج، أو يتغيرت درجة الحرارة المحيطة، أو يتقلب التسخين في الأعلى، تثبت الأنظمة إما زيادة التبريد (مما يهدر الماء والطاقة) أو التبريد الناقص (مما يعرض عيوب الجودة أو تلف المعدات).
أنظمة التحكم التلقائي في درجة الحرارة المدمجة مع الفوهات الذكية تغلق هذه الحلقة. يقيس باستمرار درجة حرارة السطح أو العملية، ويحسب فجوة واجب التبريد، ويعدل معدل تدفق الفوهة، زاوية الرش، أو حجم القطرة في الوقت الحقيقي. من بيانات التنفيذ الميداني لدينا، تقلل الأنظمة المتكاملة تباين درجة الحرارة بنسبة 60–75٪ مقارنة بالضبط اليدوي لنقاط الضبط، وتقلل استهلاك المياه بنسبة 20–40٪ في تطبيقات الحمل المتغير، وتمدد عمر خدمة الفوهة عن طريق تقليل التشغيل عالي الضغط غير الضروري.
يشرح هذا الدليل كيف تتواصل أنظمة التحكم التلقائي في درجة الحرارة مع الفوهات الذكية، وأي طرق تشغيل الفوهة تعمل بشكل أفضل لسيناريوهات التبريد المختلفة، وكيفية تحديد حجم وتركيب وحل مشاكل أنظمة التبريد المتكاملة. نركز على خطوات التصميم القابلة للتنفيذ والبيانات الميدانية الحقيقية بدلا من النظرة النظرية.
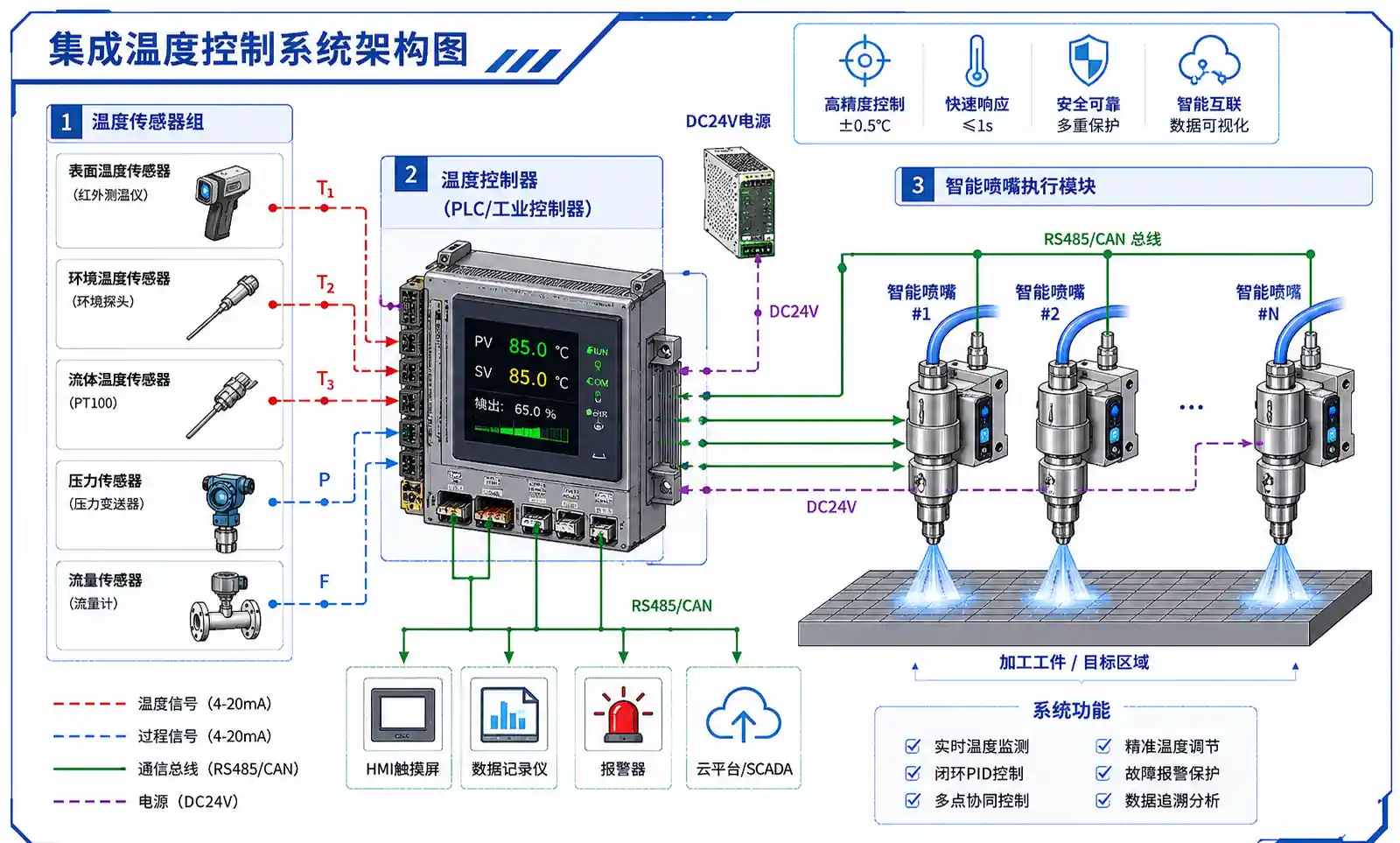
! نظرة عامة على نظام التبريد المتكامل 1
{kind=link}
2. معايير التحكم الحرجة في درجة الحرارة في التبريد بالرش
2.1 معدل التبريد وتدفق الحرارة
يقوم التبريد بالرش بإزالة الحرارة من خلال آليتين: انتقال الحرارة بالحمل الحراري من السطح الساخن إلى الفيلم السائل، والتبريد التبخيري الناتج عن تبخير القطرات. يعتمد معدل التبريد على:
- معدل التدفق لكل وحدة مساحة (لتر/دقيقة/م²): التدفق الأعلى يزيد من إزالة الحرارة وأيضا استخدام المياه.
- حجم القطرة (Dv0.5): القطرات الصغيرة (50–200 ميكرون) تعظم مساحة السطح للتبخر؛ القطرات الأكبر (400–800 ميكرون) توفر قوة اصطدام أعلى وتغطية فيلم سائل.
- سرعة الصدمة: مشتقة من ضغط الفوهة وزاوية الرش — السرعة الأعلى تحسن تجديد الفيلم لكنها قد تسبب رذاذا.
- درجة حرارة السطح والاقتراب: نقطة لايدنفروست (عادة 200–300°م للماء على الفولاذ) تحدد الانتقال من غليان النواة إلى غليان الفيلم. تحت ذلك، يكون الاتصال السائل مستقرا؛ فوقه، يغلق طبقة بخارية السطح ويقلل بشكل كبير من كفاءة التبريد.
خطأ شائع هو افتراض أن مضاعفة معدل التدفق تضاعف معدل التبريد. في الواقع، بمجرد أن يتم ترطيب السطح بالكامل، يوفر تدفق إضافي عوائد متناقصة. من خلال رسم الخرائط الحرارية بالأشعة تحت الحمراء لدينا، فإن زيادة التدفق من 10 لتر/دقيقة/م² إلى 20 لتر/دقيقة/م² على صفيحة فولاذية بحجم 600°C تحسن التبريد بنسبة ~40٪، وليس 100٪، لأن سمك الفيلم يصل إلى نطاق محدود للنقل.
2.2 التحكم في تدرج درجة الحرارة والتحكم
في تطبيقات مثل الصب المستمر أو المعالجة الحرارية، تسبب تدرجات الحرارة المحلية إجهادا حراريا وانحناءا. تجانس الرش — أي مدى توزيع القطرات بشكل متساو عبر الهدف — مهم بقدر معدل التدفق الكلي. يتم قياس الاتساق بواسطة معامل التغير (CV) لتوزيع المياه المقاس على الورق الحساس للماء أو شبكات النمط.
الفوهات الذكية تحسن التجانس من خلال:
- تعديل زاوية الرش المتغيرة: توسيع المخروط عندما يكون الهدف أقرب، وتضييق عندما يكون الهدف أبعد.
- التحكم في التدفق حسب المناطق: تعديل مجموعات الفوهة بشكل مستقل في أحواض تبريد متعددة المناطق.
- رش نبضي: تشغيل وإيقاف الفوهات بالتناوب في دورات كل جزء من الثانية لتلطيف التغطية الفورية.
تقيس أنظمة التحكم التلقائي درجة الحرارة عند نقاط متعددة (عادة 3–9 أزواج حرارية عبر منطقة التبريد) وتحسب اختلالات تدفق الحرارة المحلية. ثم تقوم وحدة التحكم بضبط تدفقات أو ضغوط الفوهة الفردية لتسطيح ملف درجة الحرارة.
{kind=link}
2.3 زمن الاستجابة وتأخر النظام
دقة التحكم في درجة الحرارة محدودة بتأخر النظام—أي التأخير بين اكتشاف المستشعر واستجابة التبريد. تشمل المصادر الرئيسية للتأخر:
- تأخر المستشعر (0.5–3 ثوان): التركيبات الحرارية المدمجة في مقاييس النار للمنتج أو غير التلامس بمتوسط حجم نقطة واحدة.
- تأخر حساب وحدة التحكم (0.1–0.5 ثانية): حساب حلقة PID والاتصال بالمشغلات.
- تأخر تشغيل الصمامات (0.3–2 ثانية): صمامات هوائية أو صمامات محرك متدرج تتحرك من موقع إلى آخر.
- تأخر هيدروليكي (0.2–1 ثانية): زمن انتقال موجة الضغط عبر الأنابيب من الصمام إلى الفوهة.
- تأخر الانتشار الحراري (2–10 ثوان): توصيل الحرارة من نقطة القياس إلى الطبقة السطحية المبردة.
تأخر النظام الكلي بين 3–15 ثانية هو أمر نموذجي. بالنسبة للمنتج سريع الحركة (مثل شريط فولاذي بسرعة 5 م/ث)، تعني تأخير 5 ثوان أن حركة التحكم تنطبق على بعد 25 مترا أسفل المكان الذي تم قياس فيه درجة الحرارة. تستخدم الأنظمة المتقدمة التحكم التنبؤي في التغذية — تقدير درجة الحرارة المستقبلية بناء على سرعة المنتج، والتسخين في الأعلى، ومنحنيات التبريد المعروفة — لتعويض التأخير.
3. تقنية الفوهة الذكية: ضبط التدفق والرش في الوقت الحقيقي
3.1 طرق التشغيل: تعديل الضغط مقابل التحكم الميكانيكي في التدفق
تقوم الفوهات الذكية بضبط خرج التبريد بثلاث طرق رئيسية:
| طريقة التشغيل | الآلية | نطاق التدفق | وقت الاستجابة | استقرار الضغط | مضاعف التكلفة النموذجي |
|---|---|---|---|---|---|
| تعديل الضغط (صمام سيرفو) | الصمام النسبي العلوي يضبط ضغط الإمداد؛ تدفق الفوهة يتبع Q = k√P | الرفض بنسبة 10:1 | 0.3–1 ثانية | ضعيف (تموج الضغط يؤثر على فوهات أخرى على نفس المانيفولد) | 1.5–2x |
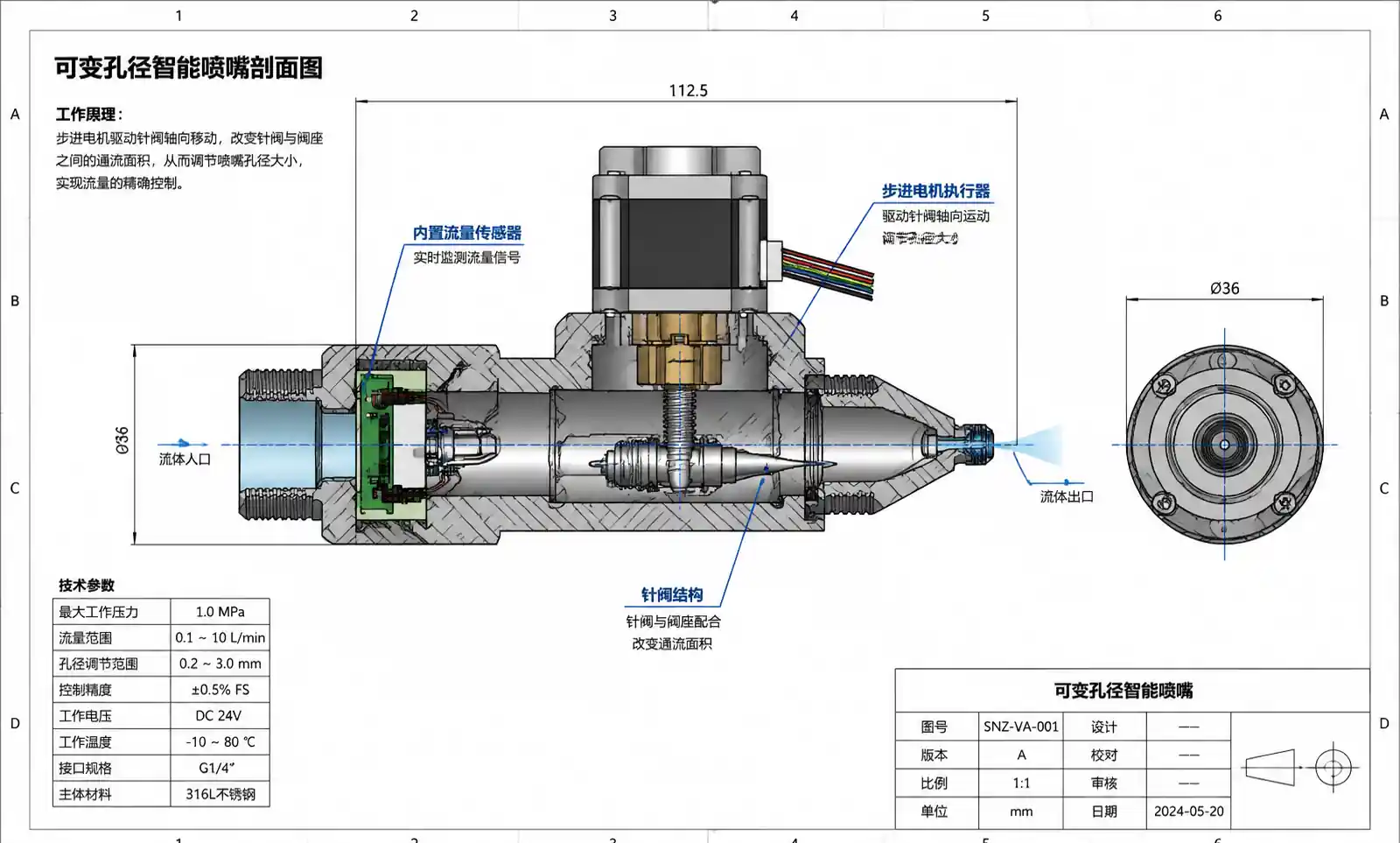
| فتحة متغيرة (صمام الإبرة) | تنكمش الإبرة الداخلية أو تتقدم إلى الفتحة | 20:1 الرفض | 0.5–2 ثانية | ممتاز (مستقل عن ضغط الإمداد) | 3–5x |
| دوارة أو قزحية | الدوارة الميكانيكية تدور لتغيير مساحة الفتحة الفعالة | 15:1 الرفض | 0.8–2 ثانية | ممتاز | 4–6x |
| تشغيل/إيقاف نبضي (ملف لولبي) | دورة سريعة (10–50 هرتز) مع دورة عمل متغيرة | 100:1 فعال | 0.05–0.2 ثانية لكل نبضة | ممتاز (ضغط تشغيل ثابت) | 1.2–1.8x |
تعديل الضغط هو الأبسط والأرخص لكنه يعاني من التداخل الداخلي: تغيير الضغط لفوهة واحدة يؤثر على جميع الفوهة الأخرى على المشعب. يعمل جيدا للتحكم الأحادي أو الجماعي، لكنه لا يعمل جيدا لتعديل الفوهة الفردية.
فوهات الفتحة المتغيرة تستخدم محرك خطوة أو مشغل بيزوكهربائي لتحريك إبرة داخلية. توفر تحكما مستقلا حقيقيا وتحافظ على زاوية رش ثابتة وحجم قطرات عبر نطاق التدفق. ومع ذلك، يضيف المشغل تعقيدا ميكانيكيا ونقاط تآكل محتملة. من خلال اختبارات التآكل في بيئات صناعة الصلب، تدوم أختام المشغلات من 8000 إلى 15000 ساعة في المياه النظيفة، ولكن فقط 2000 إلى 5000 ساعة في المياه المعاد تدويرها المحملة بالمبالاة—الترشيح إلى <100 ميكرون إلزامي.
فوهات التشغيل والإيقاف تظهر كبديل فعال من حيث التكلفة. يقوم صمام الملف اللولبي السريع بتشغيل وإيقاف الفوهة عند 20–50 هرتز، ويقوم المتحكم بتغيير دورة العمل (نسبة وقت الفتح) لتحقيق التدفق المتوسط المطلوب. عند 50 هرتز مع دورة عمل 20٪، تكون الفوهة مفتوحة لمدة 4 مللي ثانية كل 20 مللي ثانية. نظرا لأن الفوهة تعمل بضغط ثابت عند فتحها، تبقى خصائص الرش ثابتة. تدرك العين البشرية الترددات فوق ~15 هرتز كترددات مستمرة، لذا يبدو الرش النبضي ثابتا. توفر هذه الطريقة انحناءة ممتازة (حتى 100:1)، استجابة سريعة، وتتجنب تآكل صمامات. المقابل هو احتمال التعب على نوابض ومقاعد الملف اللولبي—ينصح بتركيب ملفات لولبية عالية الجودة مصنفة ل 50 مليون دورة.
3.2 الحساسات والتغذية الراجعة المتكاملة
الفوهات الذكية الحقيقية تدمج الحساسات مباشرة في جسم الفوهة أو كتلة التركيب:
- عدادات التدفق (توربين أو مغناطيسي): تقيس معدل التدفق الفعلي لاكتشاف الانسداد أو تآكل الفتحة. انخفاض التدفق بنسبة 20٪ عند الضغط الثابت يشير إلى تضخم الفتحة بسبب التآكل.
- محولات الضغط: مراقبة الضغط المحلي للتحقق من أوامر الصمامات واكتشاف انسدادات المشعب.
- حساسات درجة الحرارة (الاقتران الحراري أو RTDs): تقيس درجة حرارة سائل التبريد الداخلة إلى الفوهة—وهي مهمة بسبب خصائص الرش اللزوجة وتغير التوتر السطحي.
تقوم هذه الحساسات بتغذية مباشرة إلى وحدة التحكم في درجة الحرارة، مما يتيح التحقق من الحلقة المغلقة. على سبيل المثال، إذا أمر المتحكم صمام بفتح 60٪ لكن عداد التدفق يبلغ فقط عن 40٪ من التدفق المتوقع، فإن النظام يعلم إنذار انسداد ويمكنه تلقائيا زيادة الضغط أو التحول إلى فوهة احتياطية.
{kind=link}
تعديل حجم القطرات 3.3 (أنظمة متقدمة)
في بعض التطبيقات، يؤدي تغيير حجم القطرات إلى تحسين ديناميكيا من كفاءة التبريد. يمكن لفوهات التذرير ذات سائلين — التي تمزج بين الهواء المضغوط والسائل — تعديل نسبة الهواء إلى السائل (ALR) لتغيير حجم القطرة من 50 ميكرون (ALR عالي) إلى 300 ميكرون (ALR منخفض). القطرات الدقيقة تعظم التبريد التبخري فوق 500°C; القطرات الخشنة تحسن تغطية الفيلم السائل تحت 300°C.
استهلاك الهواء هو المقايضة: توليد 100 لتر/دقيقة من الرش المذر عند متوسط حجم قطرة يبلغ 200 ميكرون يتطلب حوالي 150–250 لتر/دقيقة قياسية من الهواء المضغوط عند 4–6 بار. بالنسبة لمناطق التبريد الكبيرة، قد تتجاوز تكلفة طاقة الضاغط تكلفة ضخ المياه. نوصي بتعديل ALR الديناميكي فقط للمنتجات عالية القيمة (مثل التيتانيوم، السبائك الفائقة) أو حيث تبرر ندرة المياه عقوبة طاقة الهواء.
4. بنية التكامل: الحساسات، وحدات التحكم، والفوهات المفعلة
مخطط كتلة النظام 4.1
يتكون نظام التحكم التلقائي المتكامل في درجة الحرارة + الفوهة الذكية النموذجي من:
- حساسات درجة الحرارة: التركيبات الحرارية (النوع K أو N ل <1100°C)، أجهزة قياس الحرارة بالأشعة تحت الحمراء (غير متلامسة ل >600°C)، أو كاميرات التصوير الحراري (لرسم خرائط درجة الحرارة المكانية).
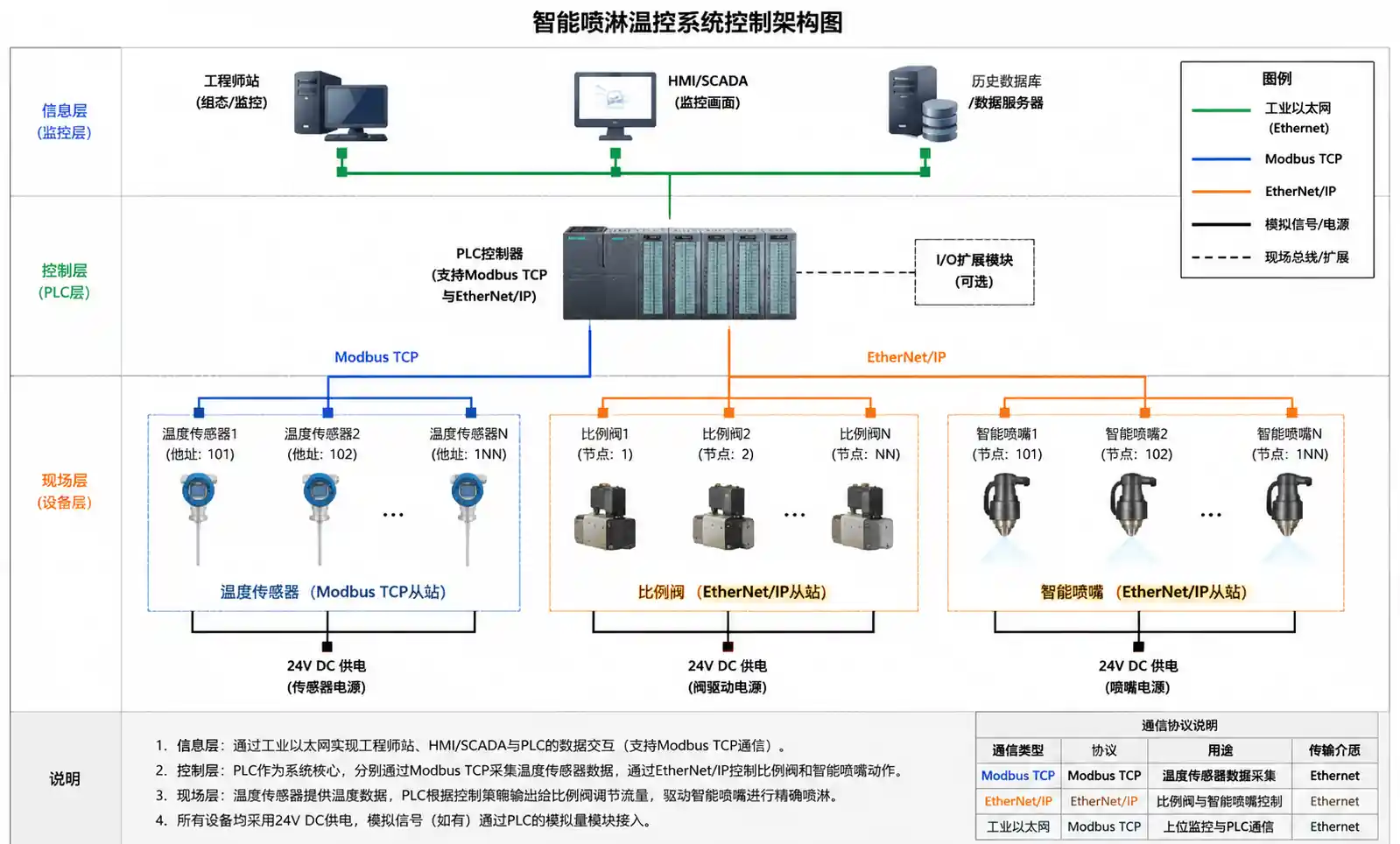
- PLC مركزي أو متحكم في درجة الحرارة: ينفذ خوارزميات PID أو خوارزميات التحكم التنبؤية بالنموذج، ويتواصل مع المشغلين عبر بروتوكولات صناعية (Modbus TCP، EtherNet/IP، PROFINET).
- صمامات التحكم المفعلة أو الفوهات الذكية: استقبال أوامر رقمية بسرعة 4–20 مللي أمبير أو إعدادات التدفق أو نمط الرش.
- حساسات التدفق والضغط: توفر تغذية راجعة للتحقق من الحلقة المغلقة.
- واجهة الإنسان والآلة (HMI): تعرض درجة الحرارة، ومعدلات التدفق، وحالة الإنذار، وتسمح بتجاوز نقاط الضبط يدويا.
- تسجيل البيانات: يسجل بيانات السلاسل الزمنية لتحسين العمليات والصيانة التنبؤية.
تعمل حلقة التحكم بسرعة 1–10 هرتز حسب تأخر النظام. الحلقات الأسرع (10 هرتز) تناسب المنتجات الرقيقة وسريعة الحركة؛ الحلقات الأبطأ (1 هرتز) تناسب المقاطع السميكة أو العمليات الدفعية.
4.2 بروتوكولات الاتصال وفترة التأخير
كانت الأنظمة القديمة تستخدم إشارات تناظرية بسرعة 4–20 مللي أمبير للبساطة. تفضل الأنظمة الحديثة البروتوكولات الرقمية للتحكم متعدد المتغيرات (التدفق + الضغط + درجة الحرارة في رسالة واحدة) والتشخيص. زمن الاستجابة النموذجية:
| البروتوكول | الكمون النموذجي (من PLC إلى المشغل) | عقد ماكس | الأسلاك |
|---|---|---|---|
| 4–20 مللي أمبير تناظري | 50–200 مللي ثانية | واحد لكل زوج أسلاك | زوج مخصص لكل جهاز |
| وحدة RTU مودباس (RS-485) | 20–100 مللي ثانية | 32–247 | حافلة سلسلة الأقحونة |
| مودباص TCP (إيثرنت) | 10–50 مللي ثانية | الألفينات | إيثرنت نجمي/حلقة |
| إيثرنت/IP | 5–20 مللي ثانية | الألفينات | إيثرنت نجمي/حلقة |
| بروفينيت IRT | 1–5 مللي ثانية | الألفينات | إيثرنت نجمي/حلقة |
بالنسبة لأنظمة التبريد التي تدوم تأخر حراري يتراوح بين 2–10 ثوان، حتى زمن استجابة Modbus RTU ضئيل. تستفيد التطبيقات عالية السرعة (الصب المستمر، المعالجة بالليزر) من بروتوكولات الإيثرنت الحتمية مثل PROFINET IRT.
{kind=link}
4.3 استراتيجيات التحكم: PID مقابل التغذية الأمامية مقابل التحكم التنبؤي بالنموذج
التحكم النسبي-التكاملي-المشتق (PID) هو المعيار الصناعي. يحسب المتحكم موقع الصمام بناء على:
- P (تناسبي): خطأ بين درجة الحرارة المستهدفة والمقاسة.
- I (التكاملي): الخطأ المتراكم مع مرور الوقت (يلغي إزاحة الحالة المستقرة).
- D (مشتقة): معدل تغير درجة الحرارة (يتوقع تجاوزات الدفع).
يعمل PID جيدا للعمليات المستقرة لكنه يعاني من اضطرابات كبيرة في الحمل أو منحنيات تبريد غير خطية. ضبط مكاسب PID (Kp، Ki، Kd) يتطلب خوارزميات التجربة والخطأ أو الضبط التلقائي. مشكلة شائعة في المجال هي التحضير التكاملي عندما تكون درجة الحرارة بعيدة عن نقطة الضبط (مثل بدء التشغيل)—حيث يتراكم الحد التكامل إلى أقصى خرجات، مما يسبب التجاوز عندما تقترب درجة الحرارة من نقطة الضبط. منطق مكافحة اللف يعيد ضبط مصطلح التكامل عندما يكون الناتج مشبعا.
التحكم في التغذية الأمامية يضيف مصطلحا تنبؤيا بناء على الاضطرابات القابلة للقياس (سرعة المنتج، درجة الحرارة في الأعلى، درجة حرارة المحيط). على سبيل المثال، في الصب المستمر، يعلم المتحكم أن زيادة سرعة الصب بنسبة 10٪ تتطلب ~12٪ ماء تبريد إضافي (من منحنيات التبريد التجريبية). يأمر Feedforward بضبط الصمام فورا، ويقوم PID بتقليم أي خطأ متبق. يقلل التغذية الأمامية من وقت الترسيب بنسبة 50–70٪ مقارنة ب PID وحده، لكنه يتطلب نماذج عملية دقيقة.
التحكم التنبؤي النموذجي (MPC) يستخدم نموذجا ديناميكيا لعملية التبريد (معادلات انتقال الحرارة، القصور الحراري، التأخر الهيدروليكي) للتنبؤ بدرجات الحرارة المستقبلية خلال أفق يتراوح بين 10–60 ثانية. يقوم بتحسين مسارات الصمامات لتقليل خطأ درجة الحرارة وتقليل جهد التحكم (حركة الصمام). تتعامل تقنية MPC مع القيود متعددة المناطق (مثل الحد الأقصى لمعدل التدفق الكلي، الحد الأدنى لتدفق المنطقة الفردية) بشكل أفضل من PID. المقابل هو الحمل الحسابي وتعقيد الضبط. ننشر MPC في تطبيقات عالية القيمة (معالجة الحرارة بسبائك الطيران) لكننا نلتزم ب PID + feedforward لمعظم التبريد الصناعي.
5. مثال عملي: التحكم في درجة حرارة تبريد القضيب الفولاذي
متطلبات التقديم 5.1
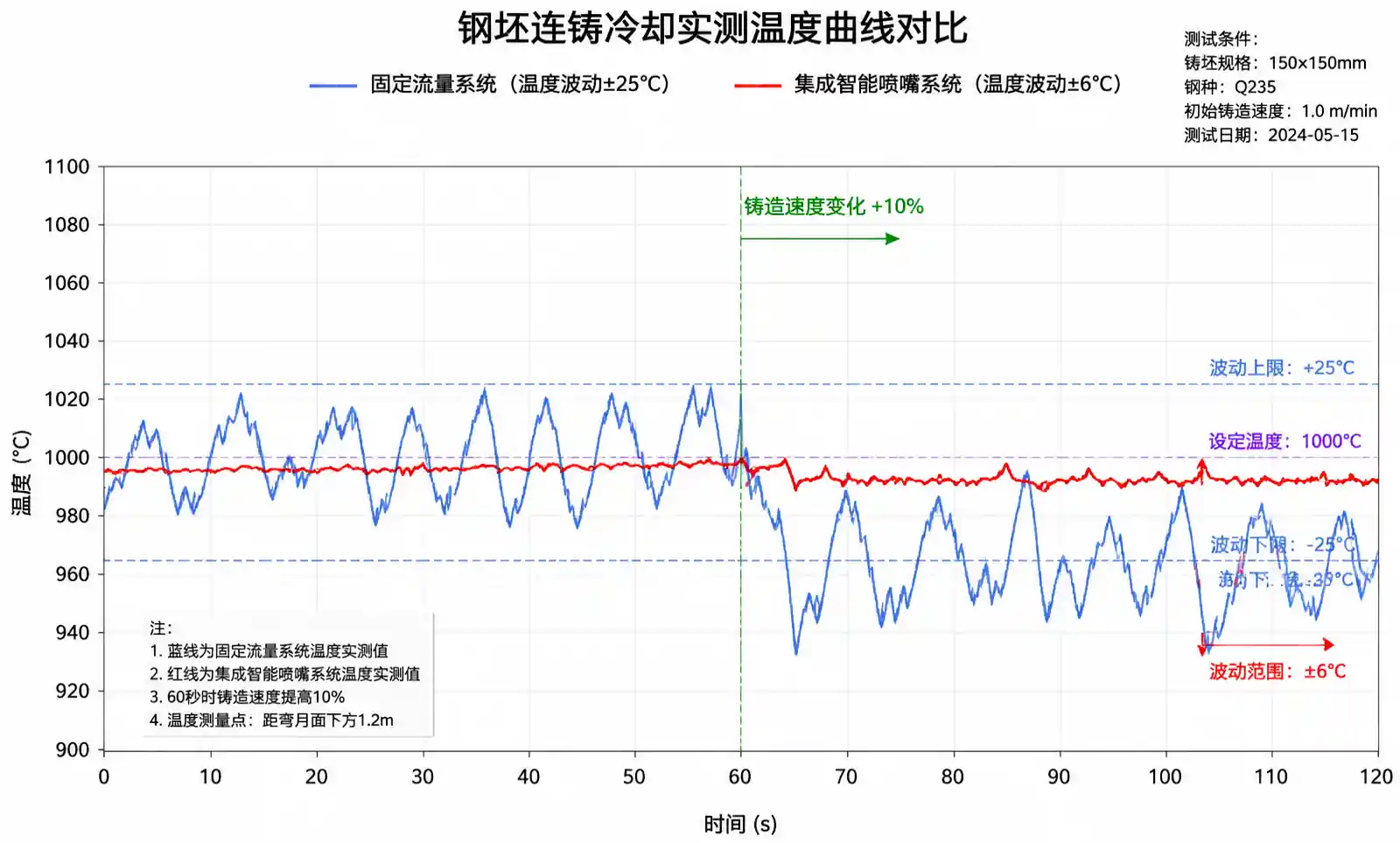
السيناريو: تنتج مصنع الصب المستمر مشابك فولاذية بسمك 150 مم × 150 مم بسرعة 12 مترا/دقيقة. بعد الخروج من القالب عند ~1000°م، تمر الألواح عبر سرير تبريد بعمق 20 مترا قبل القطع. درجة حرارة السطح المستهدفة عند نقطة القطع هي 750 ± 10°C لضمان القص السليم دون تشقق. يسبب التبريد الزائد تحت 740°C ككسور هشة؛ يسبب انخفاض التبريد فوق 760°C تشوهات القص.
التحديات:
- تغيرات درجة الفولاذ (محتوى الكربون: 0.1–0.6٪)، التوصيل الحراري للنقل، والسعة الحرارية.
- سرعة الرمي تختلف ±15٪ حسب توقيت تسليم المغرفة.
- تتغير درجة الحرارة المحيطة بين 10–35 درجة مئوية موسميا.
- أنظمة التدفق الثابت تتجاوز أو تخفض بمقدار 30–50°C أثناء الانتقالات.
تصميم النظام 5.2
قياس درجة الحرارة: ستة مجموعات حرارية من النوع K مدمجة على عمق 5 مم تحت سطح القضيب، موزعة كل 3 أمتار على طول سرير التبريد. يقيس مقياس النار بالأشعة تحت الحمراء الإضافي درجة حرارة السطح عند نقطة القطع (هدف التحكم).
فوهات التبريد: ثمانية عشر فوهة هيدروليكية كاملة المخروط (6 لكل منطقة، 3 مناطق) بزاوية رش 60° وفتحات 1.2 مم. يتم تغذية كل فوهة بواسطة صمام هوائي متناسب (Cv = 0.8، ضغط إمداد 3–8 بار). تركب الفوهات على ارتفاع 1.2 متر فوق القضبان، مما يوفر عرض تغطية رش ~0.8 متر مع تداخل بنسبة 30٪ بين الفوهات المجاورة.
مناطق التحكم: السرير الذي يبلغ طوله 20 مترا مقسم إلى ثلاث مناطق:
- المنطقة 1 (0–6 م): معدل تبريد مرتفع، الهدف 950 → 850°C.
- المنطقة 2 (6–14 م): معدل تبريد متوسط، الهدف 850 → 780°C.
- المنطقة 3 (14–20 م): ترشيب دقيق، الهدف 780 → 750°C.
كل منطقة لديها وحدة تحكم PID مستقلة مع تغذية متقدمة من سرعة الإلقاء.
حساب معدل التدفق:
عند سرعة 12 م/دقيقة في القضبان، وقت الإقامة = 20 م / (12 م/دقيقة) = 1.67 دقيقة = 100 ثانية.
إزالة الحرارة المطلوبة (مبسطة، بافتراض تبريد سطح القضيب فقط):
- مساحة سطح القضيب = 4 × 0.15 م × 20 م = 12 م²
- انخفاض درجة الحرارة = 1000 – 750 = 250°C
- سعة حرارة الفولاذ ≈ 600 جول/كجم/°م³، والكثافة ≈ 7800 كجم/م³
- مقطع عرضي للقضيب = 0.15 × 0.15 = 0.0225 م²
- تدفق الكتلة = 0.0225 م² × 12 م³ / 60 = 0.0045 م³/ث = 4.5 كجم/ث
- إزالة الحرارة = 4.5 كجم/ثانية × 600 جول/كجم/°م × 250°م ≈ 675 كيلوواط
بافتراض كفاءة تبريد 60٪ (تبقى الحرارة 40٪ داخلية)، فإن إنثالبي تبخير الماء ≈ 2300 كيلوجول/كجم: معدل تبخر الماء ≈ 675 كيلوواط × 0.6 / 2300 كيلوجول/كجم ≈ 0.18 كجم/ثانية = 10.8 لتر/دقيقة
إجمالي إمدادات المياه (بما في ذلك الجريان): ~25–30 لتر/دقيقة موزعة على 18 فوهة = 1.4–1.7 لتر/دقيقة لكل فوهة عند القاعدة الأساسية.
كل فوهة تعمل عند 4–6 بار، مع صمامات نسبية تتغير بين 20٪ و100٪ تدفق (الدوران 5:1).
ضبط التحكم 5.3
التغذية الأمامية: إشارة سرعة الصب من PLC الكاستر تضبط التدفق الأساسي بشكل متناسب. إذا زادت السرعة من 12 إلى 13.2 م/دقيقة (+10٪)، فإن التغذية الأمامية تزيد جميع تدفقات المنطقة بنسبة +10٪.
تريم PID (المنطقة 3، منطقة التريم النهائي):
- Kp = 0.5 (0.5٪ تغيير صمام لكل خطأ 1°C)
- كي = 0.02 (التكامل يعمل على مدى 50 ثانية)
- Kd = 2.0 (يتوقع تغير صمام بنسبة 2٪ لكل معدل درجة حرارة 1°C/S)
يحدد نظام منع السحب الزمنية الزمنية الكاملة إلى ±10٪ من سلطة الصمامات.
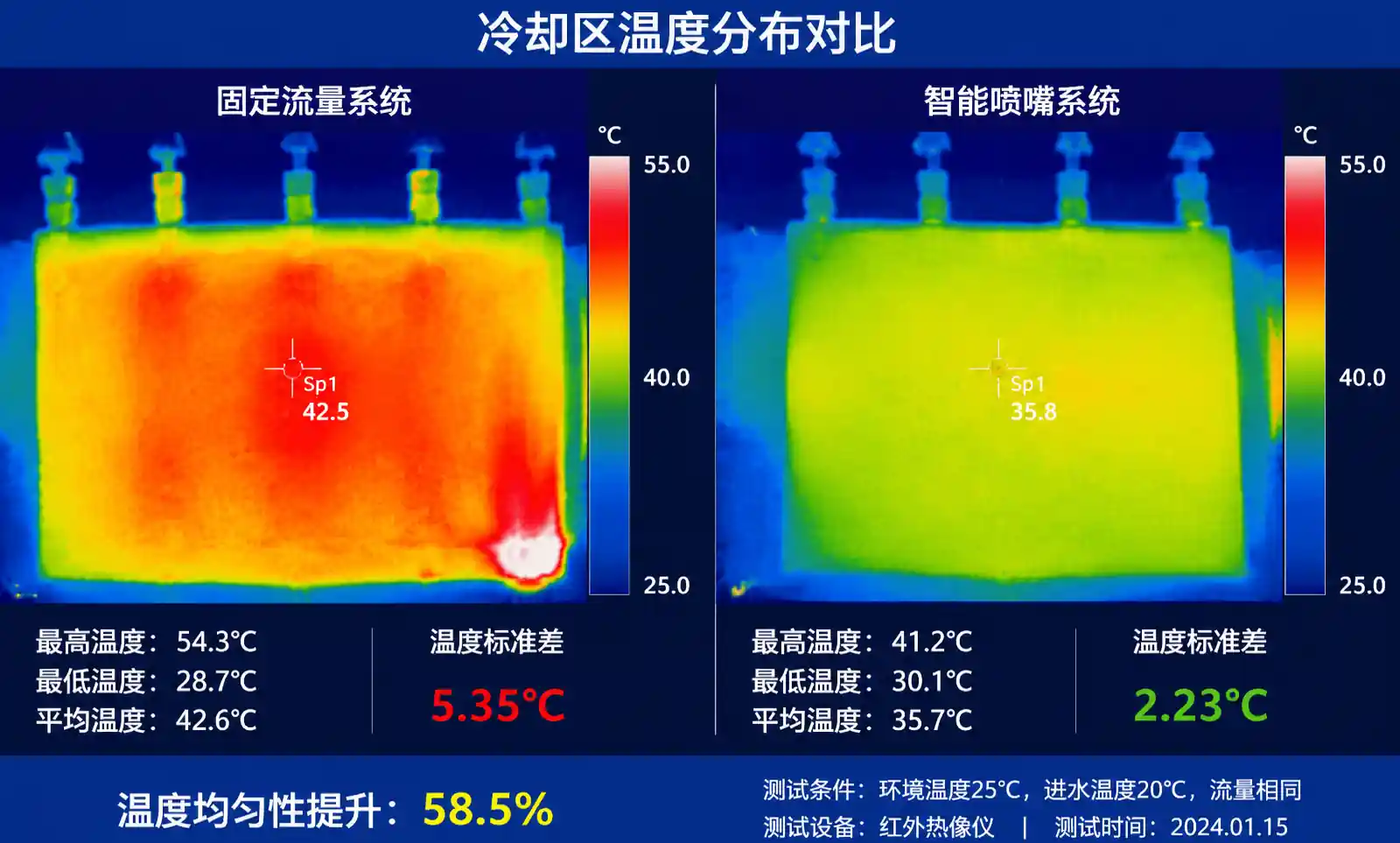
النتائج: بعد التشغيل، انخفض تباين درجة الحرارة عند نقطة القطع من ±25°م (خط الأساس للتدفق الثابت) إلى ±6°م (التحكم المتكامل). انخفض استهلاك المياه بنسبة 18٪ أثناء منحدرات السرعة. عوض النظام عن تغيير الدرجة (0.2٪ إلى 0.4٪ كربون) خلال 15 ثانية، مقارنة ب 90+ ثانية للتعديل اليدوي للمشغل.
! 5-بياني-تحكم في درجة الحرارة-الأداء
{kind=link}
6. مقارنة الأداء: الأنظمة الذكية التقليدية مقابل الأنظمة الذكية المتكاملة
6.1 دقة التحكم في درجة الحرارة
| المتري | نظام التدفق الثابت | ضبط الصمام يدويا | نظام الفوهة الذكية المتكامل |
|---|---|---|---|
| تباين درجة الحرارة (±°C) | ±20–40 | ±10–20 | ±3–8 |
| وقت التسوية بعد تغيير الحمل (ثواني) | 120–300 | 60–120 | 15–40 |
| تردد تدخل المشغل | كل 30–60 دقيقة | كل 10–20 دقيقة | نادر (الإنذارات فقط) |
| تعديل الدرجة | البحث اليدوي + ضبط الصمام (5–10 دقائق) | التعديل اليدوي (2–5 دقائق) | أوتوماتيكي (10–30 ثانية) |
| معدل المنتج خارج المواصفات | 3–8٪ | 1–3٪ | <0.5٪ |
من بيانات عملائنا عبر 14 تركيبا من الفولاذ والألمنيوم، خفضت الأنظمة المتكاملة معدلات الرفض الحراري بمعدل 65٪ وحسنت سطح المنتج بشكل ملحوظ (تشققات تبريد أقل، التصاق قشور) بشكل ملحوظ.
6.2 استهلاك المياه والطاقة
| التطبيق | استخدام المياه بتدفق ثابت (L/min) | نظام الاستخدام المتكامل للمياه (L/min) | التوفير (٪) | توفير الطاقة (مضخة + تدفئة، كيلوواط) |
|---|---|---|---|---|
| الصب المستمر (فولاذ 12 طن/ساعة) | 180 | 125 | 31٪ | 8.5 |
| تبريد بروز الألمنيوم | 65 | 48 | 26٪ | 2.8 |
| تبريد رفوف مراكز البيانات | 220 | 145 | 34٪ | 12.0 |
| خط معالجة الحرارة الصناعية | 95 | 72 | 24٪ | 4.2 |
توفر المياه يأتي من القضاء على الرش الزائد خلال فترات التحميل المنخفض وتقليل خسائر الدورة (هدر المياه أثناء التشغيل والإيقاف اليدوي). تشمل وفورات الطاقة تقليل طاقة المضخة (التدفق يتناسب مع القدرة³ في المضخات الطرد المركزي—تقليل تدفق بنسبة 30٪ = ~66٪ تخفيض الطاقة) وتقليل تسخين مياه التبريد لأنظمة إعادة التدوير.
6.3 الصيانة وعمر الفوهة
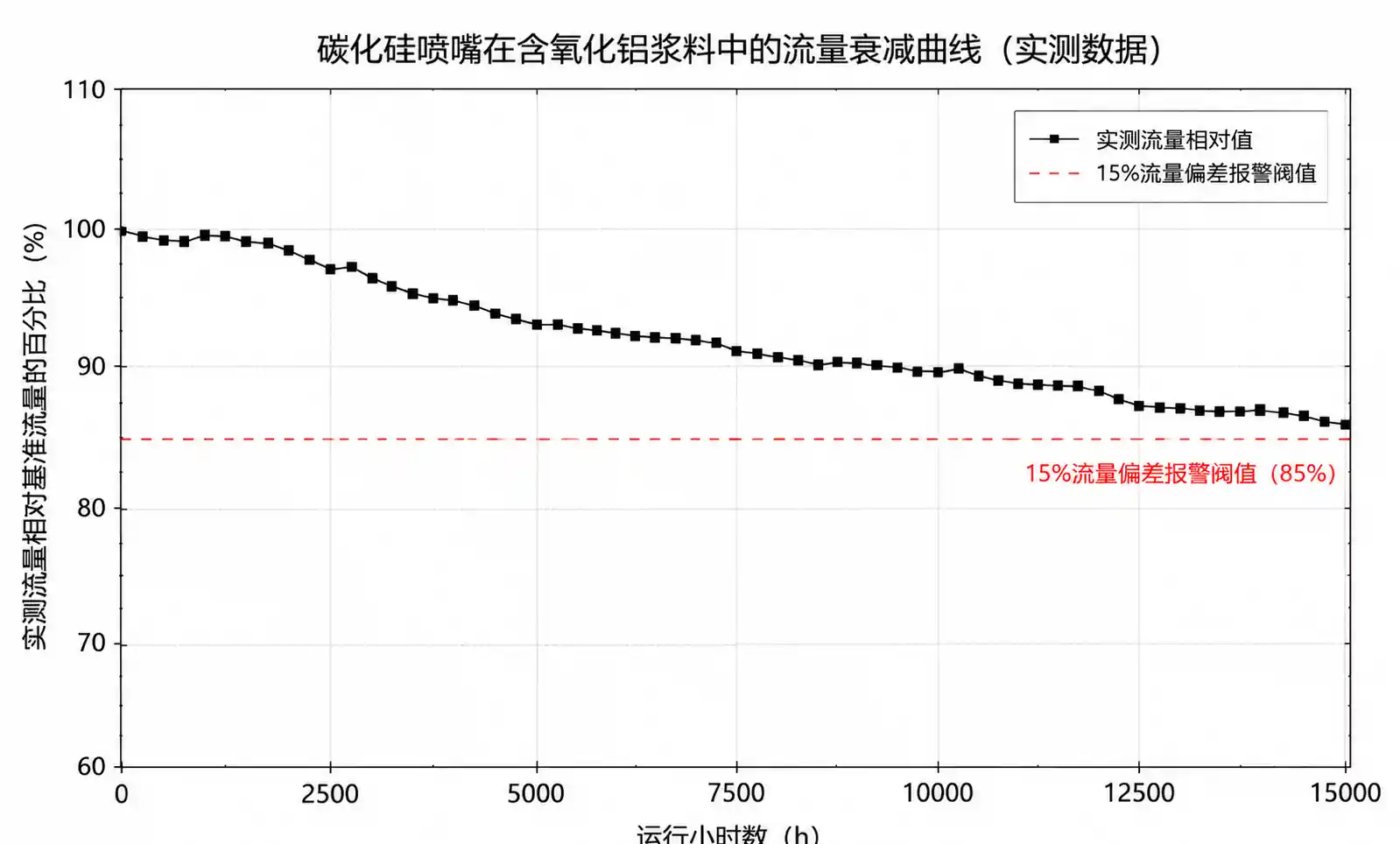
الأنظمة المتكاملة التي تدعم مراقبة التدفق/الضغط تمكن من الصيانة التنبؤية. يشير انخفاض التدفق التدريجي عند الضغط الثابت إلى تآكل الفتحة. عادة ما نرى:
- أنظمة الضغط الثابت: يتم فحص الفوهات وفق جدول ثابت (ربع سنوي)، وغالبا ما يتم استبدالها مبكرا أو تعمل لفترة طويلة (مما يسبب انحرافات الجودة).
- أنظمة متكاملة: تم استبدال الفوهات بناء على التآكل الفعلي (انحراف التدفق >15٪)، مما يطيل متوسط عمر الخدمة بنسبة 30–50٪. تم اكتشاف الانسداد خلال دقائق بدلا من ساعات، مما منع عيوب المنتج.
ومع ذلك، تضيف الفوهات المفعلة تعقيدا ميكانيكيا. محركات الخطوات أو محركات البيزو في الفوهات الذكية هي نقاط تآكل. من بيانات الميدان، يبلغ متوسط الوقت بين الأعطال في المشغل بين 8,000–20,000 ساعة حسب جودة المياه ودورة العمل. الترشيح الصحيح (<100 ميكرون) والتزييت الدوري بالختم أمر بالغ الأهمية.
! 6-تآكل-فوهة-مراقبة-تدفق-تدفق
{kind=link}
7. أخطاء التكامل الشائعة والحلول الميدانية
خطأ في 7.1: صمامات تحكم صغيرة الحجم مع نظام تشغيل ضعيف
العرض: تتأرجح درجة الحرارة عند معدلات تدفق منخفضة؛ الصمام "يصطد" بين الإغلاق الكامل و10٪ مفتوح.
السبب الجذري: حجم Cv الصمام النسبي أكبر من نطاق تدفق الفوهة. عند الفتحات المنخفضة (<15٪)، تكون دقة التدفق ضعيفة والاحتكاك يسبب انزلاق العصا.
الحل: يجب أن يكون حجم Cv للصمام بحيث يحدث تدفق التشغيل الطبيعي عند 40–70٪ من فتحة الصمام. بالنسبة للفوهة التي تتطلب 0.5–3 لتر/دقيقة، استخدم Cv ≈ 0.1–0.2، وليس Cv = 1.0. إذا تم تركيبه بالفعل، أضف فتحة ثابتة أسفل التيار لتغيير نطاق التشغيل.
خطأ 7.2: وضع حساس درجة الحرارة بعيدا جدا عن منطقة التبريد
العرض: النظام يستجيب ببطء؛ تنخفض درجة الحرارة أثناء المنحدرات.
السبب الجذري: يقع الثنائي الحراري على بعد 5+ أمتار أعلى أو أسفل منطقة الرش الفعلية، مما يسبب تأخر قياس 10–20 ثانية بالإضافة إلى تأخر الانتشار الحراري.
الحل: ضع حساسات ضمن 1–2 متر من مركز كل منطقة تبريد. بالنسبة للمنتجات المتحركة، ضع الحساسات في الأسفل مع احتساب وقت السفر (موقع المستشعر = موضع الرش + product_speed × response_time).
خطأ 7.3: لا يوجد تعويض للتغذية الأمامية لتغييرات الحمل
العرض: تقلبات درجة الحرارة ±20–30°C في كل مرة يتغير فيها سرعة المنتج أو الدرجة، حتى مع PID مضبوط جيدا.
السبب الجذري: PID يتفاعل فقط بعد ظهور خطأ في درجة الحرارة. بحلول الوقت الذي يتكيف فيه التبريد، يكون الاضطراب قد انتشر عبر المنطقة بأكملها.
الحل: تنفيذ التغذية الأمامية: إرسال سرعة الإلقاء، درجة الحرارة للأعلى أو إشارة بدرجة المنتج إلى وحدة التحكم. احسب تغيير متطلبات التبريد المتوقع واضبط الصمامات فورا. ثم يقوم PID بتقليم أي خطأ متبق. يمكن ضبط كسب التغذية الأمامية تجريبيا: ابدأ من 0.8–1.0 (80–100٪ من التغير المتوقع) ثم التعديل بناء على الخطأ المتبقي.
خطأ 7.4: تجاهل انخفاض ضغط مشعب الهيدروليكية والتفاعل المتقاطع
العرض: تعديل صمام تعديل الضغط في إحدى الفوهات يؤثر على معدلات تدفق الفوهات المجاورة.
السبب الجذري: جميع الفوهات تشترك في مشعب مشترك مع انخفاض ضغط عالي. عندما يفتح أحد الصمامات، ينخفض ضغط المشعب، مما يقلل من تدفق الفوهات الأخرى.
الحل: يجب أن يكون انخفاض ضغط المجمع <10٪ من ضغط تشغيل الفوهة. بالنسبة لفوهات الستة أشرطة، حافظ على مشعب ΔP < 0.6 بار. استخدم قطر مشعب أكبر أو قم بتركيب صمامات معوض ضغط فردية في كل فوهة. بدلا من ذلك، التحول إلى فوهات ذات فتحات متغيرة لا تتحسس لتغير ضغط التزويد.
خطأ 7.5: عدم وجود تحقق من تدفق الحلقة المغلقة
العرض: وحدة التحكم تأمر بتدفق 70٪، لكن أداء التبريد الفعلي غير مستقر. فتحة الفوهة تضخمت بنسبة 30٪ بسبب التآكل، لكن النظام لا يكتشف ذلك.
الحل: تركيب عدادات تدفق أو استخدام حساسات مدمجة على الفوهة. اضبط عتبات الإنذار: إذا تفرق التدفق المحدد عن التدفق المقاس بنسبة >15٪، افعل تنبيه الصيانة. تعويض ذلك تلقائيا بزيادة الضغط أو التبديل إلى فوهة زائدة في نفس المنطقة.
8. الأسئلة الشائعة
Q1: هل يمكننا تعديل الفوهات الذكية على نظام تبريد ثابت التدفق الحالي؟
نعم، لكن توقع عملا ميكانيكيا وكهربائيا متوسطا. عليك أن:
- تركيب صمامات تحكم نسبية (هوائية أو كهربائية) في أعلى مجرى كل فوهة أو مجموعة فوهات.
- أضف حساسات درجة الحرارة (ثمروكوبلز أو بيرومترات) إذا لم تكن موجودة بالفعل.
- أسلاك حساسات وصمامات إلى PLC أو وحدة تحكم في درجة الحرارة.
- حلقات التحكم في العمولة (ضبط PID، إعداد الإنذارات).
تكلفة التحديث عادة ما تكون 30–50٪ من تكلفة النظام الجديد. عادة ما يكون العائد من توفير المياه والطاقة وتحسين الجودة من 12 إلى 24 شهرا في العمليات المستمرة.
Q2: ما هي الحد الأدنى لنسبة التحويل المطلوبة للتحكم الفعال في درجة الحرارة؟
في معظم التطبيقات، يكون التسرب بنسبة 5:1 (مثل 1–5 لتر/دقيقة لكل فوهة) كافيا. معدل التسليم الأعلى (10:1 أو 20:1) يساعد في العمليات الدفعية ذات الأحمال المتغيرة بشكل كبير أو في خطوط المنتجات المتعددة. يمكن لفوهات التشغيل والإيقاف النبضية تحقيق تقليل فعال بنسبة 50:1 أو أكثر دون تقليل الخسائر في التسارع.
Q3: كيف نتعامل مع انسداد الفوهة في الأنظمة الآلية؟
الدفاع الثلاثي:
- الترشيح: مصفاات بقوة 100 ميكرون أعلى صمامات التحكم. مصفاة السحب التلقائي للمياه ذات الصلبة العالية.
- مراقبة التدفق: اكتشاف انخفاض تدفق بنسبة 20٪ وتنبيه المشغلين.
- التكرار: تركيب فوهات احتياطية بنسبة 10–20٪ في المناطق الحرجة؛ تتحول وحدة التحكم تلقائيا إلى النسخ الاحتياطي إذا انسدت الوحدة الأساسية.
تتوفر فوهات ذاتية التنظيف (مع كاشطات داخلية أو تدفق نبضي للخلف) للمياه الملوثة بشدة لكنها تضيف تكلفة وتعقيدا.
Q4: ما هي جودة المياه المطلوبة للفوهات الذكية المشغلة؟
- الجسيمات: <100 ميكرون (مصفاة متداخلة كافية).
- الصلابة: <150 جزء في المليون CaCO₃ لمنع تراكم الترسبات على أختام المشغل.
- pH: 6.5–8.5 (خارج هذا النطاق يسرع تدهور الختم).
- كلوريد: <250 جزء في المليون للأجزاء المبللة من الفولاذ المقاوم للصدأ، <50 جزء في المليون للفولاذ الكربوني.
المياه المعاد تدويرها مقبولة إذا تم تصفيتها ومعالجتها بشكل صحيح. في البيئات القاسية للغاية (المواد الصلبة العالية، الخليط الكيميائي، المواد الكيميائية المسببة للتآكل)، ينصح بتوفير مياه نظيفة منفصلة للمشغلات.
Q5: كم مرة تحتاج مشغلات الفوهة الذكية إلى صيانة؟
في تطبيقات المياه النظيفة، تدوم أختام المحركات والمحركات من 10,000 إلى 20,000 ساعة تشغيل (1.5–3 سنوات متواصلة). تشمل الصيانة ما يلي:
- استبدال الختم (كل 1–2 سنة).
- تزييت محامل محرك المحرك (سنويا).
- فحص معايرة عداد التدفق (سنويا).
بالنسبة للبيئات القاسية أو المياه المعاد تدويرها، قلل الفترات بنسبة 50٪. تكلفة استبدال مشغل العامل (~200–500 دولار لكل فوهة) ضمن إجمالي تكلفة الملكية.
Q6: هل يستحق التحكم التنبؤي بالنموذج (MPC) التعقيد الإضافي؟
في معظم تطبيقات التبريد الصناعي، يوفر PID + تغذية مستقبلية 90٪ من الأداء بتكلفة هندسية بنسبة 20٪. تصبح لجنة السياسة النقدية فعالة من حيث التكلفة عندما:
- التفاعلات متعددة المناطق قوية (تعديل منطقة واحدة يؤثر بشكل كبير على أخرى).
- توجد قيود صلبة (أقصى تدفق إجمالي للماء، الحد الأدنى للضغط في أي منطقة).
- قيمة المنتج عالية جدا (الطيران، أشباه الموصلات) وحتى تحسين 1–2°C مهم.
نوصي بالبدء ب PID + feedforward والترقية إلى MPC فقط إذا كان تحسين الجودة أو العائد القابل للقياس يبرر تكلفة برنامج MPC وضبط 30 ألف إلى 100 ألف دولار.
9. الخاتمة
دمج أنظمة التحكم التلقائي في درجة الحرارة مع الفوهات الذكية يحول التبريد بالرش من عملية ثابتة مفتوحة الحلقة إلى عملية ديناميكية يتم التحكم فيها بدقة. يؤدي الجمع بين استشعار درجة الحرارة في الوقت الحقيقي، والتعديل التكيفي للجريان، والتحقق المغلق من تقلية تباين درجة الحرارة بنسبة 60–75٪، ويقلل استهلاك المياه بنسبة 20–40٪، ويتيح التشغيل بدون طيار أثناء انتقالات الأحمال وتغيرات المنتجات.