





رش المستحلب بالدرفلة الباردة: كيف يؤثر اختيار الفوهة على التحكم في شكل الشريط
ماذا ستتعلم: كيف يؤثر تصميم الفوهة الهيدروليكية، وتجانس نمط الرذاذ، وخصائص التدفق مباشرة على التحكم الحراري في التاج، ومنع موجات الحواف، وتحمل التسطح في مطاحن الدرفلة الباردة.
جدول المحتويات
- [مقدمة: لماذا اختيار الفوهة مهم للتحكم في الشكل] (#1-مقدمة)
- [معايير الرش الحرجة التي تؤثر على شكل الشريط](#2-الخصائص الحرجة-الرش)
- [مقارنة أنواع الفوهة لتطبيقات الدرفلة الباردة] (#3-مقارنة-نوع الفوهة)
- [توزيع التدفق وإدارة التاج الحراري](#4-توزيع التدفق)
- [اختيار المادة وتأثير التآكل على استقرار الشكل] (#5-اختيار المادة)
- أفضل ممارسات تحديد وصيانة التركيب
- [استكشاف مشاكل التحكم في الشكل الشائعة] (#7-استكشاف الأخطاء)
- [الأسئلة الشائعة](#8-الأسئلة الشائعة)
- الخاتمة والخطوات التالية
1. مقدمة: لماذا يعتبر اختيار الفوهة مهما للتحكم في الشكل
في مطاحن الدرفلة الباردة الحديثة، يتطلب الحفاظ على تسطح الشريط ضمن وحدات ±10 I (انحراف التسطح) إدارة حرارية دقيقة لبكرات العمل. يمثل التبريد بالرش بالمستحلب ما بين 60–75٪ من إجمالي إزالة الحرارة أثناء الدرجة، مما يجعل اختيار الفوهة أحد أهم العوامل - وغالبا ما يتم تجاهلها - في التحكم في الشكل.
من خلال خبرتنا الميدانية في العمل مع مطاحن الباردة المزدوجة في معالجة الفولاذ المصنوع من درجة السيارات، لاحظنا أن اختيار الفوهة غير الصحيح يساهم في ثلاثة عيوب شكل مستمرة:
- موجة الإبزيم المركزي أو الحافة الناتجة عن توزيع غير متساو لسائل التبريد عبر عرض البرميل
- ربع مشبك الناتج عن كثافة تدفق غير كافية في المناطق الوسيطة
- عدم استقرار التسطح أثناء انتقالات العدادات بسبب الاستجابة الحرارية غير المتسقة
يعالج هذا الدليل هذه القضايا من خلال شرح كيف تؤثر زاوية الرش، حجم القطرة، توحيد التدفق، وتآكل الفوهة بشكل مباشر على تاج العمل الحراري للعمل — وفي النهاية، على شكل الشريط. سنقدم معايير اختيار بناء على تكوين المطحنة، وتركيز المستحلب، ومتطلبات تحمل التسطح.
ما الذي يميز هذا عن أدلة الفوهة العامة: نركز تحديدا على العلاقة بين خصائص الرش الهيدروليكي وفعالية مشغل الشكل. سترى أمثلة معدلة لحسابات معدل التدفق، ونمذجة التاج الحراري، وجداول الصيانة المستمدة من بيانات مطاحن الدرفلة الفعلية.
{kind=link}
2. معايير الرش الحرجة التي تؤثر على شكل الشريط
التحكم في شكل الدرفلة الباردة يعتمد على إدارة التمدد الحراري للعمل في الدرجة. مهمة الفوهة هي إزالة الحرارة بشكل موحد مع السماح بتعديلات التاج الحراري المتعمدة عبر مناطق التبريد المتغيرة. أربعة معايير رش تؤثر مباشرة على هذا:
2.1 معدل التدفق وعلاقة الضغط
يتبع تدفق المستحلب المعادلة الهيدروليكية القياسية:
Q = K × √P
حيث:
- Q = معدل التدفق (L/min)
- K = معامل تدفق الفوهة (خاص بهندسة الفتحة)
- P = ضغط الإمداد (بار)
رؤية حاسمة للتحكم في الشكل: مضاعفة الضغط تزيد التدفق بمقدار 1.41× فقط، وليس 2×. هذه العلاقة غير الخطية مهمة عند تعويض الفوهات المتآكلة أو تعديل شدة التبريد في المنطقة. في الواقع، نرى العديد من المطاحن تحاول استعادة قدرة التبريد عن طريق زيادة الضغط، لكن ذلك ينتج عوائد متناقصة ويسرع من التآكل.
بالنسبة لنظام تبريد بكرة عمل بطول 1,800 مم بطول 1,800 مم بمطحنة متتالية نموذجية:
- كل رأس رش يتطلب 60–80 فوهة
- كثافة التدفق المستهدفة: 15–25 لتر/دقيقة لكل متر من عرض الدرجة:
- نطاق ضغط التشغيل: 3–6 بار (الضغط الأعلى يزيد من تأثير القطرات لكنه يزيد أيضا من خسائر الرذاذ)
2.2 زاوية الرش وتوحيد التغطية
زاوية الرش تحدد هندسة التداخل بين الفوهات المتجاورة. بالنسبة لأنظمة المستحلب البارد:
- زوايا ضيقة (40–60°): اختراق أفضل عبر حاجز الهواء الناتج عن دوران الدوران، لكنه يتطلب تباعد فوهات أقرب
- الزوايا الواسعة (80–110°): تغطية أسهل لكنها أكثر عرضة للانحراف بواسطة التيارات الهوائية عند سرعات الدوران العالية (>1,200 م/دقيقة)
بيانات الميدان: في مصنع صفائح السيارات الذي يعمل بسرعة 1,400 م/دقيقة، أدى التبديل من فوهات المروحة المسطحة بزاوية 110° إلى 65° إلى تقليل تغير موجات الحافة بنسبة 18٪ لأن أنماط الرش الأضيق اخترقت طبقة حدود الهواء بشكل أكثر فعالية.
صيغة التداخل لتغطية الموحد:
التباعد = (2 × ساعة × تان (α/2)) × 0.7
حيث:
- h = مسافة الفوهة إلى الدرفة (عادة 150–250 مم)
- α = زاوية الرش
- 0.7 = عامل التداخل (30٪ تداخل يمنع خطوط الجفاف)
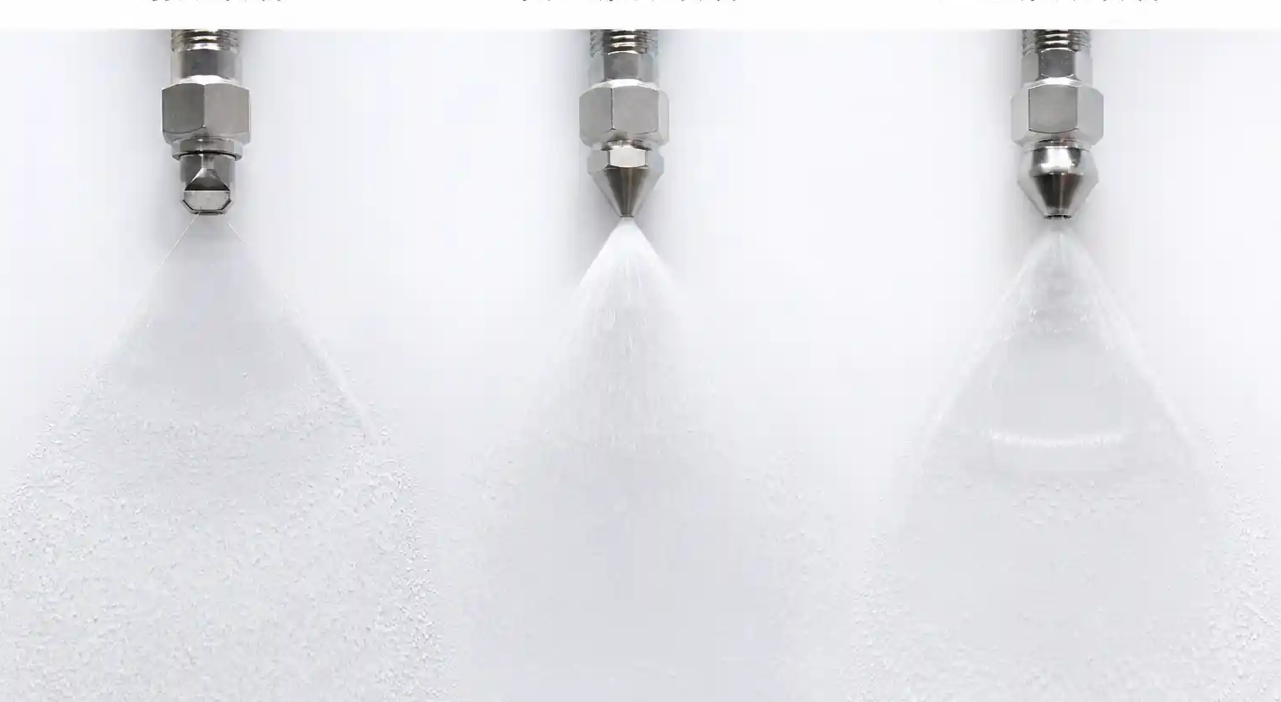
2.3 توزيع حجم القطرات
يؤثر حجم القطرة على كفاءة نقل الحرارة وانتقال زيت المستحلب:
- قطرات خشنة (300–600 ميكرومتر): قوة صدمة أعلى، ترطيب سطح الدرجة أفضل، توليد ضباب أقل — مفضل للدحرجة الباردة
- قطرات دقيقة (<200 ميكرومتر): مساحة سطح أعلى لنقل الحرارة لكنها عرضة لاحتباس الهواء وانجراف تركيز الزيت
نقيس توزيع حجم القطرات باستخدام حيود الليزر (أنظمة مالفرن أو سيمباتيك). المقياس الرئيسي هو Dv50 (متوسط قطر قطرة).
لماذا هذا مهم للشكل: الرذاذ الدقيق يسبب تركيز مستحلب غير متساو عبر عرض اللفة لأن القطرات تتبخر قبل التلامس. هذا يخلق معاملات انتقال حرارة غير متسقة، مما يؤدي إلى تغيرات غير متوقعة في التاج الحراري لا تستطيع نماذج التحكم في التسطح تعويضها.
النطاق الموصى به من Dv50 للاستحلاب البارد (تركيز الزيت 3–5٪): 250–450 ميكرومتر
! تركيب 4-مصنع الصلب-فوهة إزالة الترسبات
{kind=link}
2.4 قوة الاصطدام والبلل السطحي بالدوران
يتطلب الأمر قوة تأثير كافية لإزاحة طبقة حدود الهواء التي تدور مع لفة العمل. يؤدي نقص التأثير إلى عدم اكتمال البلل والنقاط الساخنة الموضعية.
يمكن تقدير قوة الاصطدام لكل فوهة:
F ≈ ρ × Q × v
حيث:
- ρ = كثافة المستحلبات (~1,000 كجم/م³)
- Q = معدل التدفق الحجمي (m³/s)
- v = سرعة النفاثة عند نقطة الاصطدام
عند ضغط رش 5 بار مع فوهات مروحة مسطحة 65° موضوعة على بعد 200 مم من سطح اللفة، تكون قوة الاصطدام النموذجية 2–4 نيوتن لكل فوهة. وهذا يكفي لسرعات تصل إلى 1,500 متر/دقيقة.
3. مقارنة أنواع الفوهة لتطبيقات الدرفلة الباردة
ليست كل أنواع الفوهات مناسبة لرش المستحلب البارد. إليك مقارنة أداء بناء على خبرة المصانع:
| نوع الفوهة | نمط الرش | نطاق حجم القطرات (Dv50) | توحيد التدفق عبر العرض | مقاومة الانسداد | ملاءمة التحكم في الشكل |
|---|---|---|---|---|---|
| مروحة هيدروليكية مسطحة | المستوى البيضاوي | 250–500 ميكرومتر | ممتاز (±5٪ تباين) | جيد (إذا تم ترشيته إلى 100 ميكرومتر) | مفضلة – تغطية موحدة، تعريف حواف متوقع |
| مخروط كامل | مخروط دائري صلب | 200–600 ميكرومتر | متوسط (±12٪ اختلاف) | جيد جدا | مقبولة للمناطق غير الحرجة؛ أقل توحيدا عبر عرض اللف |
| مخروط أجوف | حلقي دائري | 150–400 ميكرومتر | ضعيف (±فرق 20٪ في المركز/الحواف) | جيد | غير موصى به – نمط الدونات يخلق تاجا حراريا غير متساو |
| تذمر الهواء | ضباب ناعم | 50–150 ميكرومتر | ممتاز | متوسط (تعقيد السائل المزدوج) | تجنب – الرذاذ المفرط، عدم استقرار تركيز الزيت |
| مخروط لولبي كامل | مخروط صلب دوار | 300–700 ميكرومتر | جيد (±8٪ اختلاف) | ممتاز | مناسب للمناطق الرأسية ذات المخاطر العالية للتلوث |
توصية: فوهات المروحة المسطحة الهيدروليكية بزاوية رش 65–80° هي المعيار الصناعي لتبريد مستحلب الرول للعمل لأنها توفر:
- توزيع تدفق منتظم عبر عرض برميل اللفة
- حدود حواف الرش المتوقعة للتحكم في المناطق
- حجم القطرة المناسب لتقليل الرذاذ
- تعقيد الصيانة المنخفض (تصميم سائل واحد)
خطأ شائع: استخدام فوهات مخروطية كاملة مخصصة لتطبيقات غسل الخزانات. تنتج هذه أنماط رش دائرية تخلق فجوات أو تداخلا مفرطا عند ترتيبها خطيا على رأس وجه الدرجة، مما يؤدي إلى توزيع تدفق جيبي يترجم مباشرة إلى تغير التاج الحراري.
{kind=link}
4. توزيع التدفق وإدارة التاج الحراري
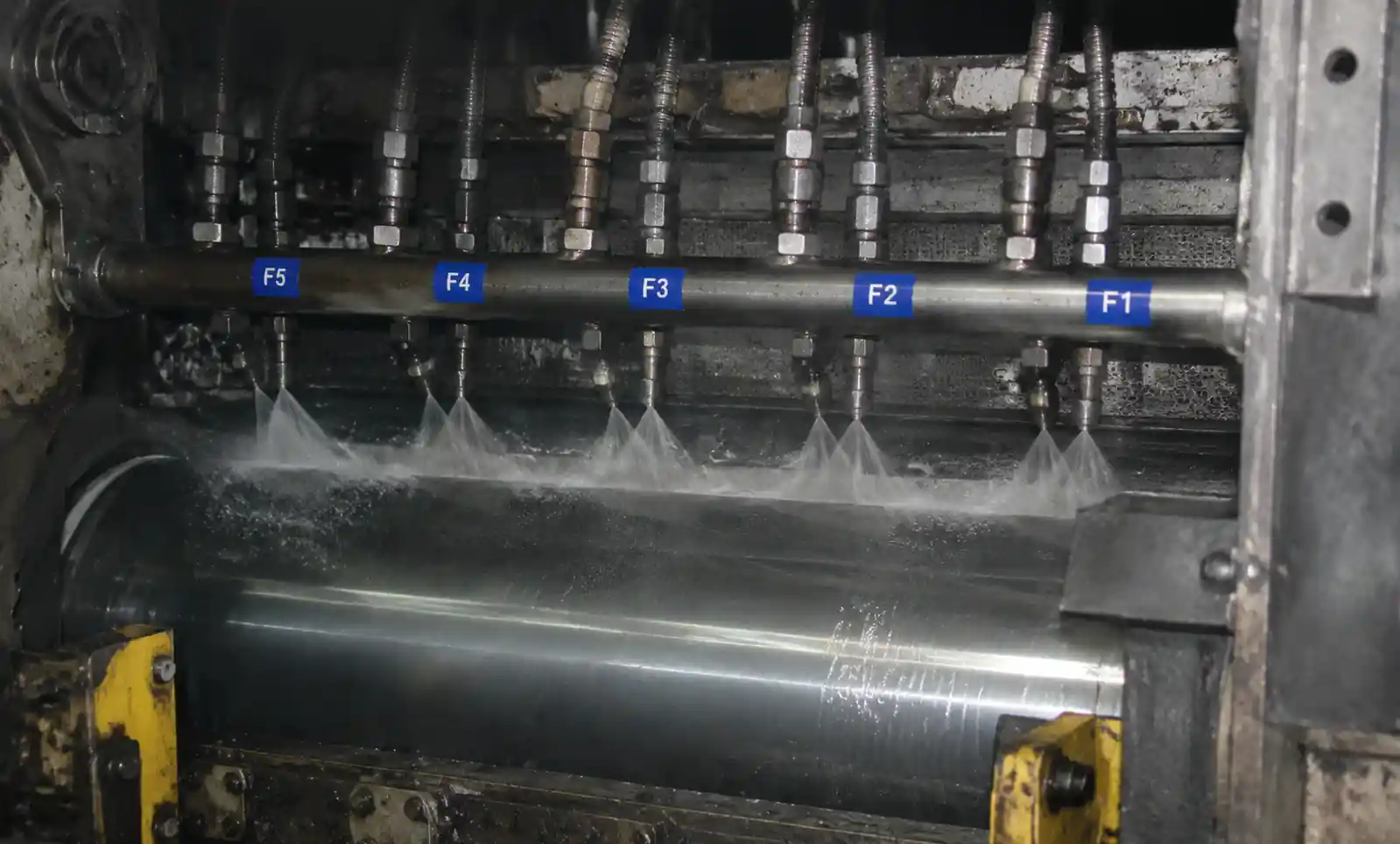
يتبع تطوير تاج الحراري في لفة العمل أنماطا متوقعة تعتمد على توزيع التبريد. تستخدم الطواحين الحديثة رؤوس رش متعددة المناطق (عادة 3–5 مناطق عبر عرض اللفة) لتعديل التاج الحراري عمدا.
4.1 أساسيات التاج الحراري
يتبع ذلك التمدد الحراري لرول العمل:
ΔD = α × D₀ × ΔT
حيث:
- ΔD = تغير القطر
- α = معامل التمدد الحراري (~11 × 10⁻⁶ /°C للفولاذ)
- D₀ = قطر اللفة الأصلي
- ΔT = ارتفاع درجة الحرارة
بالنسبة لبكرة عمل نموذجية بقطر 600 مم مع ارتفاع متوسط درجة الحرارة 40°C أثناء الدرفلة المستقرة:
ΔD = (11 × 10⁻⁶) × 600 مم × 40°C = 0.264 مم
يجب معادلة أو التحكم في هذا التاج الحراري من خلال:
- انحناء الرول العملي (ميكانيكي)
- تحويل الدوران المتوسط (ميكانيكي)
- تعديل تدفق منطقة التبريد (حراري – حيث يكون اختيار الفوهة مهما)
4.2 تباعد الفوهات ودقة التحكم في المنطقة
تعتمد فعالية تبريد المناطق على تحقيق حدود حرارية مميزة بين المناطق المجاورة. وهذا يتطلب:
- التجانس داخل المنطقة: <±3٪ تباين في التدفق داخل كل منطقة
- فصل بين المناطق: تداخل الرش بين المناطق (<10٪ من عرض المناطق)
مثال عملي – تصميم رأس الرش بخمس مناطق:
تكوين الطاحونة:
- عرض ماسورة لفة العمل: 1,600 مم
- توزيع المناطق: منطقة الوسط (400 مم) + منطقتان وسيطتان (كل منطقة 300 مم) + منطقتان حواف (300 مم لكل منهما)
- كثافة التدفق المستهدفة: 20 لتر/دقيقة لكل متر
الفوهة المختارة: مروحة مسطحة بزاوية 65°، K = 0.45 لتر/دقيقة/√بار
عند ضغط التشغيل بمقدار 4 بار:
- التدفق لكل فوهة = 0.45 × √4 = 0.9 لتر/دقيقة
حساب تباعد الفوهات:
- عند مسافة بعيد 200 مم: التباعد = (2 × 200 مم × تان (32.5°)) × 0.7 = 178 مم
- الفوهات لكل متر = 1,000 مم / 178 مم ≈ 5.6 → استخدام 6 فوهات لكل متر
- كثافة التدفق الفعلية = 6 × 0.9 = 5.4 لتر/دقيقة لكل متر لكل رأس (×4 رؤوس = 21.6 لتر/دقيقة إجمالا لكل متر) ✓
قياس تجانس التدفق 4.3
نوصي بتدقيقات توزيع التدفق الفصلية باستخدام اختبارات كأس الاللحاق:
- وضع صواني جمع العينات بفواصل 100 مم عبر عرض اللفة
- شغل نظام الرش لمدة 30 ثانية عند ضغط التشغيل
- قس الحجم المجمع في كل صينية
- حساب معامل التغير (CV = الانحراف المعياري / المتوسط)
أداء الهدف:
- الرؤية الزائدة داخل المنطقة: <5٪ - التغير المتعمد من منطقة إلى أخرى: يمكن التحكم بها حتى ±30٪ الملاحظة الميدانية: تظهر الطواحين التي تعمل بفوهات بالية (>8,000 ساعة تشغيل في المستحلب الكاشط) ارتفاع CV من 4٪ إلى 15٪، مما يسبب استجابة شكل غير متوقعة لتعديلات منطقة التبريد.
5. اختيار المادة وتأثير التآكل على استقرار الشكل
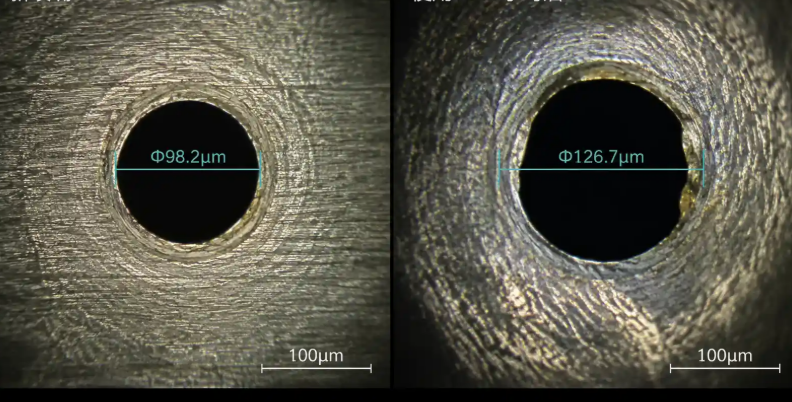
تآكل الفوهة في أنظمة الاستحلاب البارد الحتمي بسبب الجسيمات الكاشطة (مثل مقياس الطاحونة، وبقايا تآكل اللفة) في سائل التبريد المعاد تدويره. تظهر علامات الارتداء كالتالي:
- تكبير الفتحة → زيادة معدل التدفق
- تضييق زاوية الرش → تقليل التغطية
- تآكل غير متماثل → نمط رذاذ منحرف
جميعها تؤدي مباشرة إلى تدهور أداء التحكم في الشكل.
مقارنة أداء المواد 5.1
| المادة | الصلابة (HRC) | حياة الارتداء النسبي | تكلفة مضاعفة | مقاومة التآكل | التطبيق الموصى به |
|---|---|---|---|---|---|
| الفولاذ المقاوم للصدأ المقسى (316) | 28–32 | 1× (خط الأساس) | 1× | متوسط | مستحلب منخفض التلوث، <3,000 ساعة مقبولة |
| السيراميك (ألومينا 99٪) | 85–88 | 8–12× | 4–6× | ممتاز | الخيار القياسي لرؤوس لفات العمل؛ توازن الحياة والتكلفة |
| كربيد السيليكون | 90–95 | 15–20× | 8–12× | سوبيريور | بيئة عالية التلوث أو فترات استبدال ممتدة |
| كربيد التنجستن | 88–92 | 12–18× | 10–15× | ممتاز | بديل جيد ل SiC لكنه هش تحت ارتفاع الضغط المرتفع |
5.2 تأثير التآكل على التحكم في الشكل
دراسة حالة: واجهت مطحنة مزدوجة بخمس حوامل تنتج ألواح مكشوفة للسيارات (بسماكة 0.7 مم، ±تحمل تسطح وحدة I-unit 10) زيادة في عدم استقرار الشكل بعد 6,000 ساعة تشغيل:
- متوسط تآكل فتحة الفوهة: +15٪ زيادة في القطر
- زيادة معدل التدفق لكل فوهة: +23٪ (يتدرج التدفق مع مساحة الفتحة، ثم يتم تعديله بتغيرات انخفاض الضغط)
- CV التدفق داخل المنطقة: ارتفعت من 4.2٪ إلى 14.8٪
- استجابة التحكم في الشكل: انخفضت فعالية تصحيح موجات الحافة بنسبة 30٪
السبب الجذري: معدلات التآكل غير المتساوية عبر الفوهات (بعضها تآكل 8٪، والبعض الآخر 22٪) خلقت أنماط توزيع تدفق لم تعد تتطابق مع افتراضات نموذج التاج الحراري للمصنع.
تم تنفيذ الحل:
- التحول من الفولاذ المقاوم للصدأ إلى فوهات السيراميك الألومينا (عمر 8×)
- بروتوكول تدقيق التدفق المعتمد كل 2000 ساعة
- تم استبدال المنطقة بالكامل عندما تجاوز متوسط التآكل +10٪ زيادة في التدفق
التبرير الاقتصادي:
- الفوهات الخزفية تكلف 5× أكثر لكنها تدوم أكثر ب 8×
- تجنب التخفيض المرتبط بالشكل من الدرجة الأولى إلى الدرجة التجارية: 120 دولار/طن × 40 طن/يوم = 4,800 دولار/يوم
- فترة الاسترداد: 3 أسابيع
استراتيجية الاستبدال 5.3
نهجان:
استبدال فردي: استبدال الفوهات عندما يتجاوز قياس التدفق +12٪ من المعدل الاسمي:
- الإيجابية: تكلفة مقدمة أقل
- السلبية: يخلق عدم تجانس التدفق مع اختلاط الفوهات الجديدة مع الفوهات البالية
استبدال المنطقة: استبدال جميع الفوهات في المنطقة في نفس الوقت عندما يصل متوسط التآكل إلى +10٪
- إيجابي: يحافظ على التجانس داخل المنطقة
- السلبيات: تكلفة استبدال أعلى لكل حدث
توصية: استبدال المنطقة للمناطق الوسطى والمتوسطة (ضروري للشكل)، استبدال فردي مقبول لمناطق الحواف.
! مجهر 5-فوهة-فتحة-تآكل-مقارنة.
{kind=link}
6. أفضل ممارسات تحديد المواقع والصيانة
تركيب الفوهة بشكل صحيح يؤثر مباشرة على أداء الرذاذ. أخطاء التثبيت الشائعة التي قمنا بتصحيحها:
6.1 مسافة المواجهة
المدى الأمثل: 150–250 مم من طرف الفوهة إلى سطح الدرفة
- قريب جدا (<150 مم): نمط الرش لم يتطور بالكامل؛ خطر تلف الفوهة بسبب اهتزاز الدوران - بعيد جدا (>300 مم): تباطؤ قطرات مفرط؛ تيارات هوائية تحرف نمط الرش؛ زيادة الرذاذ
طريقة القياس: استخدم مقياس عمق للتحقق من مسافة التوقف عند ثلاث نقاط عبر كل رأس أثناء التركيب والفحوصات الفصلية.
6.2 محاذاة زاوية الرش
يجب محاذاة الفوهات:
- محوريا: مروحة رش عمودية على محور الدوران (±تحملها 2°)
- شعاعيا: خط الرش المركزي الموجه نحو نقطة الالتفاف المماس (دون إزاحة محيطية)
الملاحظة الميدانية: انخفاض 5° في موضع المحور يقلل من عرض التغطية الفعلي بنسبة 12٪، مما يخلق خطوطا جافة تظهر كشرائط ساخنة محلية وانحرافات شكلية.
صلابة تثبيت الرأس 6.3
يجب تثبيت رؤوس الرش بشكل صلب لمنع تغييرات الموضع الناتجة عن الاهتزاز. لقد رأينا مطاحن حيث:
- سمحت حوامل الدعم غير الكافية بانحراف الرأس بمقدار 3–5 مم تحت ضغط هيدروليكي
- الاهتزاز الناتج عن تشغيل المطحنة تسبب في دوران تدريجي للرأس على مدى شهور
- النتيجة: تغير نمط الرش تدريجيا، مما تسبب في انحراف الشكل غير المفسر الذي عوضه المشغلون بإعادة ضبط النماذج—مما أخفى السبب الجذري
الحل: حوامل الرأس المثبتة على اللحام مع بوشات تخميد للاهتزاز بفواصل 600 مم.
متطلبات الترشيح 6.4
أنظمة الاستحلاب الباردة الدوامة تعيد تدوير سائل التبريد الذي يحتوي على:
- مقياس الطاحونة الدقيق (10–100 ميكرومتر)
- بقايا تآكل الدرع (5–50 ميكرومتر)
- زيت الترمب والمواد الفلوكلانتية
الحد الأدنى للترشيح: 100 ميكرومتر مطلق لفوهات المراوح المسطحة الهيدروليكية بقطر فتحة >0.8 مم
الترشيح الموصى به: 50 ميكرومتر لعمر الفوهة الأمثل؛ فلاتر السحب التلقائي للتدفق للحفاظ على ضغط التدفق
جدول الصيانة 6.5
| المهمة | التكرار | معايير القبول |
|---|---|---|
| الفحص البصري (انسداد، أضرار مادية) | يوميا (فحص المشغل) | لا توجد حطام ظاهر، جسم الفوهة سليم |
| تدقيق توزيع التدفق (اختبار كوب الالتقاط) | كل 2,000 ساعة تشغيل | CV داخل المنطقة <8٪ |
7. استكشاف مشاكل التحكم في الشكل الشائعة
7.1 عرض: موجة حافة لا تستجيب لتعديل منطقة سائل التبريد
الأسباب المحتملة المتعلقة بالفوهة:
-
تآكل غير متساو في فوهات منطقة الحواف
- التشخيص: قياس التدفق من كل فوهة حافة؛ ابحث عن >15٪ من التفاوت
- الحل: استبدال جميع فوهات منطقة الحافة في نفس الوقت
-
انحراف نمط الرش بسرعة عالية
- التشخيص: تحقق مما إذا كانت شدة موجة الحافة تزداد مع سرعة التدوير
- الحل: التحول إلى فوهات بزاوية رش أضيق (65° بدلا من 80°) أو زيادة ضغط الرش لتحسين الاختراق
-
تغطية غير كافية عند حواف الشريط
- التشخيص: اختبار الورق الحساس للماء يظهر وجود مناطق جافة عند الحواف
- الحل: تقليل تباعد الفوهات أو إضافة فوهات حواف إضافية
7.2 عرض: مشبك المركز أثناء انتقالات العدادات
الأسباب المحتملة المتعلقة بالفوهة:
-
استجابة حرارية متأخرة في المنطقة المركزية
- التشخيص: كثافة تدفق المنطقة الوسطى أقل بكثير من المناطق الوسيطة
- الحل: التحقق من عدد فوهات المنطقة المركزية ومعدلات التدفق؛ زد ضغط المنطقة الوسطى إذا لزم الأمر
-
الرذاذ يسبب انتقال حرارة غير متسق
- التشخيص: سحابة ضبابية مرئية حول لفات العمل؛ انحراف تركيز المستحلب
- الحل: تقليل ضغط الرش أو التحول إلى الفوهات التي تنتج قطرات أكثر خشونة (زيادة حجم الفتحة)
7.3 عرض: تفاوت التسطح عبر طول الملف
الأسباب المحتملة المتعلقة بالفوهة:
-
انسداد متقطع في الفوهة
- التشخيص: لوحظ تغير في التدفق مع مرور الوقت؛ تحسين الترشيح يحل المشكلة مؤقتا
- الحل: ترقية الترشيح إلى 50 ميكرومتر؛ افحص مصادر تلوث المستحلب
-
دورة درجة الحرارة في إمداد سائل التبريد
- التشخيص: تقلب ضغط الرش؛ تتراوح درجة حرارة المستحلب ±5°C
- الحل: ليس مرتبطا مباشرة بالفوهة لكنه يؤثر على أداء الرش؛ تثبيت درجة حرارة نظام سائل التبريد
مخطط تدفق التشخيص 7.4
عيب الشكل يظهر ↓ هل أصبح ضبط منطقة التبريد أقل فعالية؟ ↓ نعم إجراء تدقيق توزيع التدفق ↓ CV >8٪ ضمن المنطقة؟ ↓ نعم قس تدفقات الفوهة الفردية ↓ هل هناك اختلاف >15٪ بين الفوهات؟ ↓ نعم → استبدال الفوهات البالية (يوصى باستبدال المنطقة) ↓ هل لا يزال رد فعل ضعيف؟ ↓ تحقق من محاذاة زاوية الرش ومسافة التوقف ↓ هل هناك انحراف في المحاذاة >3° أم المسافة خارج النطاق؟ ↓ نعم → إعادة محاذاة رؤوس الرؤوس والتحقق منها باستخدام اختبار ورق حساس للماء
{kind=link}
8. الأسئلة الشائعة
س: هل يمكننا خلط أنواع مختلفة من الفوهة داخل نفس رأس الرش؟
ج: غير موصى به. تنتج أنواع الفوهات المختلفة أنماط رش وأحجام قطرات مختلفة، مما يخلق تبريدا غير منتظم حتى لو تم مطابقة معدلات التدفق. التزم بنوع فوهة واحد لكل رأس، ويفضل أن يكون عبر جميع الرؤوس في كل لفة من الرأي.
س: كيف نعرف متى يؤثر تآكل الفوهة على التحكم في الشكل مقارنة بعوامل أخرى؟
ج: إجراء تدقيق لتوزيع التدفق. إذا تجاوز معامل التباين داخل المنطقة 8٪، أو إذا تدفق أي فوهة بنسبة >12٪ فوق الاسمي، فمن المرجح أن يكون تآكل الفوهة مساهما. ابحث أيضا عن علاقة بين مشاكل الشكل وساعات العمل منذ آخر استبدال للفوهة.
س: هل ضغط الرش الأعلى أفضل دائما لإزالة الحرارة؟
ج: لا. بينما يزيد الضغط الأعلى قليلا من التدفق (تذكر علاقة الجذر التربيعي)، فإنه أيضا:
- ينتج قطرات أدق أكثر عرضة للرذاذ
- يسرع تآكل الفوهة
- يمكن أن يسبب رغوة المستحلب تحسين الشريط من 3 إلى 6 أشرطة؛ تجاوز 8 بار نادرا ما يوفر فائدة حقيقية لتطبيقات التدوير البارد.
س: هل يجب أن نستخدم نفس الفوهات لتبريد الرول الاحتياطي ونظام التبريد الاحتياطي؟
ج: ليس بالضرورة. لفات الاحتياط متطلبات مختلفة لإدارة الحرارة—فهي لا تلامس الشريط مباشرة وتدور ببطء أكثر. تستخدم العديد من المطاحن فوهات مخروطية كاملة بزاوية أوسع للبكرات الاحتياطية لأن التغطية الموحدة عبر العرض أقل أهمية.
س: كم سرعة تأثير تآكل الفوهة على التحكم في الشكل؟
ج: الأمر تدريجي. في بيئات المستحلب النموذجية ذات التلوث المتوسط:
- أول 2000 ساعة: تأثير طفيف، تآكل <5٪ - 2000–5000 ساعة: تآكل قابل للقياس (5–10٪)، تعويض التحكم في الشكل لا يزال فعالا - 5000–8000 ساعة: تآكل كبير (10–20٪)، استجابة شكل أقل، زيادة خطر التراجع - >8000 ساعة: تآكل شديد (>20٪)، سلوك شكل غير متوقع
الجدول الزمني ينضغط مع ارتفاع مستويات التلوث.
س: هل يمكننا استعادة أداء التحكم في الشكل دون استبدال الفوهات؟
ج: مؤقتا، عن طريق زيادة ضغط الرش لتعويض فقدان التدفق، لكن هذا يسرع التآكل ويخلق مشاكل أخرى. الحل الدائم الوحيد هو استبدال الفوهة. فكر في الأمر كأنك تحاول تعويض محامل الطاحونة المتآكلة بزيادة قوة الدوران—يمكنك إخفاء الأعراض لفترة وجيزة لكن لا يمكنك تجنب المشكلة الميكانيكية الأساسية.
9. الخاتمة والخطوات التالية
يؤثر اختيار الفوهة وصيانتها بشكل مباشر على التحكم في شكل الدرفلة الباردة من خلال ثلاث آليات:
- تجانس التدفق يحدد قابلية التنبؤ بالتاج الحراري
- هندسة نمط الرش تؤثر على دقة تبريد المنطقة
- معدل التآكل يتحكم في استقرار التحكم في الشكل على المدى الطويل
أهم الإجراءات للحفاظ على أداء التحكم في الشكل:
فوري (إن لم يكن منفذا بالفعل):
- التحقق من أن أنواع الفوهات الحالية تتوافق مع متطلبات التطبيق (مروحة هيدروليكية مسطحة، موصى بزاوية رش 65–80°)
- إجراء تدقيق توزيع التدفق لتحديد خط الأساس
- فحص كفاية الترشيح (الحد الأدنى 100 ميكرومتر، ويفضل 50 ميكرومتر)
قصير الأجل (خلال 3 أشهر):
- تنفيذ جدول تدقيق التدفقات الفصلي
- تحديد معايير استبدال الفوهة (استبدال المنطقة عند متوسط التآكل >10٪)
- تقييم ترقية المواد إلى السيراميك إذا كنت تستخدم حاليا الفولاذ المقاوم للصدأ
على المدى الطويل:
- دمج تتبع أداء الفوهة في أنظمة بيانات التحكم في الشكل
- تطوير جدولة تنبؤية للاستبدال بناء على ساعات العمل ومستويات التلوث
- النظر في أنظمة مراقبة التدفق المؤتمتة لمناطق الشكل الحرجة
الأثر الاقتصادي: المصانع التي تطبق إدارة الفوهات المنهجية ترى ما يلي:
- انخفاض بنسبة 15–25٪ في التخفيضات المتعلقة بالشكل
- عمر خدمة الفوهة أطول بنسبة 30–40٪ (من خلال اختيار المواد بشكل صحيح)
- تحسن بنسبة 20–30٪ في ثبات الاستواء