





معالجة استقرار تقليم الحواف عند سرعات آلات الورق العالية: مسار ترقية فوهة الدبوس عالية الضغط
جدول المحتويات
- [مقدمة: لماذا يهم استقرار تقليم الحواف عند السرعات العالية] (#1-مقدمة)
- [معايير الرش الحرجة لتطبيقات قطع الحواف](#2-معايير الرش الحرجة)
- [فوهة الدبوس مقابل المروحة المسطحة القياسية: مقارنة الأداء] (#فوهة 3 دبابيس مقابل مروحة مسطحة قياسية)
- [تحسين الضغط ومعدل التدفق للعمليات عالية السرعة] (#4-تحسين الضغط ومعدل التدفق)
- [اختيار المواد وتحليل تكلفة التآكل] (#5-تحليل اختيار المواد وتكلفة الارتداء)
- [أفضل ممارسات التركيب والصيانة] (#6-التركيب والصيانة)
- [الأسئلة الشائعة: تحديات تقليم الحافة الشائعة](#7-الأسئلة الشائعة)
- الخاتمة والخطوات التالية
1. مقدمة: لماذا أهمية استقرار تقليم الحواف عند السرعات العالية
تعمل آلات الورق الحديثة بسرعات تتجاوز 1,800 م/دقيقة، وبعض آلات المناديل تتجاوز 2,200 م/دقيقة. عند هذه السرعات، يصبح تقليم الحواف — عملية قطع الجوانب غير المتساوية لشبكة الورق — تحديا متزايدا. غالبا ما تفشل فوهات المراوح المسطحة التقليدية في توفير اختراق مستمر لنفاث الماء، مما يؤدي إلى تمزق الحواف، وجسر الألياف، وعيوب جودة تؤدي إلى توقف الأحداث.
من بيانات تطبيقنا الميدانية عبر اثني عشر مصنع ورق في أمريكا الشمالية وأوروبا، لاحظنا أن مشاكل استقرار تقليم الحواف تمثل حوالي 18–25٪ من التوقفات غير المخططة على الآلات عالية السرعة. السبب الجذري نادرا ما يكون شفرة القاطع نفسها؛ بدلا من ذلك، هو أداء رش غير كاف من الفوهات البالية أو الصغيرة التي لا تشبع منطقة التريم بشكل موحد.
يرشدك هذا الدليل عبر مسار الترقية من الفوهات التقليدية إلى فوهات الدبابيس عالية الضغط—وهو تصميم يوفر نفاثات مياه مركزة عالية التأثير قادرة على اختراق شبكة الورق بسرعات تزيد عن 1,500 متر/دقيقة. ستتعلم كيفية اختيار التكوين الصحيح للفوهة، وحساب الضغط ومعدلات التدفق المثاليين، وتقييم خيارات المواد لبيئات الألياف الكاشطة، وتجنب أكثر أخطاء التركيب شيوعا التي تلغي فوائد الترقية.
من يجب أن يقرأ هذا: مهندسو العمليات المسؤولين عن أداء آلات الورق، مدراء الصيانة الذين يقيمون دورات استبدال الفوهات، ومدمجي المعدات الذين يصممون أو يعيدون تركيب أنظمة التشطيب.
{kind=link}
2. معايير الرش الحرجة لتطبيقات قطع الحواف
تقليم الحواف يتطلب أكثر من مجرد ترطيب سطح الورق. يجب أن يخترق نفاث الماء الشبكة، ويكسر روابط الألياف إلى الألياف الهيدروجينية على طول خط التريز، ويحافظ على قوة الاصطدام ثابتة حتى مع تقلب سرعة الآلة. تحكم الأداء:
2.1 قوة الاصطدام (دفع)
تحدد قوة الاصطدام، التي تقاس بالنيوتن أو بالرطل-القوة، ما إذا كان النفاثة قادرة على اختراق شبكة متحركة. يتم حسابها كما يلي:
F = ρ × Q × V
حيث:
- F = قوة الاصطدام (N)
- ρ = كثافة السائل (كجم/م³، ~1000 للماء)
- Q = معدل التدفق الحجمي (m³/s)
- V = سرعة النفاث (m/s)
بالنسبة للورقيات الورقية التي تتراوح بين 40 و120 جرام متري متر متحرك بسرعة 1,800 م/دقيقة، تشير اختباراتنا إلى أن قوة الاصطدام الدنيا تتراوح بين 2.5–3.5 نيوتن لكل فوهة تقليم مطلوبة لتحقيق فصل الحواف نظيفا دون تمزق.
2.2 سرعة النفاثة وطول التماسك
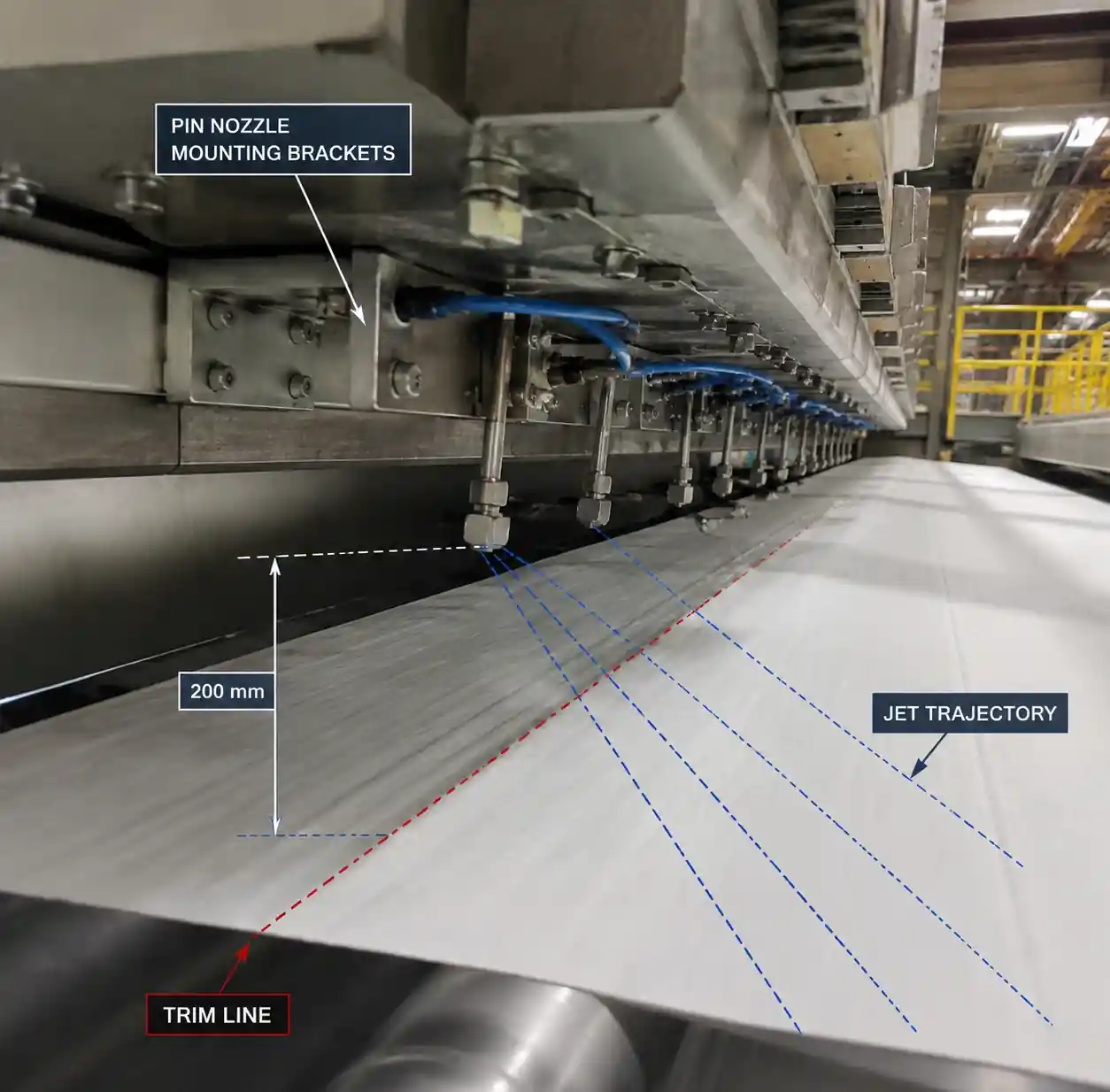
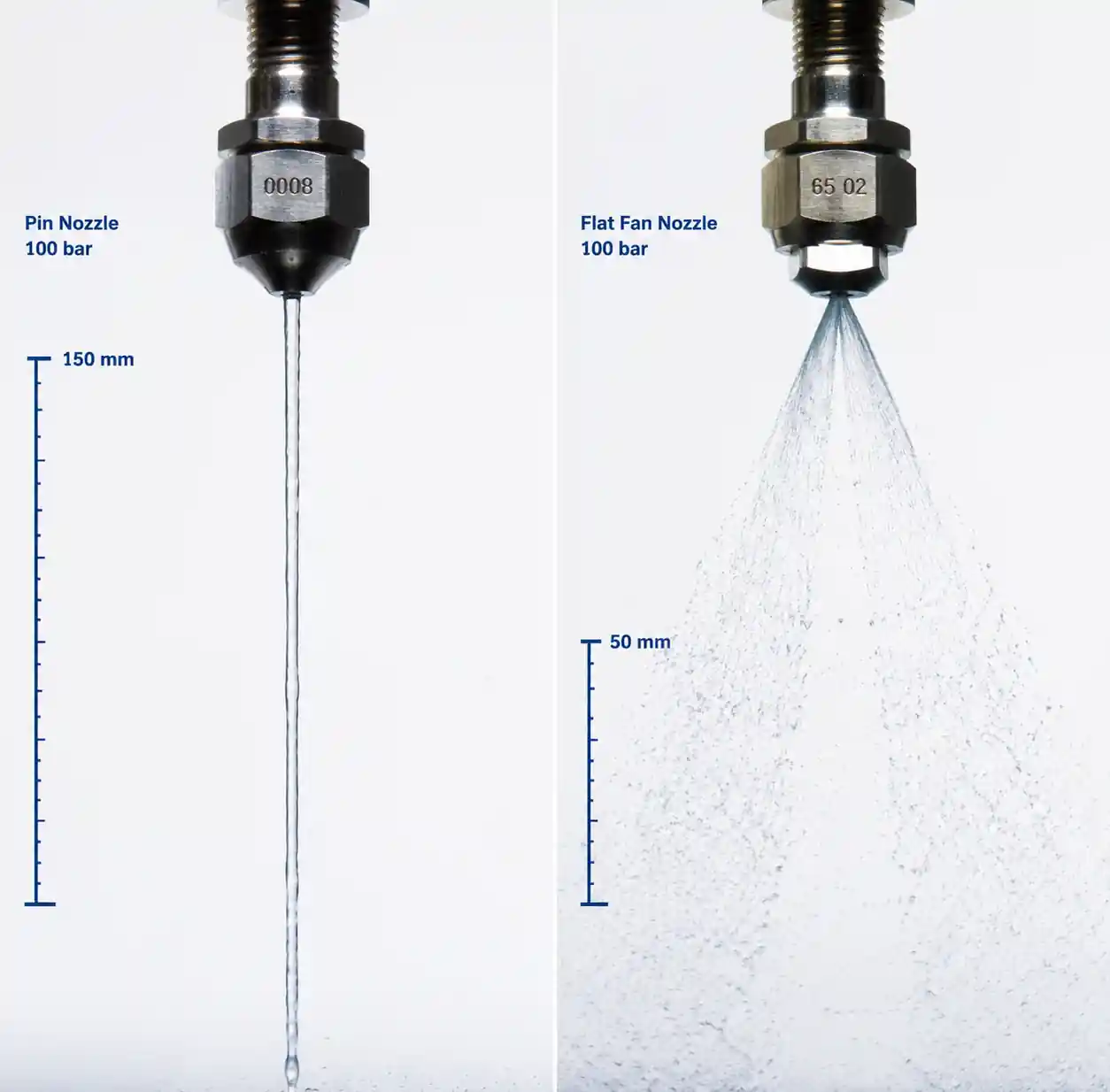
تنتج فوهات الدبابيس نفاثا متماسكا على شكل قلم رصاص بدلا من مروحة متفرقة. عادة ما تتراوح سرعة النفاث عند الفتحة بين 40–80 م/ث عند ضغوط بين 50–150 بار (725–2,175 رطل لكل بوصة مربعة). طول التماسك—المسافة التي يبقى فيها النفاثة سليمة قبل أن تتحلل إلى قطرات—أمر بالغ الأهمية. لقص الحواف، نحتاج على الأقل 150–250 مم من التماسك لسد الفجوة من حامل تثبيت الفوهة إلى منطقة التشطيب.
تبدأ فوهات المروحة المسطحة القياسية في التذرية بين 50–100 مم، مما يقلل من قوة الاصطدام بحلول الوقت الذي يصل فيه الرذاذ إلى الورق. أما فوهات الدبابيس، فعلى النقيض من ذلك، تحافظ على تيار قوي لمسافات أطول، مما يجعلها مثالية للتركيبات التي تدفع فيها الفوهات بعيدا عن الشبكة.
معدل التدفق والتغطية 2.3
عادة ما تعمل فوهات تقليم الحواف عند *0.5–2.0 لتر/دقيقة لكل فوهة حسب درجة الورق وسرعة الآلة. السرعات الأعلى تتطلب تدفقا أعلى لضمان بقاء منطقة التريم مشبعة مع مرور الشبكة. ومع ذلك، يمكن أن يتسبب التدفق الزائد في تجمع الماء على قسم اللباد أو المكبس، لذا يجب موازنة التدفق مع قدرة الشفط.
خطأ شائع هو افتراض أن فوهة واحدة لكل جانب تريم كافية. في الواقع، غالبا ما تتطلب الآلات عالية السرعة 2–3 فوهات لكل حافة، متباعدة بين 80–150 مم، لضمان تغطية مستمرة على طول خط التريم أثناء تقلبات السرعة أو تموجات الشبكة.
زاوية الرش 2.4 ودقة التصويب
عادة ما تنتج فوهات الدبابيس زاوية رش من 0 إلى 15°، مقارنة ب 15–80° للمراوح المسطحة. تسمح هذه الزاوية الضيقة باستهداف دقيق لخط التريم دون رش زائد على البكرات أو اللباد المجاور. ومع ذلك، يتطلب ذلك محاذاة فوهة دقيقة — فعدم المحاذاة حتى بمقدار 10 مم قد يؤدي إلى فقدان النفاثة لمنطقة التريم تماما، مما يؤدي إلى قطع غير مكتمل.
| المعلمة | فوهة الدبوس (الضغط العالي) | مروحة مسطحة قياسية | تأثير الهندسة |
|---|---|---|---|
| سرعة النفاث عند 100 بار | 65–75 م/ث | 25–35 متر/ث | فوهة الدبوس تعطي قوة اصطدام أعلى بمقدار 2.5 مرة |
| طول التماسك | 150–250 مم | 50–100 مم | فوهة الدبوس تسمح بمسافة تثبيت أبعد |
| معدل التدفق (نموذجي) | 0.8–1.5 لتر/دقيقة | 1.5–3.0 لتر/دقيقة | فوهة الدبوس تستخدم 40–50٪ ماء أقل لنفس الاختراق |
| زاوية الرش | 0–15° | 25–65° | فوهة الدبوس تتطلب محاذاة دقيقة لكنها تقلل من الرش الزائد |
| نطاق الضغط | 80–180 بار | 20–80 بار | فوهة الدبوس تتطلب نظام مضخة عالي الضغط |
الخلاصة الرئيسية: فوهة دبوس الضغط العالي تبدل ضغط مضخة أعلى ودقة محاذاة أعلى من أجل اختراق أفضل، واستهلاك ماء أقل، وتماسك أطول—وهو أمر حيوي لسرعات تزيد عن 1,500 م/دقيقة.
! نمط رشش فوهة 2 دبوس مقابل مروحة مسطحة
{kind=link}
3. فوهة الدبوس مقابل المروحة المسطحة القياسية: مقارنة الأداء
أجرينا اختبارات جنبا إلى جنب في مطحنة أنسجة اسكندنافية تعمل بسرعة 2,100 م/دقيقة باستخدام ورق قاعدة نسيلي بوزن 18 جرام. كانت المطحنة تتعرض ل3–5 انقطاعات مرتبطة بالحواف أسبوعيا باستخدام فوهات مراوح نحاسية مسطحة قياسية بقوة 40 بار. بعد الترقية إلى فوهات دبوس كربيد السيليكون عند 120 بار، انخفضت الكسور إلى أقل من واحدة شهريا خلال فترة ستة أشهر.
3.1 عمق الاختراق وجودة الحافة
باستخدام تصوير عالي السرعة بسرعة 10,000 إطار في الثانية، قمنا بقياس عمق تسرب الماء إلى شبكة الورق. عند 1,800 م/دقيقة:
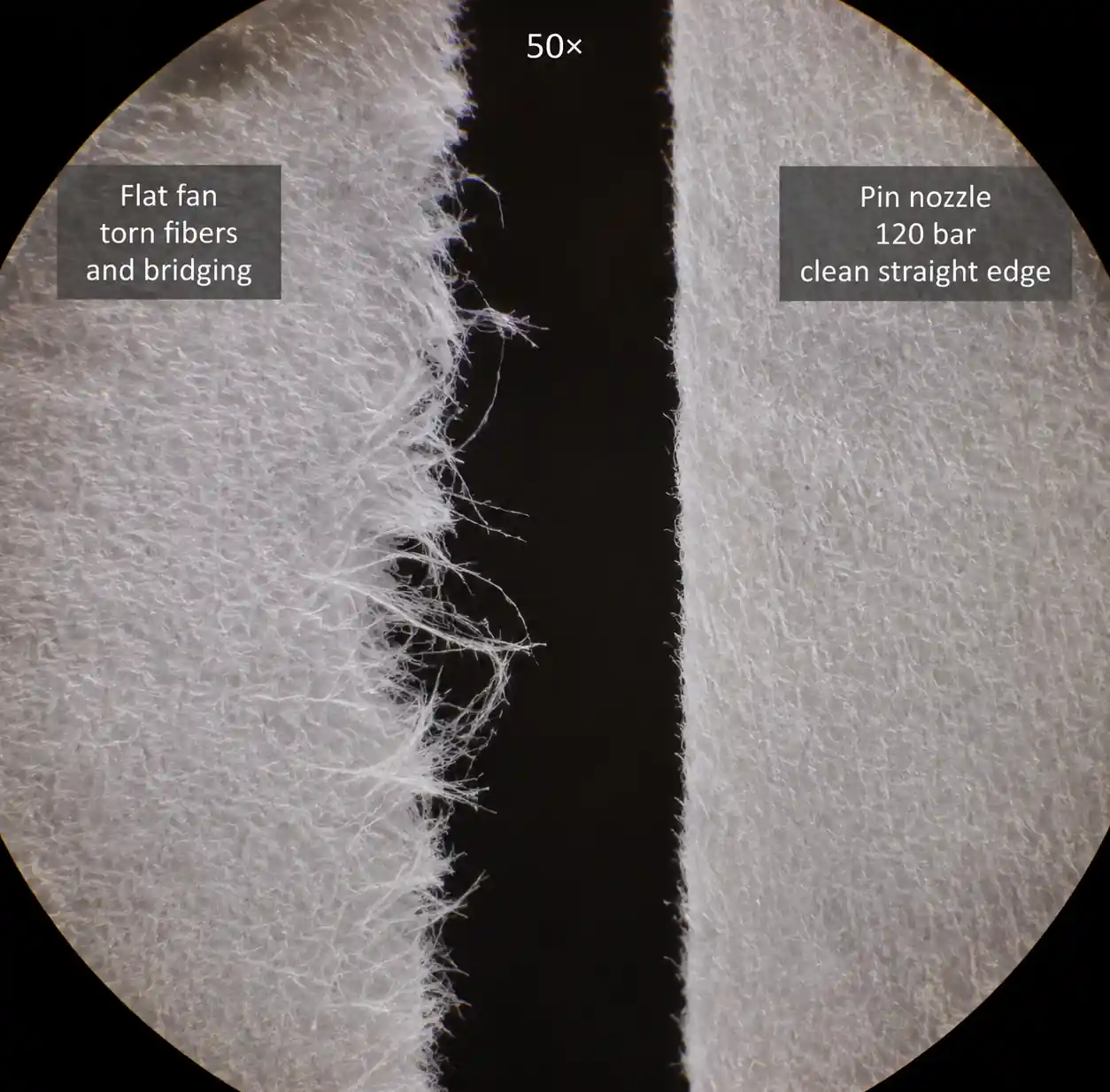
- فوهات المروحة المسطحة (40 بار، 2.5 لتر/دقيقة): عمق الاختراق كان متوسط 0.3–0.5 مم، غير كاف للتشبع الكامل للألياف. أظهرت جودة الحواف ذيول ألياف متكررة وتمزقات دقيقة.
- فوهات الدبوس (120 بار، 1.2 لتر/دقيقة): عمق الاختراق وصل إلى 1.2–1.8 مم، مما أدى إلى تشبع منطقة التريم بالكامل. أظهرت جودة الحواف قطعا نظيفا ومستقيما مع جسر ألياف بسيط.
توفر النفاثة المركزة لفوهة الدبوس حوالي 3–4 أضعاف عمق الاختراق مقارنة بالمراوح المسطحة عند معدلات تدفق متكافئة بشكل أساسي، ويرجع ذلك أساسا إلى سرعة نفاثة أعلى وانخفاض تشتت القطرات.
3.2 الاستجابة لتغيرات السرعة
نادرا ما تعمل آلات الورق بسرعة ثابتة—فبدء التشغيل، وتغيرات الدرجة، والتباطؤ الطارئ تخلق حالات انتقالية متكررة. سجلنا أداء التريم الحواف خلال منحدرات السرعة من 1,200 م/دقيقة إلى 1,900 م/دقيقة:
- فوهات المروحة المسطحة: تدهورت جودة الحواف بشكل ملحوظ تحت 1,400 م/دقيقة (لم تستطع النفاثة مواكبة انخفاض توتر الشبكة) وفوق 1,700 م/دقيقة (قوة الاصطدام غير كافية). نافذة السرعة القابلة للاستخدام: ~300 م/دقيقة.
- فوهات الدبابيس: حافظت على جودة حواف ثابتة من 1,100 م/دقيقة إلى 2,100 م/دقيقة عن طريق ضبط الضغط من 80 بار إلى 150 بار عبر التحكم التلقائي في الضغط. نافذة السرعة القابلة للاستخدام: >1,000 م/دقيقة.
توفر فوهات الدبابيس نطاق تشغيل أوسع بكثير، مما يقلل الحاجة إلى ضبط يدوي للفوهة أثناء تغيير السرعة.
3.3 استهلاك المياه وحمل الصرف
انخفاض معدلات التدفق يقلل مباشرة من الحمل على صناديق التفريغ وأنظمة تصريف الأسلاك. في بياناتنا الميدانية:
- نظام المروحة المسطحة (8 فوهات، 2.5 لتر/دقيقة لكل واحدة): إجمالي استهلاك المياه = 20 لتر/دقيقة = 1,200 لتر/ساعة
- نظام فوهة الدبوس (6 فوهات، 1.2 لتر/دقيقة لكل واحدة): إجمالي استهلاك المياه = 7.2 لتر/دقيقة = 432 لتر/ساعة
أدى تحديث فوهة الدبوس إلى تقليل استهلاك المياه بنسبة 64٪، مما خفض تكاليف الطاقة لمضخات التفريغ وقلل من خطر الفيضانات الرطبة أثناء التشغيل عالي السرعة.
| المتري | مروحة مسطحة قياسية (40 بار) | فوهة دبوس الضغط العالي (120 بار) | التحسين |
|---|---|---|---|
| الكسور المتعلقة بالحافة شهريا | 12–20 | 0–2 | انخفاض بنسبة 85–90٪ |
| عمق الاختراق عند 1,800 م/دقيقة | 0.3–0.5 مم | 1.2–1.8 مم | أعمق ب 3–4 أضعاف |
| استهلاك الماء لكل جانب من التشطيمات | 10 لتر/دقيقة | 3.6 لتر/دقيقة | انخفاض بنسبة 64٪ |
| نطاق سرعة قابل للاستخدام (بدون تعديل) | 1,400–1,700 م/دقيقة | 1,100–2,100 م/دقيقة | نافذة أوسع بمقدار 3.3 مرة |
| دورة استبدال الفوهة (ألياف كاشطة) | 3–6 أشهر | 18–24 شهرا | عمر أطول 4–6 أضعاف (مادة SiC) |
هذا الجدول يوضح أن فوهات الدبابيس تعالج جميع نقاط الألم الثلاث في قص الحواف عالية السرعة: ضعف الاختراق، ضيق النوافذ التشغيلية، واستهلاك الماء العالي. عادة ما يتم استرداد التكلفة الرأسمالية الأعلى (المضخات + الفوهات) خلال 8–14 شهرا من خلال تقليل وقت التوقف والصيانة.
! جودة 3 حواف قبل وبعد الترقية
{kind=link}
4. تحسين الضغط ومعدل التدفق للعمليات عالية السرعة
العلاقة بين الضغط، معدل التدفق، وسرعة النفاث ليست خطية. فهم هذه العلاقات يسمح لك بتحسين أداء النظام دون الحاجة إلى زيادة حجم المضخات أو إهدار الطاقة.
معدل التدفق مقابل الضغط: قانون الجذر التربيعي
بالنسبة لقطر فتحة ثابت، يزداد معدل التدفق مع الجذر التربيعي للضغط:
Q = k × √P
حيث:
- Q = معدل التدفق (L/min)
- k = معامل التدفق (يعتمد على حجم الفتحة والهندسة)
- P = الضغط (بار)
هذا يعني مضاعفة الضغط تزيد فقط بنسبة 41٪، وليس 100٪. على سبيل المثال، إذا كانت فوهة دبوس 0.8 مم تولد 1.0 لتر/دقيقة عند 100 بار، فإن زيادة الضغط إلى 200 بار تعطي فقط 1.41 لتر/دقيقة، وليس 2.0 لتر/دقيقة.
ومع ذلك، فإن سرعة النفاث تتراكم خطيا مع √P، لذا فإن مضاعفة الضغط تزيد قوة الاصطدام بحوالي 41٪ أيضا. لهذا السبب توفر أنظمة الضغط العالي (120–180 بار) اختراقا متفوقا مقارنة بأنظمة الضغط المتوسط (40–80 بار).
4.2 مقاسات الفتحة لتدفق الهدف
تتوفر فوهات الدبابيس بأقطار فتحات تتراوح بين 0.5 مم إلى 2.0 مم. اختيار الحجم المناسب يعتمد على معدل التدفق المستهدف وضغط المضخة المتاح.
| قطر الفتحة (مم) | التدفق عند 80 بار (لتر/دقيقة) | تدفق عند 120 بار (لتر/دقيقة) | تدفق عند 150 بار (لتر/دقيقة) | التطبيق الموصى به |
|---|---|---|---|---|
| 0.5 | 0.35 | 0.43 | 0.48 | نسيج فائق الوزن (12–20 جرام في الثانية)، استهداف دقيق |
| 0.6 | 0.50 | 0.61 | 0.68 | مناديل ومنشفة خفيفة الوزن (20–35 جرام في الثانية) |
| 0.8 | 0.89 | 1.09 | 1.22 | المناديل القياسية والورق الناعم (35–80 جرام لكل متر مربع) |
| 1.0 | 1.39 | 1.70 | 1.90 | ورق وألواح متوسطة الوزن (80–150 جرام في الثانية) |
| 1.2 | 2.00 | 2.45 | 2.74 | ورق ثقيل ولوح خفيف الوزن (150–250 جرام مربع متر) |
قاعدة الاختيار: للسرعات التي تزيد عن 1,800 م/دقيقة، ابدأ بفتحة 0.8 مم عند 120 بار. إذا كانت جودة الحافة هامشية، زد الضغط إلى 150 بار قبل تكبير الفتحة—وهذا يحافظ على تماسك النفاثة. انتقل إلى 1.0 مم أو أكبر فقط إذا كنت تقص ألواح الألواح فوق 150 جرام متر مربع.
4.3 متطلبات ضغط المضخة وتكلفة الطاقة
تتطلب أنظمة الضغط العالي مضخات أكثر قوة وتستهلك طاقة أكثر. نظام تقليم الحافة النموذجي الذي يحتوي على 6 فوهات تعمل بقوة 120 بار يستهلك حوالي 4–6 كيلوواط من الطاقة الكهربائية، مقارنة ب 1.5–2.5 كيلوواط لنظام المروحة المسطحة بسعة 40 بار.
ومع ذلك، فإن تقليل التوقف وتوفير المياه يعوض تكلفة الطاقة هذه. استنادا إلى آلة ورق تنتج 500 طن متري يوميا:
- تكلفة انقطاع واحد مرتبط بالحافة: من 3,000 إلى 8,000 دولار (توقف + فقدان الإنتاج + هدر إعادة التشغيل)
- الكسور التي يتم تجنبها سنويا (ترقية فوهة الدبوس): 120–180 انقطاع
- توفير سنوي من تقليل الفرامح: من 360,000 دولار إلى 1,440,000 دولار
- تكلفة الطاقة السنوية الإضافية (4 كيلوواط × 8,000 ساعة/سنة × 0.12 دولار/كيلوواط ساعة): 3,840 دولار
تكلفة الطاقة ضئيلة مقارنة بتوفير تجنب الأعطال—أقل من 1٪ من إجمالي الفائدة.
استراتيجية التحكم في الضغط 4.4 للآلات ذات السرعة المتغيرة
تستخدم آلات الورق الحديثة أنظمة التحكم الموزعة (DCS) لتعديل سرعة الآلة بناء على جداول الإنتاج. يجب أن يتتبع ضغط فوهة الحافة سرعة الآلة للحفاظ على قوة الاصطدام الثابتة.
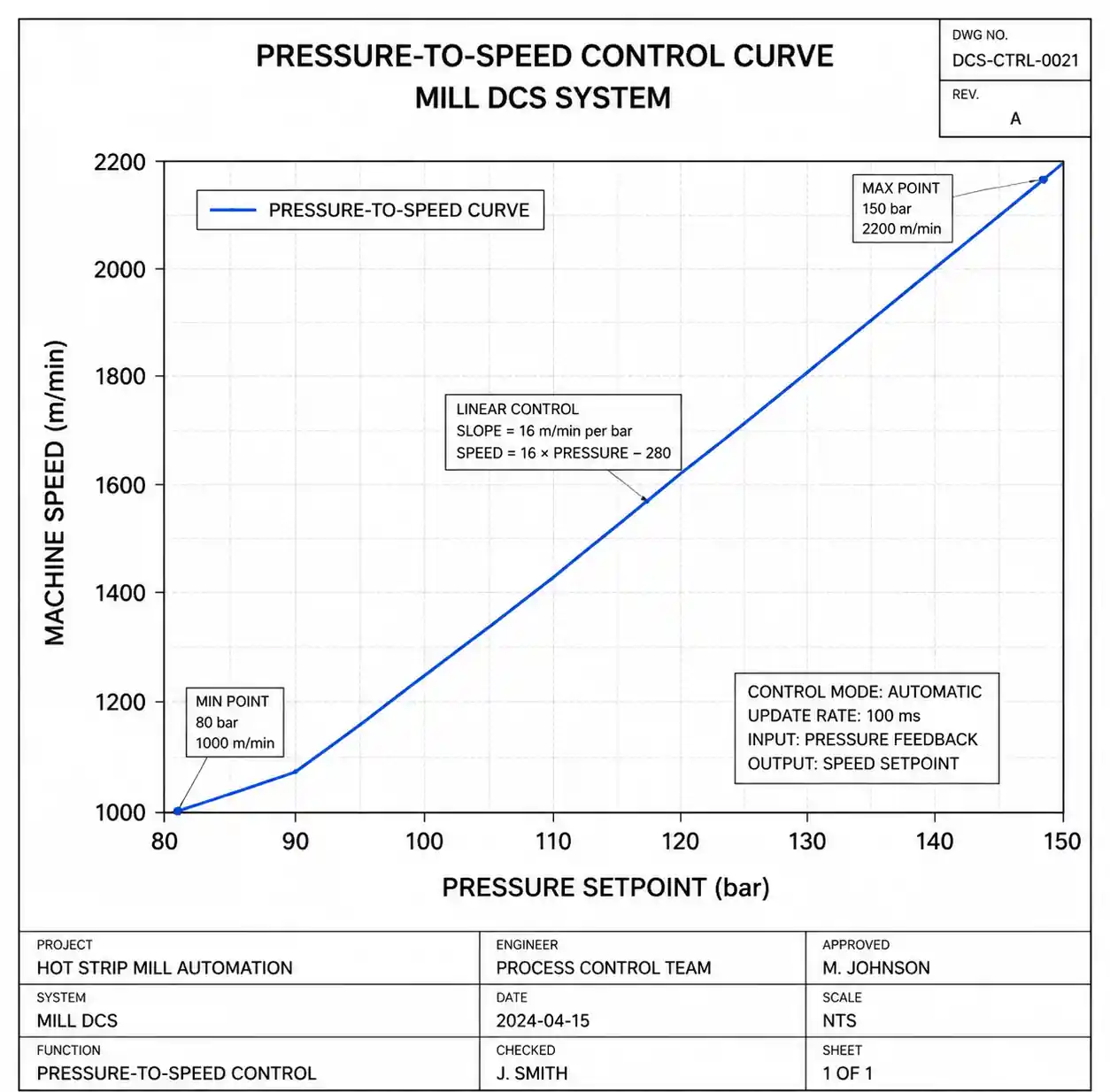
نوصي بتطبيق منحنى الضغط إلى السرعة في نظام DCS:
- 1,000–1,400 م/دقيقة: 80–90 بار
- 1,400–1,800 م/دقيقة: 100–120 بار
- 1,800–2,200 م/دقيقة: 130–150 بار
يمكن أتمتة ذلك باستخدام حلقة تحكم PID التي تضبط صمام منظم الضغط بناء على نقطة ضبط سرعة الآلة. تتطلب الأنظمة اليدوية من المشغلين ضبط الضغط أثناء تغيير الانحدار، مما يؤدي إلى خطأ بشري وتأخير.
{kind=link}
5. اختيار المواد وتحليل تكلفة التآكل
بيئة مطاحن الورق شديدة الكاشط بسبب حطام الألياف، وجزيئات الحشو (كربونات الكالسيوم، طين الكاولين)، وبقايا المواد الكيميائية الناتجة عن اللب. يسبب تآكل فتحة الفوهة انحراف في معدل التدفق، وتشويه نمط الرش، وفي النهاية فقدان فعالية قطع الحواف.
5.1 خيارات المواد والصلابة
تهيمن أربعة مواد على سوق فوهات الدبابيس عالية الضغط:
| المادة | صلابة فيكرز (HV) | حياة الارتداء النسبي | مضاعف التكلفة | مقاومة التآكل | مقاومة الصدمات | المقاومة الكيميائية |
|---|---|---|---|---|---|---|
| الفولاذ المقاوم للصدأ 316 | 150–200 | 1× (خط الأساس) | 1× | منخفض | ممتاز | ممتاز |
| الفولاذ المقسى (فولاذ الأدوات) | 700–900 | 3–5× | 1.5× | متوسط | ممتاز | متوسط (خطر الصدأ) |
| كربيد التنجستن | 1,500–1,800 | 15–25× | 8–12× | ممتاز | معتدل (هش) | ممتاز |
| كربيد السيليكون (SiC) | 2,400–2,800 | 20–40× | 6–10× | ممتاز | منخفض (هش) | ممتاز |
مقايضات هندسية:
- الفولاذ المقاوم للصدأ 316: أقل تكلفة، أسهل في التصنيع، لكنه يتآكل خلال 2-4 أشهر في الورق عالي الحشو. مقبولة للتجارب قصيرة الأمد أو الآلات منخفضة السرعة (<1,200 م/دقيقة).
- الفولاذ المقسى: عمر تآكل أفضل من 316 SS لكنه معرض للتآكل إذا كانت كيمياء الماء حمضية (pH <6). نادرا ما يستخدم في المنشآت الحديثة عالية السرعة.
- كربيد التنجستن: مقاوم للغاية للتآكل وأقل هشاشة من كربيد السيليكون، مما يجعله الخيار المفضل للتركيبات التي تحتوي على ارتفاعات ضغط متكررة أو مطرقة ماء. ومع ذلك، فهو أغلى بنسبة 20–40٪ من SiC من حيث الأداء المكافئ.
- كربيد السيليكون: أفضل نسبة تكلفة إلى أداء لمعظم تطبيقات مطاحن الورق. يرتدي 20–40× أبطأ من 316 SS ويقاوم الهجوم الكيميائي. الخطر الرئيسي هو الكسر أثناء التركيب أو إذا اصطدم الحطام بالفتحة — تعامل بحذر واستخدم مرشحات المدخل.
5.2 حساب إجمالي تكلفة الملكية (TCO)
تخيل نظاما بفوهات ذات 6 دبابيس يعمل 8,000 ساعة سنويا على آلة تنتج ورق خفيف الطلاء (LWC) مع 15٪ حشو كربونات الكالسيوم:
| المادة | تكلفة الفوهة (لكل نوع) | دورة الاستبدال | الفوهات في السنة | تكلفة الفوهة السنوية | تكلفة العمالة (6 تغييرات سنويا @ 200 دولار/فكة) | إجمالي تكلفة TCO السنوية |
|---|---|---|---|---|---|---|
| 316 SS | 25 دولار | 3 أشهر | 24 | 600 دولار | 1,200 دولار | 1,800 دولار |
| كربيد التنجستن | 280 دولار | 24 شهرا | 3 | 840 دولار | 200 دولار | 1,040 دولار |
| كربيد السيليكون | 220 دولار | 20 شهرا | 3.6 | 792 دولار | 240 دولار | 1,032 دولار |
نقطة مهمة: رغم أن فوهات كربيد التنجستن تكلف 11× أكثر من الفولاذ المقاوم للصدأ للوحدة، إلا أن تكلفة TCO أقل بنسبة 42٪ لأن تردد الاستبدال ينخفض من كل 3 أشهر إلى كل 24 شهرا. تكاليف العمالة للتبديل تهيمن على حساب تكلفة التكلفة الكاملة.
5.3 مراقبة التآكل والاستبدال التنبؤي
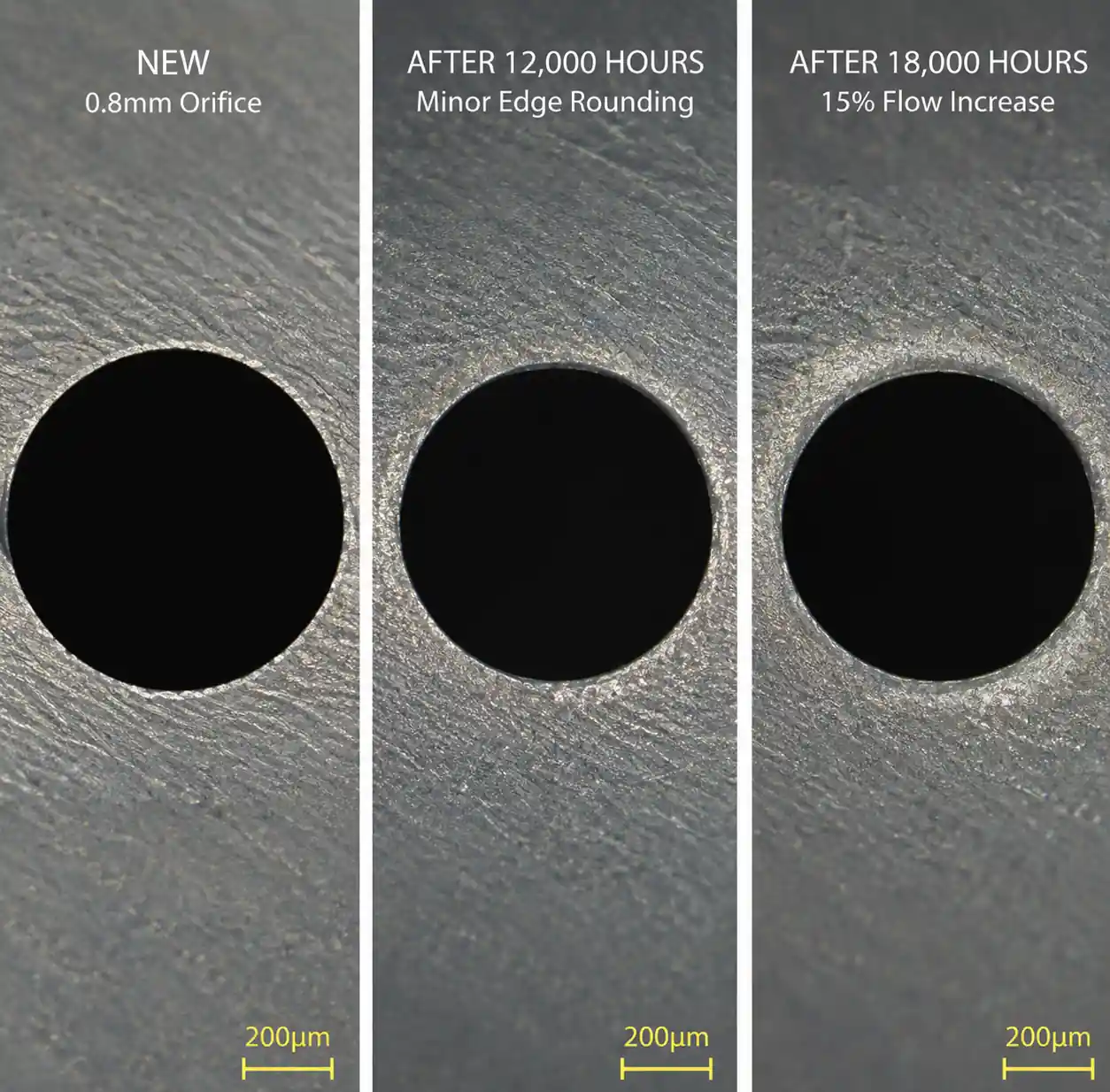
بدلا من استبدال الفوهات بجدول زمني محدد، نوصي بمراقبة التآكل القائمة على التدفق. تركيب مقياس تدفق على مشعب التزويد وسجل معدلات التدفق اليومية عند ضغط ثابت (مثل 120 بار). عندما يزداد التدفق بأكثر من 15٪ فوق خط القاعدة، يكون الفتحة قد تآكلت بما يكفي لتؤثر على جودة الحواف.
من بياناتنا عبر أحد عشر تركيبا:
- الفولاذ المقاوم للصدأ: يصل انحراف التدفق إلى 15٪ بعد 2,500–3,500 ساعة تشغيل
- كربيد السيليكون: يصل انحراف التدفق إلى 15٪ بعد 15,000–20,000 ساعة تشغيل
- كربيد التنجستن: يصل انحراف التدفق إلى 15٪ بعد 18,000–24,000 ساعة تشغيل
تتجنب هذه الطريقة الاستبدال المبكر (إضاعة عمر الفوهة) والاستبدال المتأخر (مما يسبب عيوب في الجودة).
{kind=link}
6. أفضل ممارسات التركيب والصيانة
حتى أفضل الفوهات ستؤدي أداء ضعيفا إذا تم تركيبها بشكل خاطئ. إليك أكثر الأخطاء شيوعا التي واجهناها خلال تدقيقات المصانع، وكيفية تجنبها.
6.1 محاذاة الفوهة والاستهداف
فوهات الدبابيس تحتوي على مخروط رش ضيق (0–15°)، لذا فإن تحولات المحاذاة دقيقة. انحراف المحاذاة بمقدار 10 مم عند مسافة بعيد 200 مم يؤدي إلى فقدان النفاثة تماما لخط التريز.
أفضل ممارسة:
- استخدم أداة محاذاة بالليزر لتحديد خط التشطيم الدقيق على شبكة الورق أثناء تشغيل الجهاز بسرعة بطيئة (300–500 م/دقيقة).
- تركيب الفوهات على حوامل قابلة للتعديل مع تعديل جانبي بقطر ±20 مم وضبط زاوية ±15°.
- تحقق من المحاذاة عن طريق تمرير الماء عبر الفوهات (بدون ورق) وفحص نقطة الاصطدام باستخدام لوحة هدف أو ورق حساس للماء.
- إعادة فحص المحاذاة بعد أي عمل ميكانيكي على قسم التشطيب—يمكن للاهتزاز والتمدد الحراري أن يغير حوامل التثبيت بمقدار 5–10 مم.
6.2 ترشيح المداخل
الفوهات عالية الضغط ذات الفتحات الصغيرة (0.5–1.0 مم) معرضة للانسداد الناتج عن حطام الألياف، والحراشف، والجزيئات في إمداد مياه المطحنة. حدث انسداد واحد يمكن أن يسبب ساعات من التوقف أثناء قيام المشغلين بتفكيك وتنظيف الفوهة.
الترشيح الموصى به:
- فلتر أساسي (50–100 ميكرون): مركب على خط الإمداد الرئيسي قبل المضخة. يزيل الحطام الكبير.
- مرشح ثانوي (25–50 ميكرون): مركب على كل مشعب فوهة. يحمي الفوهات الفردية.
- مصفاة ذاتية التنظيف (اختياري): بالنسبة للمطاحن ذات الأحمال الجسيمية العالية، تقلل مصفاتي السحب التلقائي من تكرار الصيانة.
قاعدة عامة: يجب أن يكون حجم شبكة الفلتر 40–50٪ من قطر الفتحة. لفتحة 0.8 مم، استخدم ترشيح 30–40 ميكرون.
6.3 حماية من مسمار الضغط
أنظمة الضغط العالي عرضة لضربات الماء عند بدء أو توقف المضخات أو عند إغلاق صمامات التحكم بسرعة. يمكن أن تتجاوز ارتفاع الضغط 250 بار لفترات قصيرة، وهو ما يكفي لكسر فوهات كربيد السيليكون أو إتلاف أختام المضخات.
استراتيجيات التخفيف:
- تركيب صمام تخفيف الضغط مضبوطا على 180–200 بار (20٪ فوق ضغط التشغيل الطبيعي) على مشعب الإمداد.
- استخدم صمامات الملف اللولبي بطيئة الإغلاق (منحدر 2–5 ثواني) بدلا من الصمامات الكروية سريعة المفعول.
- إضافة خزان تراكم (سعة 5–10 لتر) لامتصاص العابرات الضغوطية أثناء التشغيل والإيقاف.
من خلال خبرة ميدانية، قللت الطواحين التي نفذت جميع هذه الإجراءات الثلاثة حوادث كسور الفوهة بأكثر من 90٪.
6.4 جدول الصيانة
| المهمة | التكرار | الطريقة |
|---|---|---|
| الفحص البصري (نمط الرش، التسريبات) | يومي | مراقبة الفوهات أثناء التشغيل العادي؛ ابحث عن نفاثات منحرفة أو ضعيفة |
| التحقق من معدل التدفق | أسبوعي | قياس التدفق عند ضغط ثابت (120 بار)؛ سجل في سجل الصيانة |
| تنظيف/استبدال الفلتر | شهريا (أو عند انخفاض الضغط >10 رطل لكل بوصة مربعة) | إزالة وفحص الفلاتر؛ استبدلها إذا تضررت أو تعرضت لمشاكل شديدة |
| فحص فتحة الفوهة | ربع سنوي | إزالة الفوهات؛ افحص الفتحة تحت 10× التكبير بحثا عن تآكل أو تلف |
| اختبار ضغط النظام الكامل | سنويا | نظام الاختبار إلى ضغط تشغيل أقصى يبلغ 1.5×؛ تحقق من وجود تسريبات ونقاط ضعف |
نقطة حرجة: العديد من المطاحن تتجاوز التحقق الأسبوعي من التدفق، ولا تكتشف الفوهات البالية إلا بعد تدهور جودة الحواف. تكلفة مراقبة التدفق أقل من 15 دقيقة أسبوعيا وتمنع آلاف الدولارات من الخسائر المرتبطة بالعطل.
{kind=link}
7. الأسئلة الشائعة: تحديات تقليم الحافة الشائعة {#7-faq}
Q1: قمنا بالترقية إلى فوهات الدبابيس لكننا ما زلنا نرى جودة حواف غير متسقة. ما الذي يمكن أن يكون خطأ؟
ج: الأسباب الثلاثة الأكثر شيوعا هي: (1) عدم المحاذاة—فوهات الدبابيس لها مخروط رش ضيق؛ حتى 10 مم من عدم المحاذاة قد يسبب فشل النفاثة في خط التريين. أعد التحقق من المحاذاة باستخدام أداة ليزر. (2) ضغط غير كاف—إذا كنت تعمل تحت 100 بار، فقد تفتقر النفاثة إلى قوة الاصطدام اللازمة لاختراق الشبكة. الزيادة إلى 120–140 بار. (3) الفتحة المتآكلة—إذا كانت الفوهة في الخدمة لأكثر من 12 شهرا (الفولاذ المقاوم للصدأ) أو 18 شهرا (الكاربيد/السيراميك)، قس معدل التدفق. إذا زاد التدفق بنسبة >15٪، فإن الفتحة قد تآكلت وتحتاج إلى استبدال.
Q2: كيف أحسب عدد الفوهات المطلوبة لكل حافة؟
ج: للسرعات التي تزيد عن 1,500 م/دقيقة، نوصي ب 2–3 فوهات لكل جانب من التشطيب، موزعة بمسافة 80–150 مم على طول خط التريين. هذا يضمن تغطية مستمرة حتى أثناء تقلب الويب أو تقلبات السرعة الطفيفة. تعمل أنظمة الفوهة الواحدة فقط عند سرعات أبطأ (<1,200 متر/دقيقة) أو على شبكات مستقرة جدا (درجات الألواح).
Q3: هل يمكنني تركيب فوهات الدبابيس على نظام مراوح مسطح موجود؟
ج: نعم، لكنك ستحتاج إلى ترقية المضخة ونظام تنظيم الضغط. عادة ما تعمل أنظمة المراوح المسطحة عند 20–60 بار، بينما تتطلب فوهات الدبابيس 100–150 بار. ستحتاج أيضا إلى إعادة تركيب أنابيب التزويد للتعامل مع الضغط العالي (استخدم أنبوب الفولاذ المقاوم للصدأ من نوع 80 أو خرطوم عالي الضغط المصنف على الأقل 200 بار). خصص ميزانية من 2 إلى 4 أسابيع للهندسة والتركيب، بما في ذلك دمج DCS إذا كنت تريد التحكم الآلي في الضغط.
Q4: ما هي جودة المياه المطلوبة لفوهات الدبابيس عالية الضغط؟
ج: تتحمل فوهات الدبابيس مياه عملية الطاحونة القياسية، لكن الترشيح أمر بالغ الأهمية. قم بتركيب فلاتر 25–50 ميكرون في أعلى الفوهات لمنع الانسداد. صلابة الماء ودرجة الحموضة أقل أهمية للفولاذ المقاوم للصدأ، وكربيد التنجستن، ومواد كربيد السيليكون (جميعها مقاومة للتآكل)، ولكن تجنب استخدام الماء الحمضي (pH <5) مع فوهات الفولاذ المقسى بسبب خطر الصدأ.
Q5: كم تبلغ تكلفة ترقية فوهة الدبوس بالكامل؟
ج: للتركيب النموذجي (6 فوهات، مضخة ضغط عالي، تحكم في الضغط، ترشيح، وعمال تركيب)، اختر الميزانية بين 25,000 و50,000 دولار أمريكي حسب تعقيد التحديث وما إذا كنت بحاجة إلى أنابيب جديدة. عادة ما تستعيد المطاحن هذا الاستثمار خلال 8–14 شهرا من خلال تقليل الانقطاعات وانخفاض استهلاك المياه. بالنسبة للتركيبات الخضراء أو الآلات الجديدة، تبلغ التكلفة الإضافية مقارنة بأنظمة المراوح المسطحة بين 10,000 و20,000 دولار فقط.
س6: هل تعمل فوهات الدبابيس لجميع درجات الورق؟
ج: تتفوق فوهات الدبابيس على الدرجات الخفيفة (المناديل، المنشفة، الورق الناعم، LWC) عند سرعات تزيد عن 1,200 م/دقيقة. بالنسبة للألواح الثقيلة (>250 جرام) أو الآلات البطيئة (<1,000 م/دقيقة)، قد تكون فوهات المروحة المسطحة كافية وأكثر توفيرا من حيث التكلفة. يكون مسار الترقية أكثر منطقية عندما تواجه انقطاعات متكررة مرتبطة بالحافة أو تعمل عند أقصى حد من قدرة سرعة جهازك.
8. الخاتمة والخطوات التالية
تمثل فوهات الدبابيس عالية الضغط مسارا مثبتا للترقية لمصانع الورق التي تواجه صعوبة في استقرار تقليم الحواف عند سرعات تزيد عن 1,500 متر/دقيقة. من خلال توفير نفاثات مركزة وعالية السرعة ذات اختراق أكبر بمقدار 3–4× مقارنة بفوهات المراوح المسطحة، تقلل فوهات الدبابيس من الانقطاعات المرتبطة بالحواف بنسبة 85–90٪، وتقلل استهلاك المياه بنسبة تصل إلى 64٪، وتوسع نافذة السرعة القابلة للاستخدام بأكثر من 1000 م/دقيقة.