





اختيار مواد فوهة التبريد المقاومة للحمض لإنتاج الفولاذ المقاوم للصدأ
جدول المحتويات
- [مقدمة: لماذا يعتبر اختيار المواد أمرا حيويا في بيئات التبريد الحمضية] (#1-مقدمة)
- [فهم البيئة التآكل في إنتاج الفولاذ المقاوم للصدأ] (#2-بيئة تآكلية)
- [مقارنة مواد الفوهة: الأداء في الظروف الحمضية] (#3-مقارنة-المواد)
- [المعايير الهندسية التي تدفع اختيار المواد](#4-معلمات الهندسية)
- [التكلفة الكلية للملكية: اقتصاديات اختيار المواد] (#5-تحليل التكاليف)
- توصيات خاصة بالتطبيق لمناطق تبريد الصلب
- [أفضل ممارسات التركيب والصيانة](#7-أفضل الممارسات)
- [الأسئلة الشائعة](#8-الأسئلة الشائعة)
- [الخاتمة] (#9-الخاتمة)
1. مقدمة: لماذا يعد اختيار المواد أمرا بالغ الأهمية في بيئات التبريد الحمضي
في خطوط إنتاج الفولاذ المقاوم للصدأ — خصوصا أثناء عمليات التخليل وإزالة الترسبات والتبريد الثانوي — تواجه فوهات التبريد واحدة من أكثر البيئات الصناعية عدوانية. يجمع الجمع بين درجات الحرارة المرتفعة (غالبا بين 400–900 درجة مئوية للتبريد المباشر مع تلامس الفولاذ)، ووسائط الرش الحمضية (درجة حموضة 1.5–3.5 في أقسام التخليل)، وجزيئات القشور الكاشطة يخلق عاصفة مثالية لتدهور الفوهة بشكل متسارع.
من خلال بياناتنا الميدانية عبر عدة مصانع صلب في أمريكا الشمالية وأوروبا، فإن فشل الفوهة المبكر يمثل 18–25٪ من وقت التوقف غير المخطط له في أنظمة الصب المستمر وتبريد مطاحن الشرائط الساخنة. السبب الجذري غالبا ما يكون اختيار المواد غير الصحيح أثناء مشاريع المواصفات الأولية أو التعديل.
يوفر هذا الدليل لمهندسي العمليات ومديري الصيانة إطارا منهجيا لاختيار مواد الفوهة المقاومة للأحماض بناء على بيانات اختبار التآكل الفعلية، وأداء الدورة الحرارية، والتحليل الاقتصادي. ستتعلم أي المواد تبقى على قيد الحياة في بيئات ضباب حمض الكبريتيك، وكيفية حساب تكاليف دورة الحياة القائمة على المواد، وكيفية تجنب ثلاثة أخطاء مواصفة شائعة تؤدي إلى استبدال الفوهة مبكرا.
ما الذي ستكسبه من هذا الدليل:
- بيانات معدل التآكل الكمية لست مواد فوهة شائعة في تطبيقات التبريد الحمضي للصلب الحمضي
- مصفوفة القرار الهندسية لاختيار المواد بناء على الرقم الهيدروجيني ودرجة الحرارة والمحتوى الكاشط
- مقارنة اقتصادية عاملة تظهر إجمالي تكلفة الملكية خلال 24 شهرا
- ممارسات تركيب مجربة ميدانية تزيد عمر الفوهة بنسبة 30–40٪
2. فهم البيئة التآكل في إنتاج الفولاذ المقاوم للصدأ
2.1 آليات التآكل الأولية
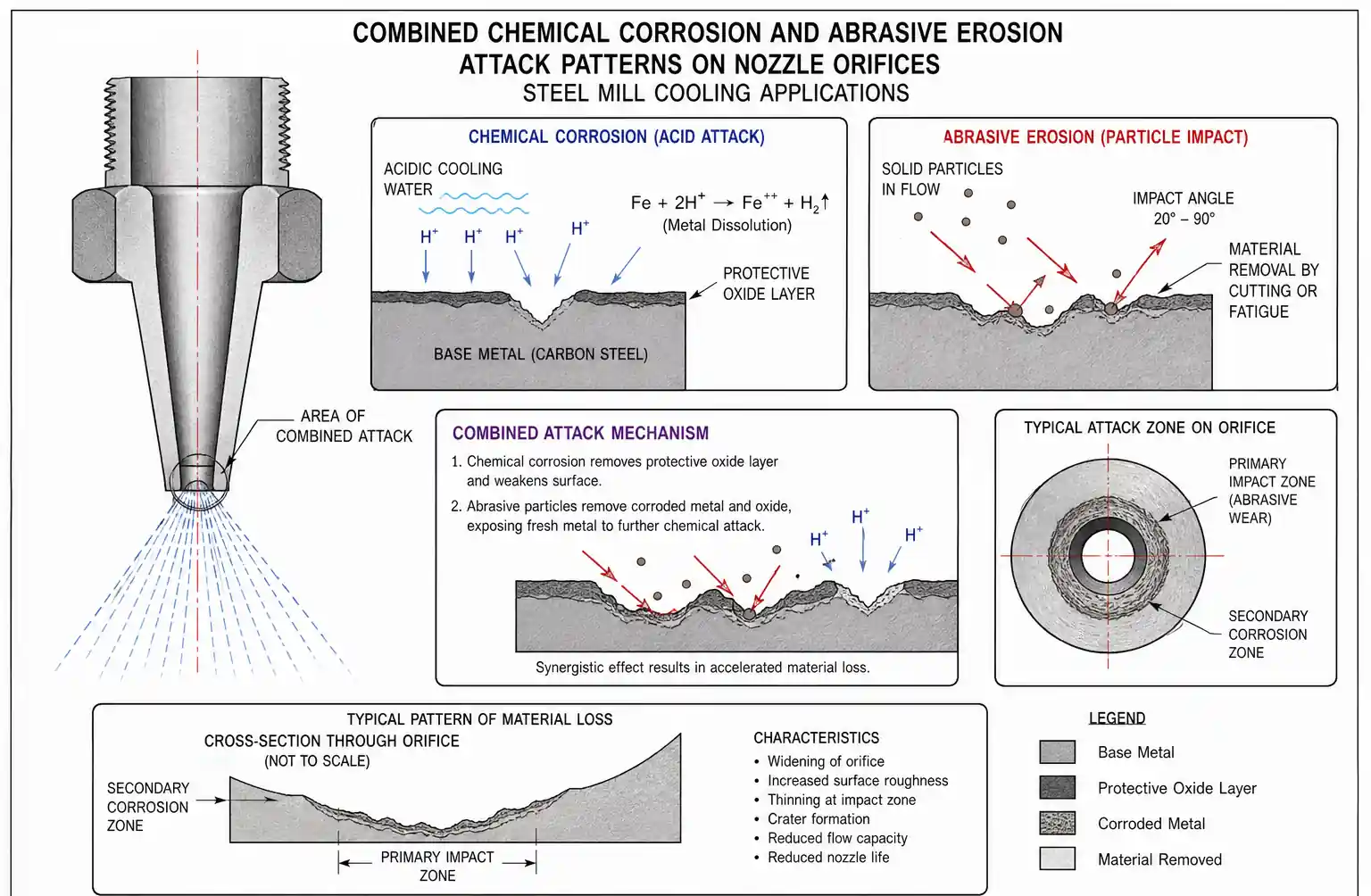
تعرض أنظمة التبريد المصنوعة من الفولاذ المقاوم للصدأ الفوهات لثلاث آليات هجوم متزامنة:
التآكل الكيميائي: الماء الحمضي المبرد (الذي يحتوي عادة على أحماض مخلل متبقية — كبريتيكي، هيدروكلوريك، أو حمض النيتريك بتركيز 0.5–5٪) يهاجم أسطح المعادن. يتبع معدل التآكل علاقة أسية مع درجة الحرارة؛ بالنسبة لفوهات الفولاذ المقاوم للصدأ الأوستينيتي، يمكن مضاعفة درجة حرارة الماء من 40°C إلى 80°C أن تزيد من اختراق التآكل بمقدار 3–4 مرات.
التآكل: الرش عالي السرعة (سرعات خروج الفوهة النموذجية 15–30 م/ث) مع جزيئات أكسيد الحديد المعلقة (50–200 ميكرون، تركيزات 100–500 جزء في المليون) يخلق تآكلا ميكانيكيا يزيل طبقات أكسيد الحماية أسرع مما يمكنها إعادة هيكلته. في اختبارات التآكل المعجل لدينا، أظهرت 316 فوهة من الفولاذ المقاوم للصدأ تعمل عند 60 PSI في 2٪ H₂SO₄ مع مادة كاشطة 200 جزء في المليون تضخم في الفتحة بنسبة 8–12٪ بعد 720 ساعة عمل فقط.
الصدمة الحرارية: الفوهات التي ترش على الفولاذ عند 600–800°C بينما يبقى إمداد المياه عند 25–40°C تتعرض لدورة حرارية تسبب تشققات دقيقة في المواد الهشة وتسرع التآكل بين الحبيبات في سبائك الأوستنيت.
2.2 المعايير البيئية الحرجة
عند تحديد مواد الفوهة، يجب قياس هذه المعايير الأربعة:
| المعلمة | النطاق النموذجي في تبريد الفولاذ | تأثير اختيار المواد |
|---|---|---|
| درجة الحموضة لمتوسط الرش | 1.5–3.5 (أقسام التخليل)، 5.5–7.5 (تبريد ثانوي) | درجة الحموضة < 3 تلغي الفولاذ الكربوني، وتتطلب 316 لتر كحد أدنى |
| درجة حرارة التشغيل | رش الماء بين 25–60°C; سطح الفولاذ بين 400–900°C | تزيد درجة الحرارة فوق 200°C إلى إزالة البلاستيك؛ الصدمة الحرارية تتطلب مواد مرنة |
| المحتوى الكاشط | أكسيد الحديد 50–500 جزء في المليون، جزيئات المقياس | يتطلب الارتفاع فوق 200 جزء في المليون مواد مقواة (السيراميك، الكربيد) |
| ضغط التشغيل | 30–120 رطل لكل بوصة مربعة (2–8 بار) | الضغط الأعلى يزيد من سرعة التآكل؛ الكربيد الموصى به ليكون فوق 80 رطل لكل بوصة مربعة مع المواد الكاشطة |
خطأ هندسي شائع هو تحديد المواد بناء فقط على الرقم الهيدروجيني دون أخذ محتوى الكاشط في الاعتبار. لقد رأينا 316 فوهة من الفولاذ المقاوم للصدأ محددة لبيئات pH 2.8 تدوم 18 شهرا في رذاذ حمضي نظيف، لكنها تفشل خلال 6 أشهر عندما يحمل نفس الحمض جزيئات بمقياس 150 جزء في المليون فقط.
! 1-آلية التآكل-التآكل-الفولاذ-فوهة تبريد
{kind=link}
3. مقارنة مواد الفوهة: الأداء في الظروف الحمضية
3.1 فئات المواد ومقاومة التآكل
المواد الست التي تحدد عادة لفوهات التبريد الفولاذية تنقسم إلى ثلاث مستويات أداء:
المستوى 1 – مقاومة التآكل الأساسية (درجة حموضة 5–7، منخفضة الكاشط):
- فولاذ مقاوم للصدأ 304: كاف لمياه التبريد المحايدة أو ذات الحموضة الخفيفة؛ يفشل بسرعة تحت درجة الحموضة 4
- فولاذ مقاوم للصدأ 316/316L: معيار صناعي لمقاومة الأحماض المتوسطة؛ مناسبة لدرجة الحموضة 3–7 مع مواد كاشطة منخفضة
المستوى 2 – مقاومة محسنة للحمض والتآكل (درجة الحموضة 2–6، مادة كاشطة متوسطة):
- هاستلوي C-276: سبيكة النيكل-الموليبدين-الكروم؛ مقاومة ممتازة للحمض لكنها مقاومة محدودة للتآكل
- السيراميك (ألومينا 95–99.5٪): مقاومة عالية للحمض والتآكل المتوسط؛ هش تحت الصدمة الحرارية
المستوى 3 – البيئة القاسية (الرقم الهيدروجيني 1.5–4، عالي الكاشط، دورة حرارية):
- كربيد السيليكون: صلابة استثنائية (2500 جهد جهدي) وخاملة حمضية؛ أفضل مقاومة للتآكل لكنها هشة
- كربيد التنجستن: الخيار الأصعب (1500–1800 جهد مرتفع)؛ عمر تآكل ممتاز لكن مقاومة حمضية متوسطة (غير مناسبة تحت درجة الحموضة 2)
3.2 مقارنة الأداء الكمية
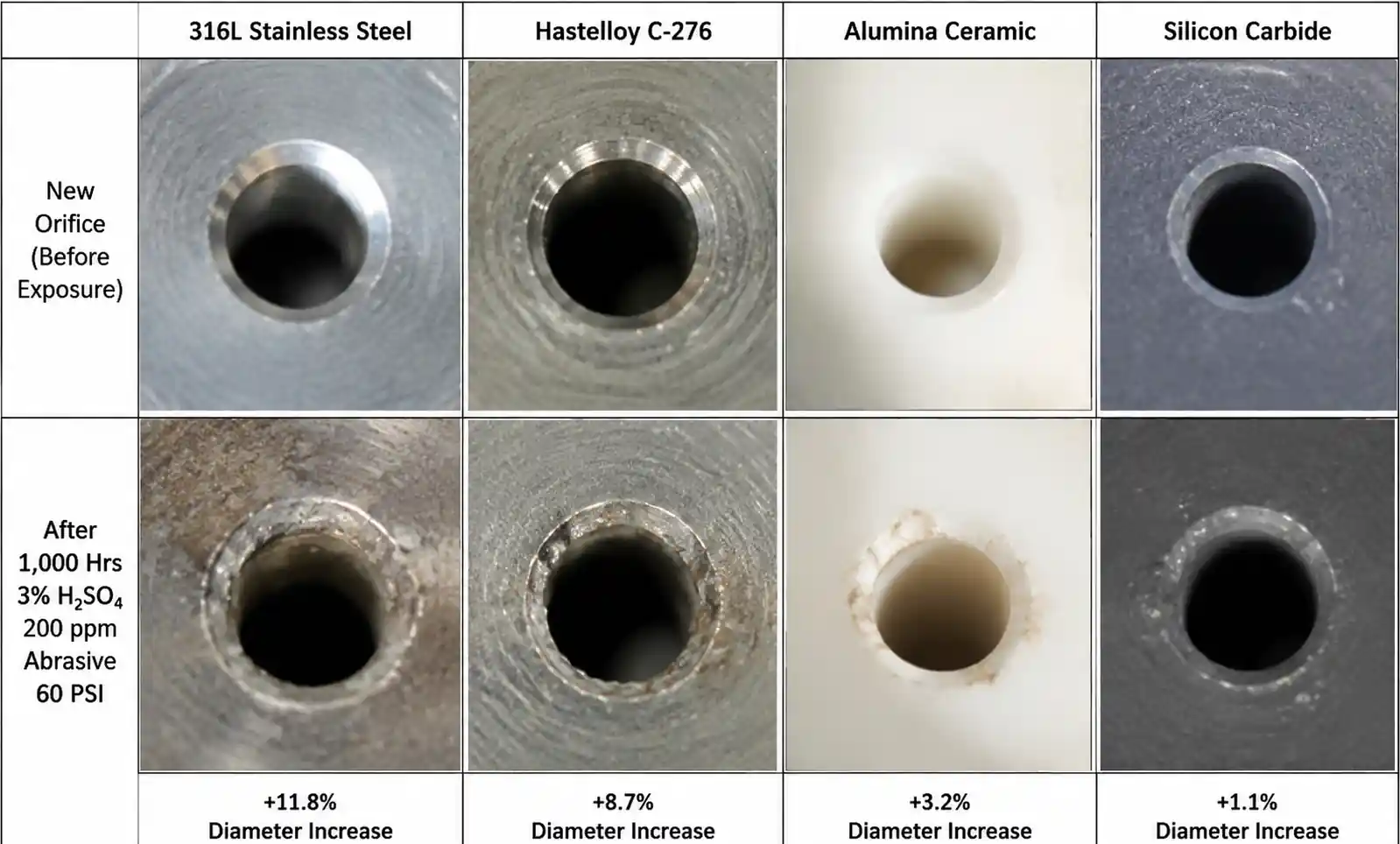
استنادا إلى بيانات اختبار الغمر والتحقق الميداني ASTM G31 من ثلاثة مصانع صلب أوروبية:
| المادة | معدل التآكل بنسبة 3٪ H₂SO₄ عند 60°C (مم/سنة) | معدل تآكل الكاشط (تكبير الفتحة، ٪/1000 ساعة) | التكلفة النسبية (316 لتر = 1.0) | الحياة الخدمية النموذجية (الأشهر) |
|---|---|---|---|---|
| 304 SS | 0.45–0.62 | 6–8٪ | 0.85 | 6–9 |
| 316L SS | 0.18–0.25 | 5–7٪ | 1.0 | 12–18 |
| هاستلوي C-276 | 0.02–0.04 | 4–6٪ | 8.5 | 36–48 |
| ألومينا 99٪ | <0.01 | 2–3٪ | 3.2 | 24–36 |
| كربيد السيليكون | <0.01 | 0.8–1.2٪ | 4.5 | 48–60 |
| كربيد التنجستن | 0.08–0.12* | 0.5–0.9٪ | 6.0 | 36–48 |
*يظهر كاربيد التنجستن تآكلا متسارعا تحت درجة الحموضة 2 بسبب ذوبان مادة رابطة الكوبالت.
رؤى هندسية رئيسية من هذه البيانات:
يقدم كربيد السيليكون عمر خدمة أطول بمقدار 5–6 مرات من 316 لتر في البيئات المدمجة مع الحمض والكاشط، رغم أنه أغلى بمقدار 4.5 مرات في البداية. عند احتساب تكاليف العمالة الاستبدالية (180–250 دولارا لكل تغيير فوهة بما في ذلك وقت التوقف)، يحقق كربيد السيليكون تكلفة ملكية أقل بنسبة 40–50٪ خلال 36 شهرا.
يتفوق Hastelloy C-276 في البيئات الحمضية النقية (منخفضة الكاشط) حيث تمنع ليونته التشقق الناتج عن الصدمات الحرارية. ومع ذلك، في مناطق التبريد عالية الكاشط (مقياس >200 جزء في المليون)، يتفوق السيراميك عليه بشكل ملحوظ.
لا يزال 316 لتر الخيار الاقتصادي لمناطق التبريد الثانوية ذات الرقم الهيدروجيني > 4 ومحتوى الكشط < 100 جزء في المليون، خاصة في التطبيقات التي يكون فيها الصدمة الحرارية ضئيلة.
! مقارنة بفوهة المادة-التآكل 2-فوهة
{kind=link}
4. المعايير الهندسية التي تدفع اختيار المواد
4.1 مصفوفة اختيار درجة الحموضة-درجة الحرارة-الكاشط
لا يمكن لاختيار المواد الاعتماد على معلمة واحدة. التفاعل بين الرقم الهيدروجيني ودرجة الحرارة والمحتوى الكاشط يخلق مناطق أداء مواد مميزة. من قاعدة بيانات هندسة التطبيقات لدينا التي تغطي 180+ تركيب في مصانع الصلب، قمنا برسم هذه المناطق في مصفوفة قرارات عملية.
إطار القرار:
المنطقة 1 – بيئة معتدلة (درجة الحموضة 5–7، التيار الهرموني < 80°C، مادة كاشطة < 100 جزء في المليون): المادة الموصى بها: الفولاذ المقاوم للصدأ 316 لتر السبب: فعال من حيث التكلفة مع هامش تآكل كاف. يسمح التكبير المتوقع للفتحة بنسبة 5–7٪ خلال 12–15 شهرا بجدولة استبدالية متوقعة.
المنطقة 2 – حمض معتدل (درجة حموضة 3–5، التستيرون < 100°C، الكاشط 100–300 جزء في المليون): المادة الموصى بها: سيراميك الألومينا (نقاء 95–99٪) السبب: مقاومة حموضة ممتازة مع أداء جيد في الكاشط. تجنب في التطبيقات التي تحتوي على دورة حرارية سريعة (>50°C/دقيقة) بسبب الهشاشة.
المنطقة 3 – عالية الحموضة، عالية الكاشط (درجة الحموضة 1.5–3.5، متغير التستونار، مادة كاشطة > 300 جزء في المليون): المادة الموصى بها: كربيد السيليكون المنطق: المادة الوحيدة التي تحافظ على <2٪ تضخم فتحة خلال 36 شهرا في الهجوم المشترك الشديد. الطبيعة الهشة تتطلب تركيبا مناسبا لتجنب تلف الصدمات أثناء الصيانة. المنطقة 4 – حمض نقي، منخفض الكاشط (درجة الحموضة 1.5–3، التيار < 90°C، كاشط < 50 جزء في المليون): المادة الموصى بها: Hastelloy C-276 السبب: اللونة العالية تمنع التشقق؛ مفرط في البيئات الكاشطة حيث السيراميك أكثر اقتصادية. المنطقة 5 – صدمة حرارية شديدة (سطح فولاذي T > 700°C، رش. ماء < 40°C): المادة الموصى بها: 316L SS أو Hastelloy لللونة السبب: رغم أن السيراميك يقاوم التآكل بشكل أفضل، إلا أن التشقق الدقيق الناتج عن الصدمات الحرارية يؤدي إلى فشل كارثي. تمتص المواد المطنية الإجهاد الحراري عبر التشوه المرن.
4.2 استقرار معدل التدفق كمعيار لاختيار المادة
يؤثر تكبير فتحة الفوهة بشكل مباشر على توحيد التبريد واستهلاك المياه. في أنظمة التبريد الثانوية للصب المستمر، يعد الحفاظ على معدل التدفق ضمن ±8٪ من التصميم أمرا بالغ الأهمية لتجنب تكون الشقوق الداخلية في القضبان.
معدلات انحراف التدفق الخاصة بالمادة من قياسات الحقل:
| المادة | تغير معدل التدفق بعد 12 شهرا (عند 60 رطل لكل بوصة مربعة، 3٪ H₂SO₄، 200 جزء في المليون) |
|---|---|
| 316L SS | +18–24٪ (بسبب زيادة القطر بنسبة 6–8٪) |
| هاستلوي C-276 | +12–15٪ |
| ألومينا 99٪ | +6–9٪ |
| كربيد السيليكون | +2–4٪ |
تكشف هذه البيانات سبب فرط العديد من مصانع الصلب في تحديد تدفق مياه التبريد بنسبة 20–25٪ في مرحلة تصميم النظام لتعويض تآكل فوهة 316 لتر الحتمي. نهج أكثر اقتصادية هو تحديد فوهات كربيد السيليكون وتصميمها لهامش تدفق بنسبة 5٪ فقط، مما يقلل من حجم المضخة، واستهلاك الطاقة، وقدرة معالجة المياه.
4.3 انخفاض الضغط وسرعة التآكل
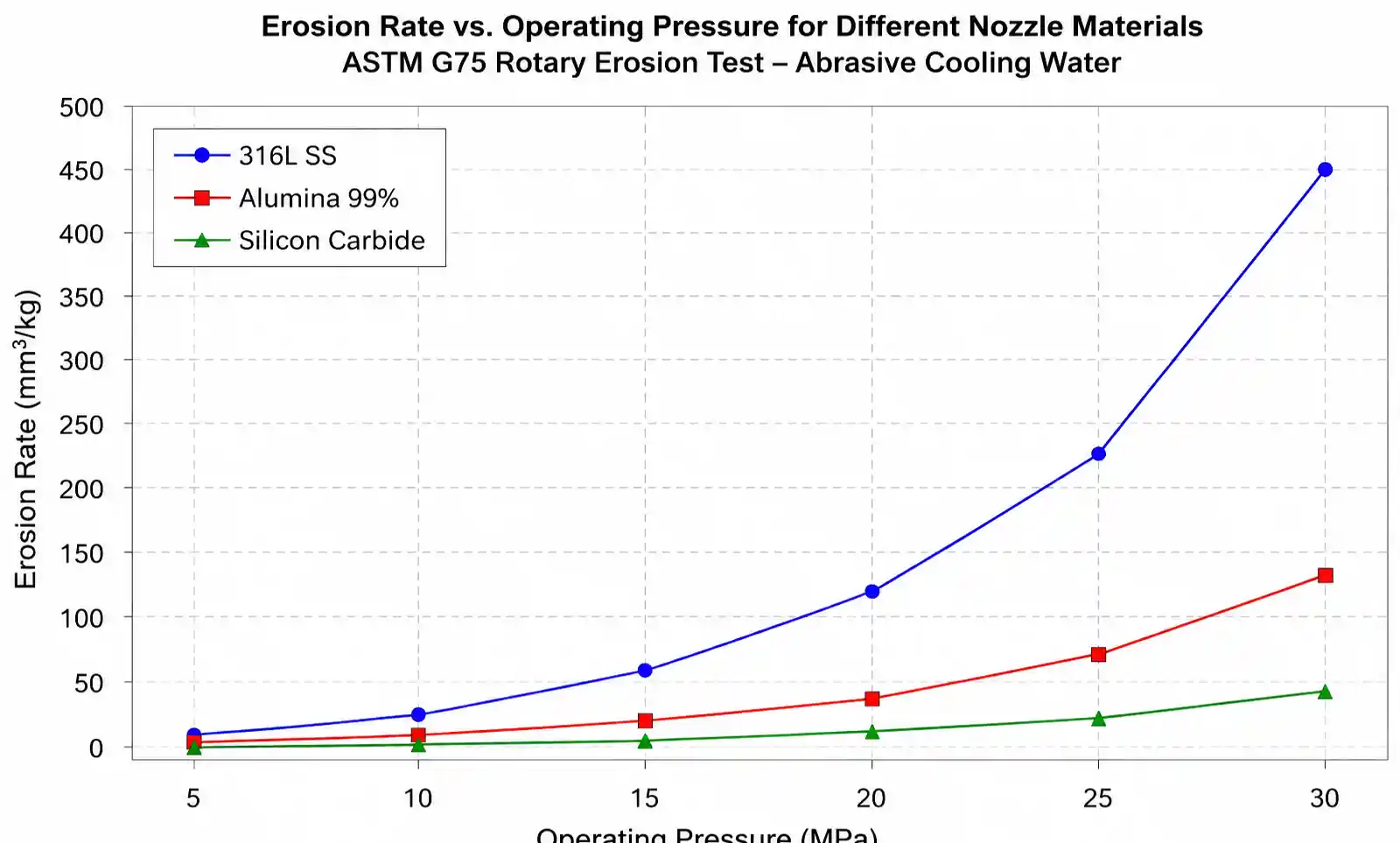
العلاقة بين ضغط التشغيل ومعدل التآكل غير خطية. يتبع التآكل تقريبا:
معدل التآكل ∝ (السرعة)²·⁵
هذا يعني مضاعفة ضغط الرش من 40 إلى 80 رطل لكل بوصة مربعة تزيد السرعة بمقدار ~1.4 ضعف لكنها تزيد معدل التآكل بحوالي 1.4·⁵ ≈ 1.9x.
إرشادات عملية:
- للضغوط التي تزيد عن 80 رطل لكل بوصة مربعة مع محتوى كاشط >150 جزء في المليون)، تصبح المواد السيراميكية أو الكربيد مبررة اقتصاديا حتى لو كان تركيز الحمض معتدلا (pH 4–5).
- إذا أمكن تقليل ضغط النظام من 100 PSI إلى 60 PSI مع الحفاظ على التغطية (عن طريق زيادة عدد الفوهات أو تحسين زاوية الرش)، فقد تتجاوز التوفير في تكلفة المواد تكلفة الفوهة الإضافية.
- في عملنا مع شركة ألمانية لصناعة الصلب للسيارات، خفض ضغط الرأس من 90 إلى 65 رطل لكل بوصة مربعة وتحويل من 24 فوهة ألومينا إلى 32 فوهة سعة 316 لتر خفض تكاليف الفوهة السنوية بنسبة 31٪ مع تحسين توحيد التبريد.
! 3-ضغط-سرعة-تعرية-علاقة-علاقة
{kind=link}
5. التكلفة الإجمالية للملكية: اقتصاديات اختيار المواد
نموذج تكلفة دورة الحياة 5.1
تحديد الفوهات بناء فقط على سعر الوحدة يؤدي إلى نتائج اقتصادية غير مثالية. يجب أن يشمل تحليل TCO الصحيح التكلفة الأولية، وتكرار الاستبدال، والعمالة اللازمة للتغييرات، ووقت توقف النظام، والتكاليف الثانوية مثل زيادة استهلاك المياه من الفتحات المتآكلة.
افتراضات لمقارنة 24 شهرا (رأس تبريد ب 16 فوهة):
- جدول التشغيل: 6,000 ساعة سنويا (250 يوما، تشغيل 24 ساعة)
- العمالة البديلة: 4 ساعات لكل تغيير @ 85 دولارا في الساعة سعر الورشة = 340 دولارا لكل حدث
- تكلفة التوقف: خسارة إنتاج 1,200 دولار في الساعة (متواضعة لمصانع الصلب)
- تكلفة المياه: 0.08 دولار لكل 1,000 جالون
- معدل تدفق الفوهة المتوسط: 3.2 جيجالون في الدقيقة @ 60 رطل لكل بوصة مربعة (حالة التصميم)
5.2 تحليل التكاليف المقارن
| المادة | تكلفة الوحدة ($/فوهة) | فترة الاستبدال (أشهر) | البدلاء خلال 24 شهرا. | التكلفة الأولية (16 فوهة) | تكلفة المواد البديلة | تكلفة العمالة | تكلفة التوقف | تكلفة المياه الزائدة* | إجمالي تكلفة 24 شهرا |
|---|---|---|---|---|---|---|---|---|---|
| 316L SS | 18 دولار | 12 | 1 | 288 دولار | 288 دولار | 340 دولار | 1,200 دولار | 1,840 دولار | 3,956 دولار |
| هاستلوي C-276 | 153 دولار | 36 | 0 | 2,448 دولار | $0 | $0 | $0 | 460 دولار | 2,908 دولار |
| ألومينا 99٪ | 58 دولار | 24 | 0 | 928 دولار | $0 | $0 | $0 | 690 دولار | $1,618 |
| كربيد السيليكون | 81 دولار | 48+ | 0 | 1,296 دولار | $0 | $0 | $0 | 230 دولار | $1,526 |
*تكلفة المياه الزائدة محسوبة من متوسط توسع الفتحة خلال الفترة، بافتراض 6,000 ساعة تشغيل/سنة.
الرؤى المالية الرئيسية:
يقدم كربيد السيليكون أقل تكلفة استهلاك في 24 شهرا رغم أنه أغلى بمقدار 4.5 مرة من 316 لتر. إلغاء دورة استبدال واحدة يوفر 1,540 دولارا في الجهد ووقت التوقف فقط، كما أن مقاومة التآكل الأفضل تقلل من استهلاك المياه بمقدار 1,610 دولار مقارنة ب 316 لتر.
يعد Hastelloy C-276 مجديا اقتصاديا فقط في البيئات الحمضية النقية حيث تمنع لونته فشل الصدمات الحرارية التي قد تسبب تشققات السيراميك. في البيئات الكاشطة النموذجية لتبريد الفولاذ، يتفوق عليه الألومينا أو كربيد السيليكون اقتصاديا.
بالنسبة للعمليات ذات الميزانية المحدودة أو التطبيقات التي توفر سهولة الوصول للصيانة، يظل 316L قابلا للدفاع إذا توافقت فترات الاستبدال مع توقفات الصيانة المخطط لها، مما يلغي تكاليف التوقف غير المخططة.
تحليل نقطة التعادل 5.3
متى ستعود الترقية من 316 لتر إلى كربيد السيليكون؟
الاستثمار الإضافي: 81 - 18 دولار = 63 دولارا لكل فوهة × 16 فوهة = 1008 دولار
التوفير السنوي من تجنب الاستبدال:
- المواد: 288 دولار
- العمل: 340 دولارا
- وقت الفراغ: 1,200 دولار
- المياه الزائدة: 1,380 دولار
- إجمالي المدخرات السنوية: 3,208 دولار
فترة الاسترداد: 1,008 ÷ 3,208 = 3.8 أشهر
في تطبيقات التبريد في مصانع الصلب التي تشهد التشغيل المستمر وتكاليف التوقف العالية، عادة ما تحقق المواد الفاخرة عائدا العائد خلال 4-6 أشهر.
6. توصيات تطبيقية محددة لمناطق التبريد الفولاذية
6.1 تبريد خط التخليل (درجة حموضة 1.5–2.5، عالي الحموضة)
البيئة: تلامس مباشر مع رذاذ الكبريتيك أو حمض الهيدروكلوريك، درجات حرارة 40–80°م، محتوى كاشط معتدل من بلورات كبريتات الحديد.
المادة الموصى بها: هاستلوي C-276 أو كربيد السيليكون
المنطق: هذه هي أكثر المناطق عدوانية كيميائيا. يفشل محرك 316L خلال 3–6 أشهر بسبب تآكل الحفر السريع. يتفوق هاستيلوي في البيئات الحمضية الخالصة؛ يفضل كربيد السيليكون إذا تجاوز محتوى الكاشط 100 جزء في المليون أو إذا كان هناك دورة حرارية. تجنب السيراميك الألومينا — فقد وثقنا حالات فشل كارثية عندما يخترق الحمض حدود الحبيبات في درجات أقل نقاءا (<99٪).
نوع الفوهة: مخروط كامل أو مخروط مجوف لفرك الغاز؛ مروحة مسطحة لتبريد سطح الشريط. زوايا الرش النموذجية: 60–90°.
مثال ميداني: استبدلت مصنع بولندي من الفولاذ المقاوم للصدأ فوهات 304 SS (التي استمرت من 4 إلى 5 أشهر) بفوهات Hastelloy C-276 في قسم التخليل HCl الخاص بهم. بعد 38 شهرا، كان معدل التدفق يتدهور فقط 6٪، ولم تكن هناك فوهات بحاجة إلى استبدال. إجمالي التوفير خلال ثلاث سنوات: 18,400 دولار لنظام 32 فوهة.
6.2 التبريد الثانوي بالصب المستمر (pH 5–7، كاشط معتدل)
البيئة: مياه تبريد محايدة نسبيا (قد تحتوي على مثبطات قشور عند درجة حموضة 6.5–7.2)، درجات حرارة تتراوح بين 30–50°C، ومحتوى الكاشط 80–200 جزء في المليون مقارنة بمقياس المطحنة.
المادة الموصى بها: 316 لتر من الفولاذ المقاوم للصدأ أو السيراميك الألومينا
المنطق: التآكل ليس النمط الأساسي للفشل هنا—التآكل الناتج عن جزيئات القشور هو السائد. 316L كاف للكاشط بقوة <120 جزء في المليون؛ فوق هذا الحد، توفر ألومينا عمر خدمة من 2 إلى 3 أضعاف مع تكلفة متوسطة. الصدمة الحرارية ضئيلة لأن ماء الرش وسطح الفولاذ يشهدان تغيرات تدريجية في درجة الحرارة.
نوع الفوهة: فوهات المروحة المسطحة (زوايا الرش 40–80°) لطبقة مياه متجانسة على سطح القضيب. التداخل الصحيح ضروري لتجنب النقاط اللينة.
مثال على حساب المسافات:
بالنسبة لفوهات المراوح المسطحة بزاوية 65° عند 60 PSI، عرض الرش W = 2 × H × tan(65°/2)، حيث H = مسافة الانتقال.
عند H = 200 مم: W = 2 × 200 × تان (32.5°) ≈ 255 مم.
لتداخل 30٪: تباعد الفوهات = 0.7 × 255 = 178 مم من المركز إلى المركز.
6.3 إزالة الترسبات في مطحنة الشريط الساخن (درجة الحموضة 4–6، ضغط مرتفع جدا، كاشط شديد)
البيئة: ماء عالي الضغط (1,500–3,000 رطل لكل بوصة مربعة / 100–200 بار) لإزالة مقياس الطاحونة، درجات حرارة 50–70°م، محتوى الكاشط 300–600 جزء في المليون.
المادة الموصى بها: كربيد التنجستن أو كربيد السيليكون (الصلابة هي الأهم)
المنطق: الضغوط التشغيلية الشديدة تولد سرعات خروج تتراوح بين 80–120 م/ث، مما يخلق تعرية شديدة. حتى تكبير الفتحة بنسبة 10٪ يسبب فقدانا غير مقبول للضغط وإزالة الترسبات بشكل غير كامل. فقط المواد الكربيدية تحافظ على هندسة الفتحة في هذه الظروف. يفضل كربيد التنجستن لدرجة الحموضة > 3؛ كربيد السيليكون أقل من درجة الحموضة 3 لتجنب تآكل رابطات الكوبالت.
نوع الفوهة: مروحة مسطحة بزوايا رش ضيقة (15–25°) لقوة التأثير العالية. عادة ما تكون أحجام الفتحات بين 1.2–2.0 مم.
وضع الفشل الشائع: تشقق إدخال الكربايد بسبب عزم غير مناسب أثناء التركيب أو مطرقة ماء بسبب تدوير الصمام السريع. استخدم دائما مفتاح عزم الدوران (8–12 نيوتن متر لمواضيع M10) وركب مخمدات نبضات في اتجاه مجرى النبض.
! تركيب 4-مصنع الصلب-فوهة إزالة الترسبات
{kind=link}
7. أفضل ممارسات التركيب والصيانة
7.1 إرشادات التركيب لتعظيم أداء المواد
حتى أغلى مادة الفوهة ستؤدي أداء أقل إذا أدخل التركيب مكثفات إجهاد أو تلوث. هذه الممارسات المثبتة في الميدان تزيد عمر الفوهة بنسبة 30–40٪:
اختيار مادة العزل الصحيحة للخيوط:
- استخدام شريط PTFE (3–4 لفات) لفوهات 316L وHastelloy الملولبة
- بالنسبة لفوهات السيراميك والكربيد، استخدم معجون مضاد للقبض عالي الحرارة (يعتمد على النيكل أو النحاس) لمنع التآزر أثناء الإزالة
- لا تستخدم أبدا مخدرات الأنابيب التي تحتوي على الزنك أو الرصاص—فهذه تسرع التآكل الجلفاني
مواصفات عزم الدوران:
فوهات السيراميك والكربيد هشة وتتشقق تحت عزم الدوران الزائد. القيم الموصى بها:
- 1/8" NPT: 4–6 نيوتن متر (35–50 رطل·بوصة)
- 1/4" NPT: 8–12 نيوتن متر (70–105 رطل·بوصة)
- 1/2" NPT: 18–24 نيوتن·متر (160–210 رطل-بوصة)
العزم الزائد بنسبة 30٪ فقط يمكن أن يسبب تشققات دقيقة تنتشر تحت الدورة الحرارية، مما يسبب الفشل خلال أسابيع.
قبل التدفق:
قبل تركيب فوهات جديدة، قم بغسل رؤوس الإمداد لمدة 5–10 دقائق عند ضغط التشغيل الكامل لإزالة خبث اللحام، ورقائق الخيوط، والتغطية. لقد وثقنا عشرات الحالات التي علقت فيها حطام التركيب في فوهات الكربيد الجديدة، مما تسبب في انسداد وتشقق فوري في الفتحات عندما حاول المشغلون إزالة الانسدادات بضغط عال.
حجم شبكة المصفاة:
تركيب مصفاتي بحجم 100 شبكة (150 ميكرون) أعلى النفاذات السيراميكية والكربيدية. يمكن للجسيمات الأكبر أن تتكسر حواف الفتحات أثناء انتقالات بدء التشغيل. بالنسبة ل316L وHastelloy، فإن 40-mesh (400 ميكرون) كاف.
7.2 معايير الصيانة التنبؤية والاستبدال
مراقبة معدل التدفق:
قم بتركيب عدادات تدفق في مناطق التبريد الحرجة وتتبع تدفق التدفق مقابل الضغط شهريا. عندما يزداد التدفق بنسبة >12٪ عند الضغط الثابت، يكون استبدال الفوهة مبررا اقتصاديا (تكلفة المياه وعدم التماثل في التبريد يفوق تكلفة الاستبدال).
لرأس 16 فوهة يعمل 6,000 ساعة سنويا عند تدفق تصميم 3.2 جيلون في الدقيقة:
- زيادة تدفق بنسبة 12٪ = +0.38 جالون في الدقيقة لكل فوهة = +6.1 جالون في الدقيقة إجمالا
- المياه الزائدة السنوية = 6.1 جالون في الدقيقة × 60 دقيقة/ساعة × 6,000 ساعة ≈ 2.19 مليون جالون
- عند 0.08 دولار لكل 1,000 جالون: النفايات السنوية = 175 دولارا
إذا كان تكلفة استبدال الفوهة 90 دولارا (مادة + عمل لكل فوهة)، يحدث الانقطاع عند زيادة تدفق تقارب 10٪ لمعظم التركيبات.
فترات الفحص البصري:
- 316L وHastelloy: كل 6 أشهر (ابحث عن حفر أو تمديد فتحة أو تآكل الخيوط)
- السيراميك والكربيد: كل 12 شهرا (تحقق من وجود شقوق أو تشققات أو تغير لون يشير إلى تلف حراري)
استراتيجية قطع الغيار:
حافظ على مخزون فائض بنسبة 25٪ لفوهات السيراميك والكربيد بسبب أوقات التسليم الأطول (4–8 أسابيع مقابل أسبوع إلى أسبوعين للفوهات المعدنية). بالنسبة لمناطق التبريد الحرجة، احتفظ بمجموعة رأس كاملة واحدة في المخزون لتمكين التبديل السريع أثناء الانقطاعات غير المخططة.
7.3 استكشاف الأعطال الشائعة المتعلقة بالمواد
| الأعراض | السبب المحتمل | الحل |
|---|---|---|
| الحفر السريعة (خلال 3–6 أشهر) | مقاومة التآكل غير كافية لدرجة الحموضة الفعلية | قس الرقم الهيدروجيني الفعلي عند موقع الفوهة (وليس فقط مياه التوريد)—يمكن أن تنخفض المناطق الراكدة إلى درجة حموضة 3–4. ترقية المواد. |
| إدخال سيراميك متشقق | العزم الزائد أو الصدمة الحرارية | تحقق من إجراءات عزم الدوران؛ إذا تعرضت لصدمة حرارية، انتقل إلى Hastelloy أو قلل من فرق درجة الحرارة عند الرش |
| معدل التدفق يزداد فقط في بعض الفوهات | توزيع الكاشط غير المتساوي | تحقق من أنابيب الرأس بحثا عن التآكل الناتج عن اضطرابات محلية؛ إعادة تصميم الحواجز الداخلية أو ترقية تلك الفوهات إلى الكاربيد |
| انسداد الفتحة | شبكة مصفاة كبيرة الحجم أو هطول الملح | تقليل حجم شبكة المصفاة إلى 150 ميكرون؛ تحقق من وجود ترسيب الكالسيوم/الحديد أو ملح الحديد—قد تحتاج إلى تعديل معالجة المياه |
| تشوه الخيط أثناء الإزالة | تلامس معدني مختلف أو بدون مضاد للقبض | استخدم دائما نظام منع القبض على الخيوط؛ فكر في التحول إلى خيوط من نفس المادة (مثل فوهة 316L في مشعب 316L) |
{kind=link}
8. الأسئلة الشائعة
Q1: هل يمكنني خلط مواد فوهة مختلفة على نفس رأس التبريد؟
ج: نعم، لكن بحذر. خلط المواد شائع عندما تستهدف مشاريع التحديث المناطق الأكثر تدهورا فقط. تأكد من عدم وجود اتصال مباشر بين المعدن والمعدن بين المواد المختلفة (مثل فوهة هاستيلوي في مشعب الفولاذ الكربوني)—فهذا يخلق خلايا جلفانية تسرع التآكل. استخدم غسالات عزل أو غط خيوط مشعبة بالإيبوكسي. تحقق أيضا من أن جميع الفوهات لها نفس معامل التدفق عند ضغط التشغيل؛ وإلا، ستخلق اختلالات في التدفق.
Q2: كيف أعرف إذا كانت بيئتي "شديدة الكاشط" بدون اختبار مختبري؟
ج: اختبار ميداني عملي: تركيب فوهة سيراميك واحدة وفوهة 316 لتر جنبا إلى جنب في نفس الرأس. بعد 3 أشهر، قس تغير قطر الفتحة باستخدام عدادات الدبابيس. إذا أظهر 316L تكبيرا بنسبة >4٪ بينما يظهر السيراميك <1.5٪، فإن محتوى الكاشط مرتفع بما يكفي لتبرير وجود السيراميك/الكربيد في جميع أنحاء النظام. إذا تحلل كلاهما بشكل متشابه، يسود التآكل الحمضي وقد يكون Hastelloy أكثر توفيرا من حيث التكلفة.
Q3: هل تتطلب فوهات السيراميك إجراءات تنظيف خاصة؟
ج: نعم—لا تستخدم أبدا فرش معدنية أو مكاشط على فتحات السيراميك؛ وهذا يسبب رقائق مجهرية تتحول إلى مواقع لبدء الشقوق. استخدم التنظيف بالموجات فوق الصوتية (40 كيلوهرتز، 10–15 دقيقة في محلول حمض الستريك 5٪) أو فرش نايلون ناعمة. لترسبات القشور العنيدة، انقع في حمض الفوسفوريك بنسبة 10٪ لمدة 30 دقيقة، ثم اشطفها جيدا.
Q4: ما هو حد درجة الحرارة لفوهات البوليمر مثل PVDF أو PEEK؟
ج: يتم تصنيف PVDF إلى 135°C وPEEK إلى 250°C، لكن هذه الحدود تفترض عدم وجود إجهاد ميكانيكي. في تطبيقات تبريد مصانع الصلب حيث تلامس الرش الأسطح عند 600–900°C، غالبا ما تتجاوز الحرارة الإشعاعية المنعكسة حدود البوليمر حتى لو كانت مياه الرش فقط 40°C. لا نوصي باستخدام فوهات بوليمر لأي تطبيق تبريد فولاذي مباشر. وهي مناسبة فقط لمناطق ما قبل التبريد حيث تكون درجة حرارة الفولاذ أقل من 250°م وتتجاوز مسافة التوقف 500 مم.
Q5: كيف يؤثر عسابة الماء على اختيار المواد؟
ج: الماء العسر (>200 جزء في المليون CaCO₃) يسرع انسداد الفتحة من خلال تكون قشور الكالسيوم، خاصة عندما يكون الرقم الهيدروجيني > 7 ودرجة حرارة الماء > 60°C. وهذا يؤثر على جميع المواد بشكل متساو. الحل هو معالجة المياه (تليين أو حقن بولي فوسفات)، وليس ترقية المادة. ومع ذلك، إذا لم تستطع معالجة الماء، حدد فوهات ذات فتحات أكبر (≥2.0 مم) وقبل معدلات تدفق أعلى—فالفتحات الأكبر تسد بشكل أقل.
سؤال 6: هل يمكنني إصلاح فوهات السيراميك أو الكربيد المتآكلة؟
ج: لا—التآكل والتآكل يزيلان المواد بشكل دائم. لا يمكن عكس تلف الفتحة. تجنب "الحلول الطارئة" مثل حفر فتحات مسدودة لاستعادة التدفق؛ هذا يدمر نمط الرش وعادة ما يتسبب في تشقق السيراميك. الإصلاح الاقتصادي الوحيد هو استبدال الإدخال الكامل للفوهات ذات الإدخالات القابلة للإزالة (وهو شائع في تصاميم الفتحات الكبيرة).
Q7: ما زاوية الرش التي يجب أن أحددها للفوهات المقاومة للأحماض؟
ج: اختيار زاوية الرش يعتمد على هندسة التغطية، وليس على المادة. ومع ذلك، فإن زوايا الرش الأعرض (>80°) تسبب سرعة تآكل حافة الفتحة أعلى قليلا في البيئات الكاشطة. إذا كنت تعمل على حافة قدرة المواد (مثل دفع 316 لتر إلى ظروف حدية)، فكر في تقليل زاوية الرش من 80° إلى 65° وإضافة المزيد من الفوهات—هذا يقلل من إجهاد كل فوهة ويمكن أن يطيل العمر بنسبة 20–30٪.
Q8: كم من الوقت يمكنني توقع عائد استثمار من الترقية إلى المواد الفاخرة؟
ج: بناء على نموذج TCO لدينا (القسم 5)، يحدث عادة العائد خلال 4–6 أشهر للعمليات المستمرة ذات تكاليف توقف مرتفعة. بالنسبة للعمليات الدفعية ذات نوافذ الصيانة المخططة، يمتد الاسترجاع إلى 10–14 شهرا لأن تكاليف التوقف غير المخطط لها أقل. الدافع الرئيسي ليس تكلفة المواد بل تجنب التوقف — إذا تجاوزت خسارة الإنتاج 800 دولار في الساعة، فإن المواد الممتازة غالبا ما تسدد التعويض خلال 6 أشهر.
9. الخاتمة
اختيار المواد لفوهات التبريد في إنتاج الفولاذ المقاوم للصدأ ليس قرارا واحدا يناسب الجميع. ينبع الخيار الأمثل من تقييم منهجي لتفاعل الرقم الهيدروجيني ودرجة الحرارة والمحتوى الكاشط وضغط التشغيل والقيود الاقتصادية.