





دليل اختيار فوهة التبريد الثانوية للصب المستمر: تحسين جودة الفولاذ وكفاءة الإنتاج
يمثل التبريد الثانوي في الصب المستمر واحدة من أهم المراحل في إنتاج الصلب. الفوهات التي تختارها تؤثر بشكل مباشر على معدلات التجمد، وتوزيع الإجهاد الحراري، وفي النهاية، جودة منتجك النهائي. يستعرض هذا الدليل الشامل الاعتبارات الاستراتيجية لتحسين اختيار الفوهة في منطقة التبريد الثانوية.
جدول المحتويات
- [فهم أساسيات منطقة التبريد الثانوية](#1-فهم أساسيات منطقة التبريد الثانوي)
- أنواع فوهات المفاتيح وتطبيقاتها
- [معايير الاختيار الحرجة لتحقيق الأداء الأمثل](#3-معايير الاختيار الحرجة للأداء-الأمثل)
- [فوهات الهواء مقابل الفوهات الهيدروليكية: مقارنة الأداء] (#4 مقارنة أداء ضباب الهواء مقابل الفوهات الهيدروليكية)
- [تحسين انتقال الحرارة والتحكم في نمط الرش] (#5-تحسين نقل الحرارة والتحكم في نمط الرش)
- [عيوب الجودة الشائعة واستراتيجيات الوقاية](#6-عيوب الجودة الشائعة واستراتيجيات الوقاية)
- [أحدث اتجاهات وتقنيات الصناعة (2025-2026)] (#7-آخر-الصناعة-اتجاهات وتقنيات-2025-2026)
- [إرشادات التنفيذ العملية](#8-إرشادات التنفيذ العملي)
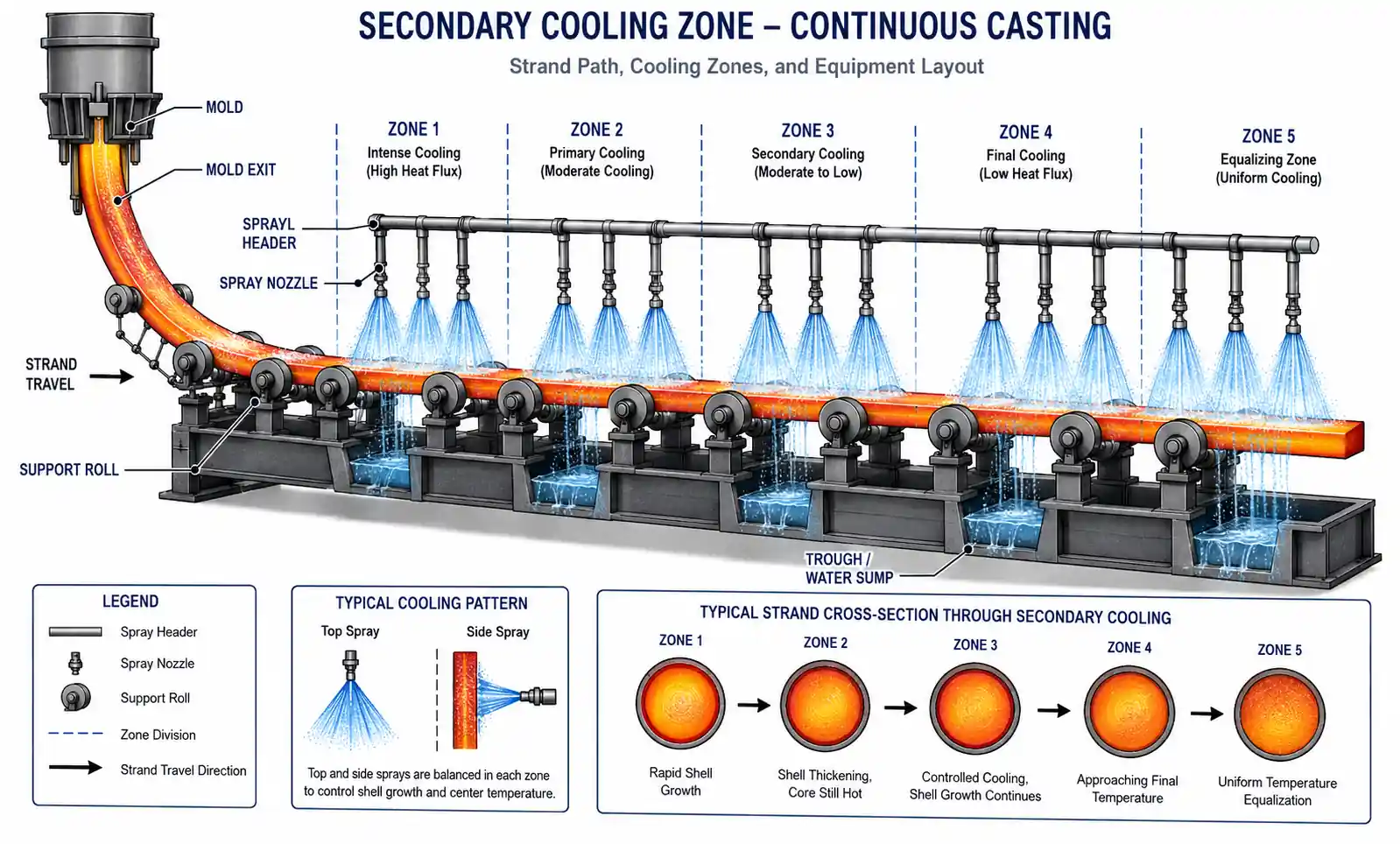
1. فهم أساسيات منطقة التبريد الثانوية
تبدأ منطقة التبريد الثانوية مباشرة بعد القالب وتستمر حتى يتصلب الخيط الفولاذي بالكامل. خلال هذه المرحلة، يقوم تطبيق رش الماء المتحكم به بإزالة الحرارة من سطح الخيط مع الحفاظ على توازن بين شدة التبريد وإدارة الإجهاد الداخلي.
{kind=link}
على عكس التبريد الأولي في القالب، يوفر التبريد الثانوي مرونة في التحكم في معدل التبريد عبر مناطق متعددة. تؤثر استراتيجية التبريد بشكل مباشر على البنية المعدنية وجودة السطح والمتانة الداخلية. عادة ما تستخدم عمليات الصب المستمر الحديثة من 8 إلى 15 منطقة تبريد، كل منها بمعدلات تدفق مياه قابلة للتعديل بشكل مستقل.
التحدي الأساسي يكمن في تحقيق استخراج حراري موحد دون خلق تدرجات حرارية تسبب التشقق. معدلات التبريد المفرطة يمكن أن تسبب تأثيرات إعادة تسخين السطح وتشويه قشرة التصلب، بينما يؤدي التبريد غير الكافي إلى إطالة الطول المعدني وزيادة خطر العيوب الداخلية. تظهر أبحاث حديثة من سبرينغر أن التحسين الحاسوبي لمعلمات الفوهة يحسن بشكل كبير من تجانس درجة الحرارة في صب الألواح فائقة السماكة.
مؤشرات الأداء الرئيسية:
- توحيد تدفق الحرارة عبر عرض الخيط
- اتساق توزيع المياه
- قابلية التحكم في معدل التبريد (نسبة التبديل)
- كفاءة الطاقة لكل طن من الصلب المنتج
2. أنواع الفوهات الرئيسية وتطبيقاتها
تستخدم أنظمة التبريد الثانوية الحديثة عدة تقنيات فوهة مميزة، كل منها محسن لظروف الصب ومتطلبات المنتج المحددة.
فوهات هيدروليكية كاملة المخروطية
تظل فوهات المخروط الكاملة الحصان الرئيسي لعمليات الصب المستمر بسبب متانتها وأدائها المتسق. تولد هذه الفوهات ذات السائل الواحد نمط رش دائري مع توزيع قطرات منتظم نسبيا. تتفوق في التطبيقات التي تتطلب أنظمة تحكم بسيطة وصيانة قليلة.
المزايا:
- انخفاض تكلفة رأس المال الأولية
- تقليل استهلاك الطاقة (لا حاجة للهواء المضغوط)
- تشغيل موثوق مع أقل انسداد
- التحكم البسيط في معدل التدفق
القيود:
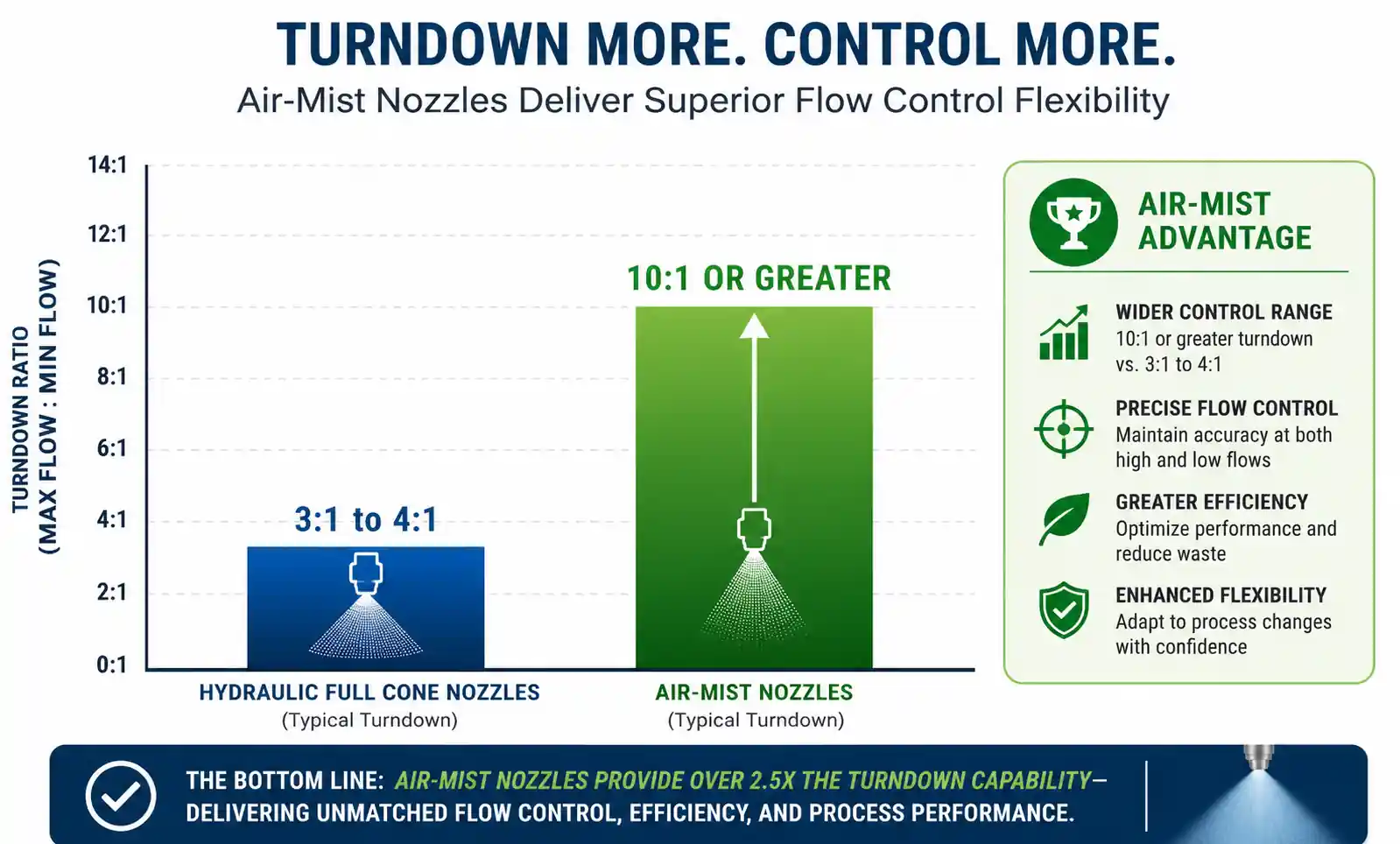
- نسبة تسليم ضيقة (عادة 3:1 إلى 4:1)
- قدرة محدودة على تعديل نمط الرش
- توزيع حجم القطرات الخشن
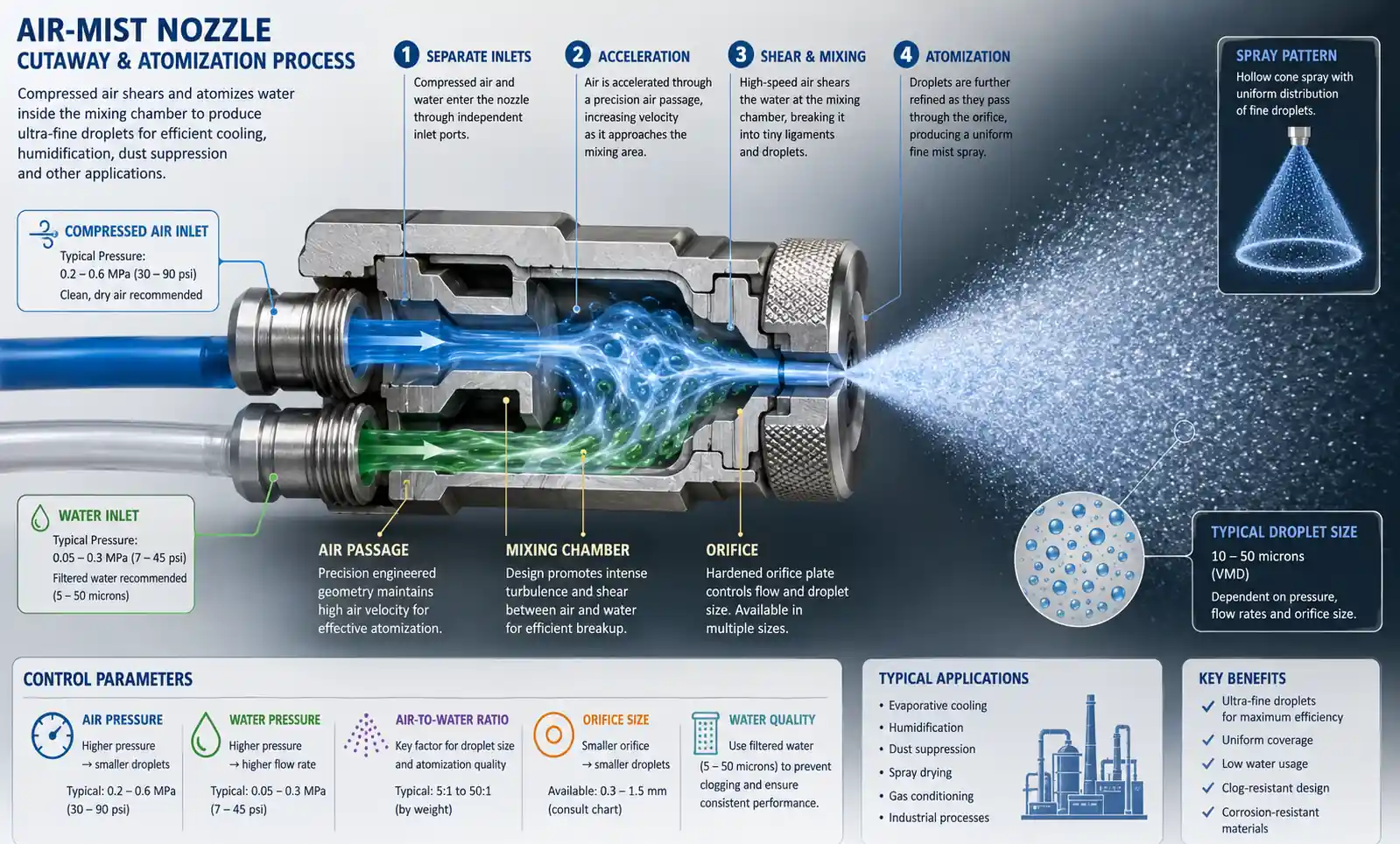
فوهات ضباب الهواء
أصبحت تقنية الضباب الهوائي الخيار المفضل لعمليات الصب الحديثة. تجمع هذه الفوهات بين الهواء المضغوط والماء لتكوين قطرات أدق وأنماط رش أكثر تجانسا. تبلغ شركة ليشلر الولايات المتحدة الأمريكية عن تحسينات كبيرة في كفاءة الطاقة عندما يتم تحسين أنظمة الرذاذ الهوائي بشكل صحيح.
{kind=link}
مزايا الأداء:
- نسبة الانعطاف الواسعة (10:1 أو أكثر)
- معاملات انتقال الحرارة المتفوقة
- التذرية الدقيقة للتبريد الموحد
- التحكم المستقل في تدفق الهواء والماء
الاعتبارات التشغيلية:
- تكاليف تشغيل أعلى بسبب استهلاك الهواء المضغوط
- أنظمة تحكم أكثر تعقيدا مطلوبة
- زيادة متطلبات الصيانة
تصاميم الفوهة المتخصصة
فوهات HHX FullJet: تم تطويرها خصيصا لصب القضبان، وتوفر هذه الفوهات توزيع وتغطية رش أفضل مقارنة بالتصاميم التقليدية. تقلل من مشاكل تداخل الرش وتقلل من استهلاك الماء مع الحفاظ على فعالية التبريد.
فوهات نفاثة مسطحة: تستخدم في تطبيقات محددة تتطلب تبريدا اتجاها، خاصة في مناطق التبريد على الحواف حيث يمنع وضع الرش الدقيق تشقق الزوايا.
3. معايير الاختيار الحرجة لتحقيق الأداء الأمثل
يتطلب اختيار الفوهة الناجح تقييما دقيقا لعدة معلمات مترابطة. وفقا لشركة أنظمة الرش، تشكل العوامل التالية أساس استراتيجية الاختيار:
نسبة تدوير المياه
تحدد نسبة التدوير النطاق بين معدلات تدفق المياه القصوى والأدنى القابلة للتحكم مع الحفاظ على خصائص الرش المقبولة. يتطلب إنتاج الصلب الحديث مرونة لاستيعاب درجات مختلفة، وسرعات صب، وأبعاد المنتج. عادة ما تحقق أنظمة الضباب الهوائي نسب انقطاع 10:1، بينما تقتصر الفوهات الهيدروليكية على 3:1 أو 4:1.
{kind=link}
زاوية الرش والنمط
تحدد دراسات تحسين حديثة نشرت في Springer زوايا رش مثالية بين 88-99 درجة لمعظم تطبيقات صب البلاط. زاوية الرش تؤثر مباشرة على:
- مساحة التغطية لكل فوهة
- خصائص التداخل بين الفوهات المتجاورة
- توزيع معاملات انتقال الحرارة
- كفاءة استهلاك المياه
معدل تدفق الماء يؤثر بشكل كبير على هندسة زاوية الرش. عند 1.58 لتر/دقيقة، تقيس زوايا الرش حوالي 88.84°، وتزداد إلى 98.58° عند 4.14 لتر/دقيقة. يجب أخذ هذه العلاقة في الاعتبار في تصميم نظام التحكم.
تخطيط الفوهة وموقعها
يتطلب الأداء الأمثل تحديد موضع الفوهة بدقة بالنسبة لسطح الخيط. تشير التحليلات الحاسوبية إلى أن مسافة الفوهة 380 مم مع ارتفاع رش 663.5 مم تنتج تجانسا أعلى في درجات الحرارة في تطبيقات الألواح السميكة. ومع ذلك، تتطلب هذه المعايير تعديلا بناء على هندسة آلة الصب وأبعاد المنتج.
اعتبارات التصميم:
- ميل الفوهة (التباعد بين الفوهات المجاورة)
- ارتفاع الرش فوق سطح الخيط
- إدارة مناطق التداخل
- مسافات فصل المناطق
نطاق التشغيل بالضغط
يجب أن تتوافق نطاقات ضغط الهواء والماء مع متطلبات تشغيل الصب. عادة ما يتراوح ضغط الهواء بين 0.5 إلى 3.0 بار، بينما يتراوح ضغط الماء من 2.0 إلى 6.0 بار حسب تصميم الفوهة. يجب على نظام التحكم الحفاظ على ضغط مستقر عبر كامل غلاف التشغيل لضمان خصائص رش متسقة.
4. فوهات الضباب الهوائي مقابل الفوهات الهيدروليكية: مقارنة الأداء
يمثل الاختيار بين أنظمة الرذاذ الهوائي وأنظمة الفوهة الهيدروليكية قرارا استراتيجيا أساسيا يؤثر على التكاليف التشغيلية طويلة الأمد وقدرات جودة المنتج.
! مقارنة نوع الفوهة جنبا إلى جنب
{kind=link}
أداء نقل الحرارة
تظهر الدراسات الحاسوبية أن فوهات الرذاذ الهوائي تولد معاملات نقل حرارة متفوقة بسبب تذرية القطرات الدقيقة وخصائص الترطيب السطحي المحسنة. ينتج تيار الهواء المضغوط قطرات أصغر ذات نسب مساحة سطح إلى حجم أعلى، مما يعزز كفاءة استخراج الحرارة بنسبة 15-25٪ مقارنة بالفوهات الهيدروليكية عند معدلات تدفق مياه متكافئة أيضا.
مرونة التحكم
توفر الفوهات الهيدروليكية تحكما أحادية المعامل من خلال ضبط معدل تدفق المياه. توفر أنظمة الضباب الهوائي تحكما متعدد المعلمات بما في ذلك:
- معدل تدفق المياه
- معدل تدفق الهواء
- ضغط الهواء
- نسبة الهواء إلى الماء
تتيح هذه المرونة الإضافية في التحكم التكيف بدقة مع ظروف الصب المختلفة، ودرجات الفولاذ، ومتطلبات الجودة. يمكن للمشغلين ضبط شدة التبريد وخصائص نمط الرش بشكل مستقل دون تغيير الفوهات.
التحليل الاقتصادي
بينما توفر أنظمة الرذاذ الهوائي أداء متفوقا، فإن استهلاك الهواء المضغوط يخلق تكاليف طاقة كبيرة. تستهلك آلة القالب اللوحية النموذجية من 15,000 إلى 25,000 متر مكعب/ساعة من الهواء المضغوط للتبريد الثانوي. عند أسعار الكهرباء الصناعية، يمثل هذا نفقات تشغيل كبيرة. ومع ذلك، غالبا ما تبرر جودة المنتج المحسنة وانخفاض أسعار الخردة الاستثمار الإضافي في الطاقة.
عوامل مقارنة التكاليف:
- استثمار في المعدات الرأسمالية
- توليد وتوزيع الهواء المضغوط
- متطلبات الصيانة وقطع الغيار
- استهلاك المياه
- تحسينات جودة المنتج وتقليل الخردة
وفقا لمصادر الصناعة، يعتمد القرار في النهاية على أولويات الإنتاج—أنظمة هيدروليكية للعمليات الحساسة للتكلفة مع متطلبات جودة أقل تطلبا، وأنظمة الضباب الهوائي للمنتجات الفاخرة التي تتطلب تحكما حراريا دقيقا.
5. تحسين نقل الحرارة والتحكم في نمط الرش
يتطلب تحقيق نقل الحرارة الأمثل فهم التفاعل المعقد بين خصائص الرش، وظروف السطح، والظواهر المعدنية.
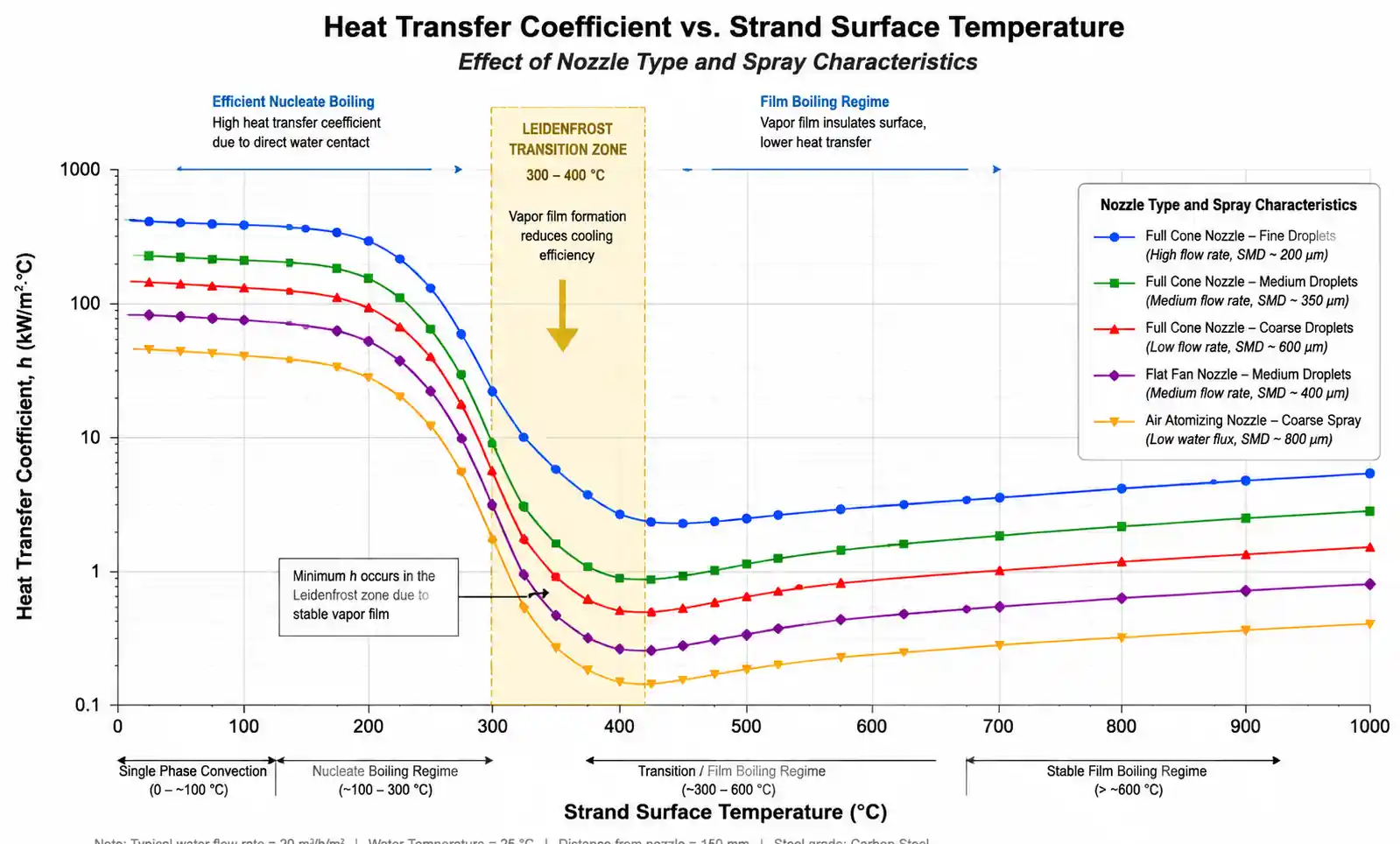
تأثير لايدنفروست
عندما تلمس قطرات الماء الأسطح فوق حوالي 300-400°C، تتكون طبقة بخار بين القطرة والسطح، مما يقلل بشكل كبير من كفاءة نقل الحرارة. يجب أن تأخذ الأبحاث المنشورة حول هذا التصميم تأثيرات درجة حرارة لايدنفروست في الاعتبار للحفاظ على فعالية التبريد طوال منطقة التبريد الثانوية.
! تأثير لايدنفروست-انتقال حرارة
{kind=link}
تتغلب القطرات الدقيقة من فوهات ضباب الهواء جزئيا على قيود لايدنفروست من خلال سرعات تصادم أعلى واختراق أفضل للأسطح. وهذا يفسر لماذا يحقق التبريد بالرذاذ الهوائي معاملات نقل حرارة أكثر اتساقا عبر درجات حرارة سطح الخيوط المتغيرة.
إدارة تداخل الرذاذ
المنطقة التي تتداخل فيها أنماط الرش المجاورة تظهر خصائص انتقال حرارة مختلفة عن مناطق الرش الفردي. يظل التقييم الدقيق لمعاملات نقل الحرارة في المناطق المتداخلة أمرا حيويا لدقة النماذج الحرارية وتحسين استراتيجيات التبريد. يؤكد بحث MDPI حول خوارزميات التحسين على أهمية إدارة مناطق التداخل في منع عدم تجانس درجات الحرارة.
توحيد توزيع المياه
تنتج فوهات النفاثة المخروطية الكاملة عموما توزيع تدفق حرارة أكثر انتظاما مقارنة بتصاميم النفاثات المسطحة، مما يقلل من تغيرات درجة حرارة السطح ويحسن جودة المنتج. ومع ذلك، يتطلب تحقيق توحيد الأهداف ما يلي:
- اختيار الفوهة بشكل صحيح لظروف التشغيل
- جداول الفحص والاستبدال الدورية
- أنظمة التحكم في التدفق المعايرة
- التحقق من صحة النمذجة الحاسوبية
استراتيجيات التحكم الديناميكي
تستخدم عمليات الصب الحديثة ضبط معلمات التبريد في الوقت الحقيقي بناء على:
- تغيرات سرعة الصب
- الخصائص الحرارية من مستوى الفولاذ
- تغيرات أبعاد المنتج
- تقلبات مستوى العفن
- قياسات درجة حرارة سطح الخيوط
تقوم خوارزميات التحكم المتقدمة بتحسين توزيع تدفق المياه عبر مناطق التبريد باستمرار للحفاظ على منحنيات التبريد المستهدفة وتقليل تراكم الإجهاد الحراري.
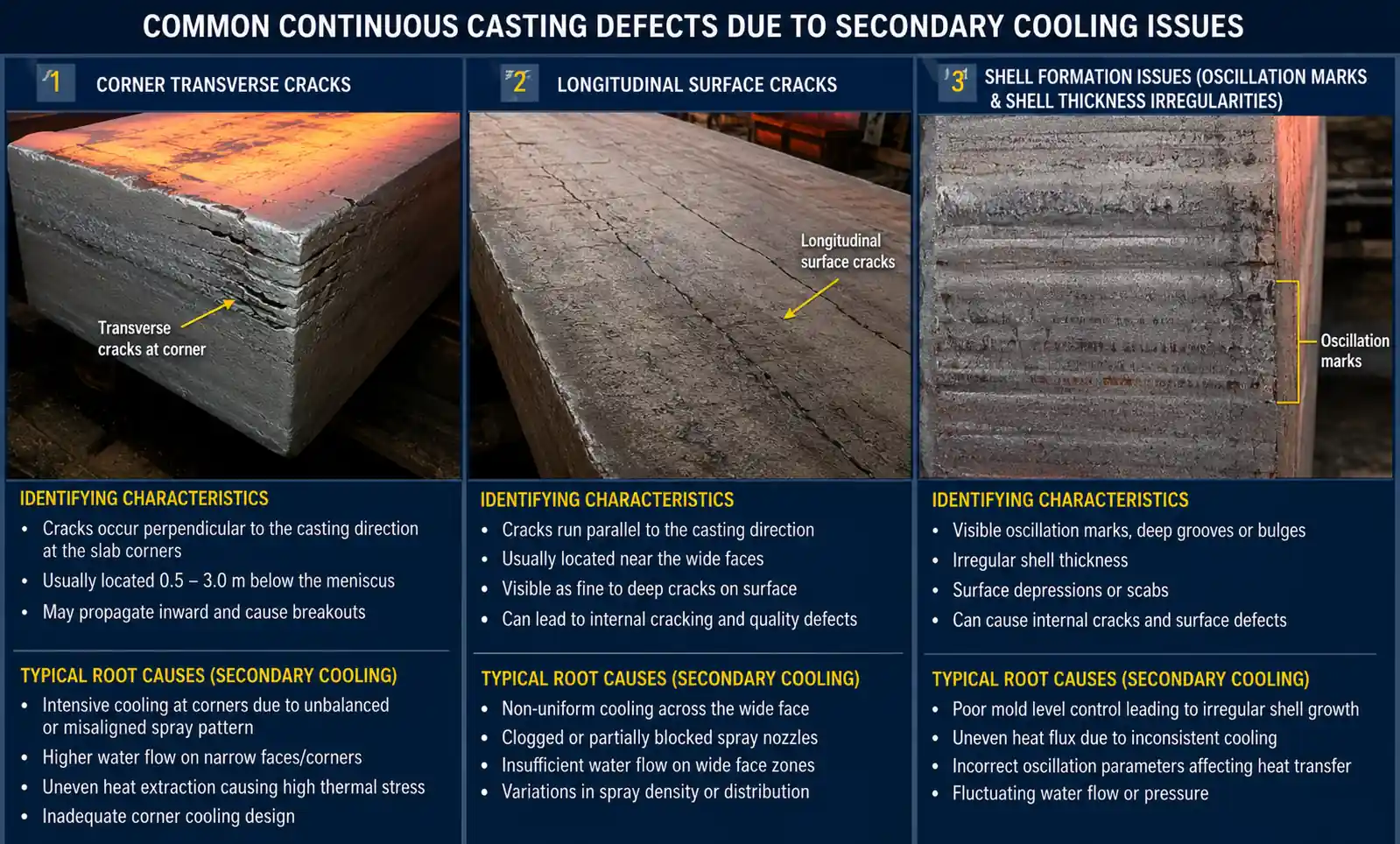
6. عيوب الجودة الشائعة واستراتيجيات الوقاية
التبريد الثانوي غير السليم يسبب أو يساهم مباشرة في العديد من عيوب جودة الفولاذ. فهم هذه الآليات الفاشلة يوجه اختيار الفوهة الفعال وتطوير استراتيجيات التبريد.
شقوق عرضية
يعاني إنتاج الألواح العريضة بشكل خاص من تشققات عرضية في الزوايا ناتجة عن توزيع درجات الحرارة غير الموحد. تظهر الدراسات البحثية أن تحسين ترتيب فوهة التبريد الثانوية وتوزيع المياه يقلل بشكل كبير من حدوث التشققات العرضية.
! عيوب في جودة الألواح الفولاذية
{kind=link}
استراتيجيات الوقاية:
- تبريد زوايا محسن مع فوهات مخصصة
- توزيع متوازن للمياه عبر عرض الخيوط
- انتقالات معدل التبريد المتحكم بها بين المناطق
- تحسين نمط الرش من خلال النمذجة الحاسوبية
دموع ساخنة وشقوق طولية
تخلق شدة التبريد المفرطة تدرجات حرارة كبيرة بين سطح الخيط وداخله، مما يولد إجهادات حرارية للشد عند جبهة التصلب. عندما تتجاوز هذه الإجهادات قوة المادة، تبدأ التمزقات الساخنة وتنتشر.
تحافظ استراتيجية التبريد المثلى على معدلات تبريد معتدلة توازن بين متطلبات الإنتاجية وتراكم الإجهاد الحراري. تتفوق فوهات الضباب الهوائي في هذا التطبيق بفضل نسبة الانعطاف الواسعة وقدرتها على التحكم بدقة.
مشاكل تكوين القذائف
تكشف الدراسات الحديثة المنشورة في MDPI أن انسداد فوهة الرش يقلل من فعالية التبريد بنسبة 30-50٪، مما يخلق بقعا ساخنة محلية وترقق القشرة. جداول الصيانة الدورية وأنظمة ترشيح المياه تقلل من حوادث الانسداد.
إجراءات الوقاية من الانسداد:
- ترشيح المياه المناسب (موصى به بمقدار 100 ميكرون أو أدنى)
- فحص ودورات تنظيف الفوهة بانتظام
- أنظمة مراقبة التدفق لاكتشاف الانسدادات
- جداول الاستبدال الوقائية
عيوب جودة السطح
غالبا ما ترتبط علامات التذبذب، واحتجاز الخبث، وتشققات السطح باضطرابات تبريد ثانوية. الحفاظ على أنماط رش مستقرة وموحدة عبر عرض الخيط بأكمله يضمن تبريد السطح المتسق ويقلل من تكوين العيوب.
7. أحدث اتجاهات وتقنيات الصناعة (2025-2026)
تواصل صناعة الصب المستمر تطوير تكنولوجيا الفوهة واستراتيجيات التحكم لتلبية متطلبات جودة المنتج وأهداف الاستدامة المتزايدة التطلب.
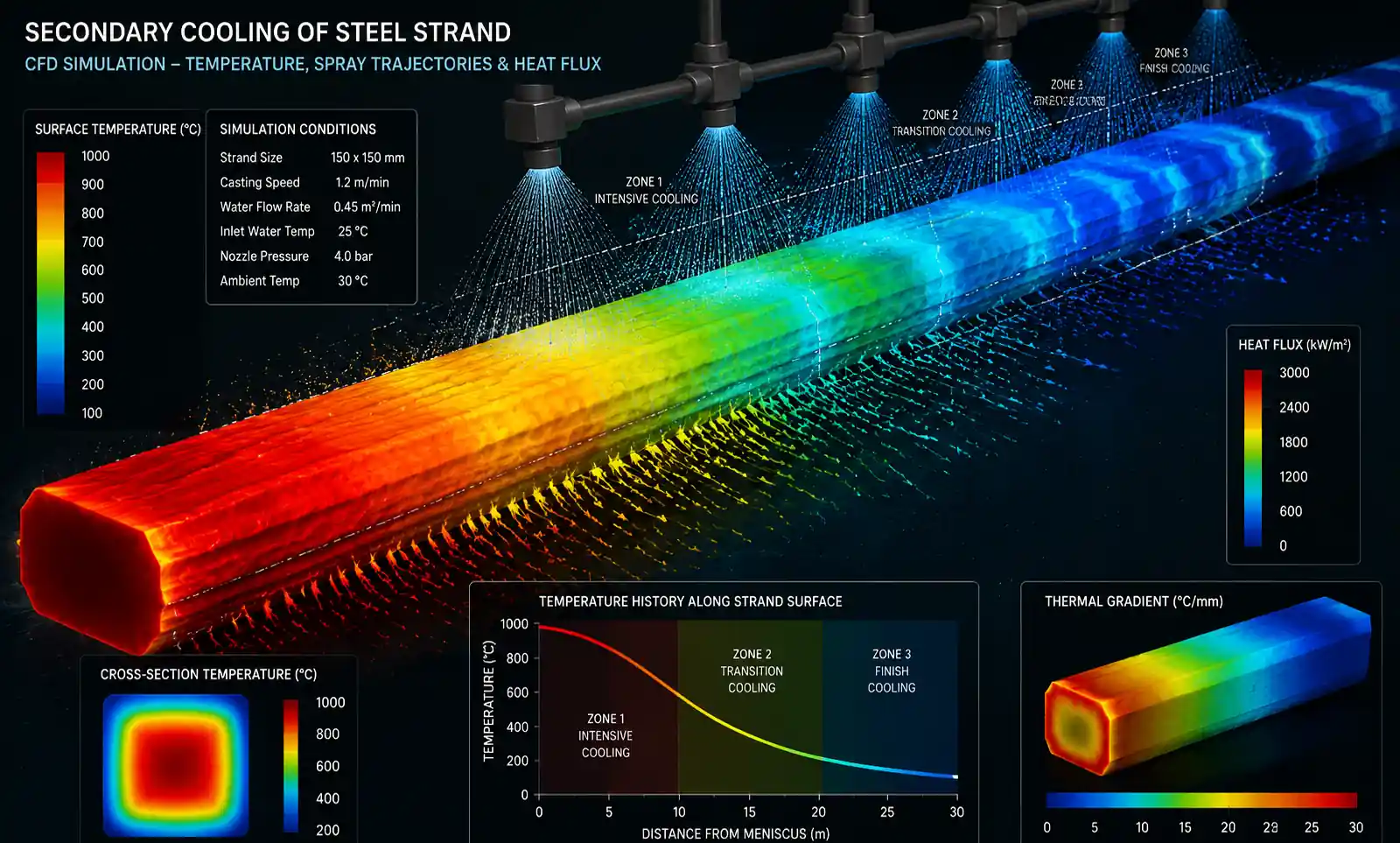
التحسين الحاسوبي
يظهر بحث 2025 نمذجة ديناميكية الموائع الحاسوبية (CFD) المتطورة مع تحليل انتقال الحرارة لتحسين معلمات الفوهة. تمكن هذه الأدوات من اختبار افتراضي لتكوينات الفوهات قبل التنفيذ الفعلي، مما يقلل من وقت التجربة والخطأ في التكليف ويحسن الأداء منذ بدء التشغيل.
{kind=link}
تقوم خوارزميات التعلم الآلي الآن بتحليل بيانات الصب التاريخية للتنبؤ بإعدادات الفوهة المثلى لخلطات المنتجات المحددة وظروف التشغيل. تقوم هذه الأنظمة باستمرار بتحسين استراتيجيات التبريد بناء على نتائج الجودة والقياسات الحرارية.
تركيز كفاءة الطاقة
مع تصاعد ضغوط الاستدامة وتكاليف التشغيل، يركز المصنعون على تصاميم التبريد الثانوي الموفرة للطاقة. تشمل الابتكارات:
- ضواغط هواء متغيرة السرعة متوافقة مع طلب التبريد
- استعادة الحرارة من أنظمة مياه التبريد
- أنماط رش محسنة تقلل من استهلاك المياه بنسبة 20-30٪
- أنظمة الصيانة التنبؤية التي تقلل من وقت التوقف
أنظمة المراقبة المتقدمة
تتضمن التركيبات الحديثة مصفوفات حساسات واسعة توفر تغذية راجعة في الوقت الحقيقي حولى:
- معدلات تدفق الفوهة الفردية
- خصائص نمط الرش
- درجات حرارة سطح الخيوط (القياس الناري)
- درجات حرارة عودة مياه التبريد
- توزيعات ضغط الهواء والماء
تمكن هذه البيانات من أنظمة تحكم مغلقة الحلقة التي تعدل معلمات التبريد تلقائيا، محافظة على الظروف المثلى رغم اختلافات العمليات.
ابتكارات تصميم الفوهات
يواصل المصنعون تحسين هندسة الفوهة الداخلية لتحسين خصائص التذرير، وتقليل معدلات التآكل، وزيادة عمر الخدمة. تعزز المواد والطلاءات الجديدة مقاومة التآكل وتحافظ على اتساق نمط الرش لفترات التشغيل الطويلة.
8. إرشادات التنفيذ العملية
يتطلب اختيار الفوهة الناجح وتحسين التبريد الثانوي نهجا منهجيا يجمع بين التحليل الفني، والخبرة التشغيلية، والتحسين المستمر.
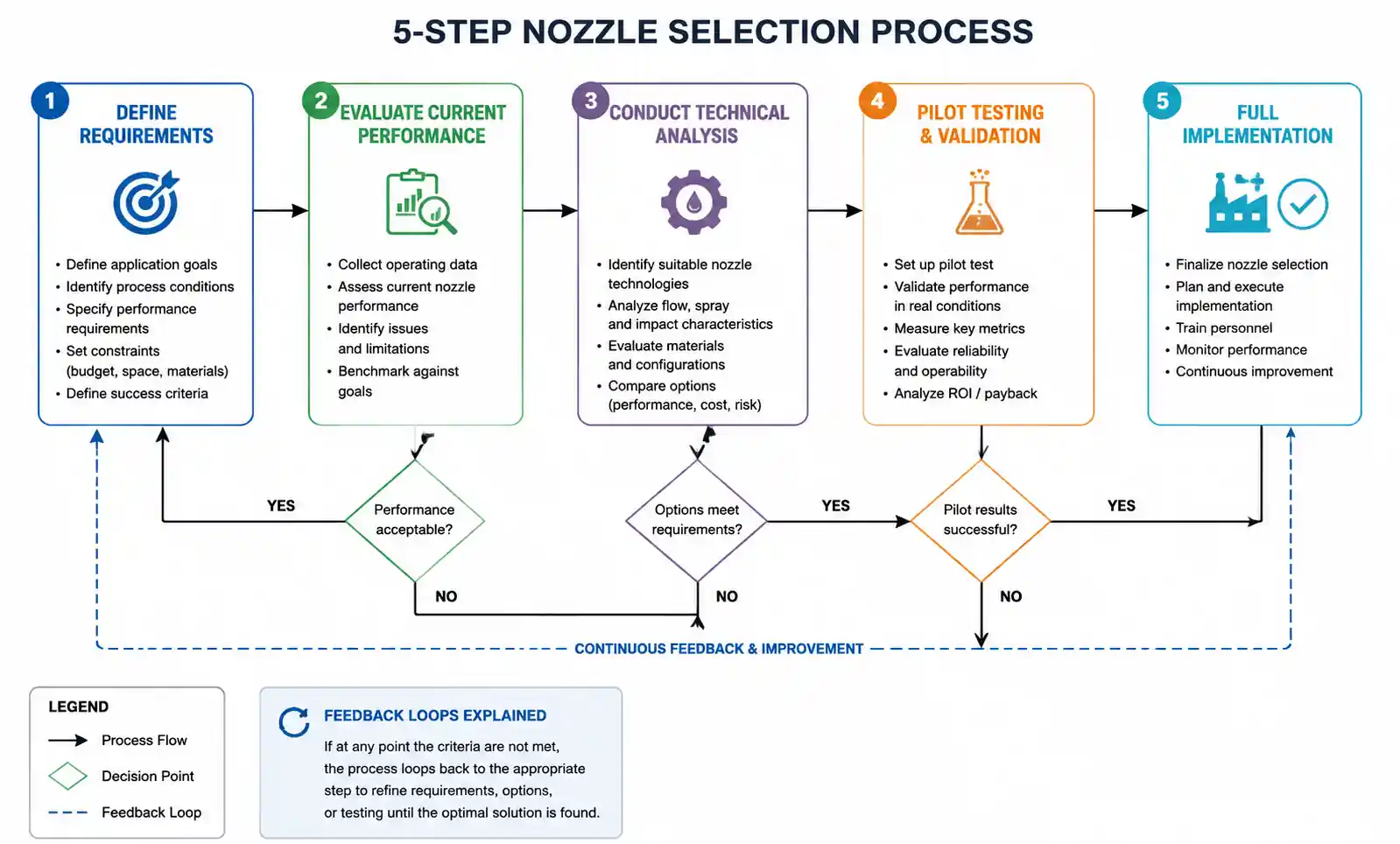
إطار عملية الاختيار
الخطوة 1: تحديد متطلبات التشغيل
- مجموعة المنتجات (الأبعاد، الدرجات، مستويات الجودة)
- ظرف سرعة الإلقاء
- أهداف حجم الإنتاج
- مواصفات الجودة وحدود العيوب
الخطوة 2: تقييم الأداء الحالي
- تحليل عيوب الجودة
- تقييم توحيد التبريد
- مقارنة استهلاك الطاقة
- تتبع تكاليف الصيانة
الخطوة 3: إجراء التحليل الفني
- النمذجة الحاسوبية لتكوينات الفوهة البديلة
- حسابات انتقال الحرارة وتحليل الإجهاد الحراري
- توقعات استهلاك المياه والطاقة
- تقديرات تكاليف رأس المال والتشغيل
{kind=link}
الخطوة 4: اختبار الطيار
- تركيب محدود لأنظمة الفوهة المرشحة
- مراقبة الأداء وجمع البيانات
- تقييم تأثير الجودة
- تكامل تغذية راجعة المشغل
الخطوة 5: التنفيذ الكامل
- الانتشار التدريجي عبر آلات الصب
- برامج تدريب المشغلين
- تحسين نظام التحكم
- المراقبة والتحسين المستمر
أفضل ممارسات الصيانة
يتطلب الأداء المستمر للفوهة برامج صيانة منضبطة:
- يوميا: الفحص البصري لأنماط الرش أثناء الرمي
- أسبوعي: التحقق وتعديل معدل التدفق
- شهري: فحص وتنظيف مفصلة للفوهات
- ربع سنوي: استبدال الفوهة بناء على معايير التآكل
- سنويا: مراجعة كاملة لتدقيق النظام وتحسين
مقاييس مراقبة الأداء
تتبع هذه المؤشرات الرئيسية لضمان الأداء الأمثل المستمر والمستمر:
- مؤشرات جودة المنتج (معدلات الشقوق، درجات جودة السطح)
- استهلاك المياه المحدد (لتر لكل طن من الفولاذ)
- استهلاك الطاقة النوعية (كيلوواط ساعة لكل طن)
- تكرار وتكاليف استبدال الفوهة
- توفر النظام وحوادث التوقف
استكشاف المشاكل الشائعة
المشكلة: تبريد غير منتظم عبر عرض الخيط الحلول: فحص محاذاة الفوهة، التحقق من معدلات التدفق، فحص الفوهات المسدودة، مراجعة حسابات تداخل الرش
المشكلة: استهلاك مفرط للماء الحلول: تحسين تباعد الفوهات، ضبط زوايا الرش، التحقق من إعدادات الضغط، التفكير في تعديل رذاذ الهواء
المشكلة: انسداد متكرر في الفوهة الحلول: تحسين ترشيح المياه، تقليل ضغوط التشغيل، تغيير مواد الفوهة، تنفيذ الاستبدال الوقائي
الخاتمة
يمثل اختيار فوهة التبريد الثانوية الاستراتيجية استثمارا حيويا في جودة الفولاذ، وكفاءة التشغيل، والتنافسية طويلة الأمد. يوفر الانتقال من الفوهات الهيدروليكية التقليدية إلى أنظمة الرذاذ الهوائي المتقدمة مزايا أداء كبيرة، وإن كان ذلك بتكاليف تشغيلية أعلى. يجب على كل عملية صب تقييم المقايضات بناء على متطلبات المنتج المحددة، ومعايير الجودة، والقيود الاقتصادية.
تتيح أحدث الأدوات الحاسوبية وتقنيات المستشعرات واستراتيجيات التحكم دقة غير مسبوقة في إدارة التبريد. يتطلب التنفيذ الناجح نهجا منهجيا يجمع بين التحليل الفني، والانضباط التشغيلي، وثقافة التحسين المستمر.
مع زيادة سرعات الصب وزيادة متطلبات الجودة، تصبح مرونة وكفاءة أنظمة التبريد الثانوية أكثر أمرا حاسما. الاستثمار في تكنولوجيا الفوهة المثلى وأنظمة التحكم يضع منتجي الصلب في موقع لميزة تنافسية مستدامة في الأسواق العالمية المتطلبة.