





دليل اختيار فوهة الرش الصناعية: الأنواع، المواد، والتطبيقات للتنظيف، والتبريد، والطلاء
كيفية الاختيار بين الخلطة الداخلية والخارجية، وحساب متطلبات معدل التبريد، وتجنب تغطية البخار في التبريد الفولاذي السبائكي
الجمهور المستهدف: مهندسو معالجة الحرارة، علماء المعادن، مهندسو العمليات، ومديرو الإنتاج الذين يعملون مع فولاذ 4140، 4340، D2، 5160، 316L، وغيرها من الفولاذ السبائكي الخاص.
دليل الاختيار السريع (قراءة لمدة 30 ثانية)
| متطلبك الأساسي | نوع الفوهة الموصى به | المواصفة الرئيسية للتحقق |
|---|---|---|
| الحد الأدنى لحجم القطرة (10-30 ميكرومتر) | المزج الداخلي | ضغط الهواء ≥60 رطل لكل بوصة مربعة، ماء نظيف (ترشيح <5 ميكرومتر) |
| مياه قاسية / سائل تبريد معاد تدوير | المزيج الخارجي | حجم الفتحة ≥0.080"، استهلاك الهواء 8-15 SCFM |
| أسرع معدل تبريد (>40°C/ثانية) | خلط داخلي، ضغط عالي | الهواء 80-95 رطل لكل بوصة مربعة، الماء 2-5 جالون في الدقيقة، نسبة 15-20:1 |
| أقل تكلفة للهواء المضغوط | مزيج خارجي مع تصميم يوفر الهواء | 8-12 SCFM @ 60 psi لكل فوهة |
| منع تغطية البخار على الفولاذ الساخن (>800°C) | الخلطة الداخلية أو الخارجية عالية السرعة | سرعة القطرات >100 قدم/ثانية |
| ملفات التبريد متعددة المراحل | خلطة داخلية مع هواء/ماء قابل للتعديل | نسبة الرفض ≥20:1 |
غير متأكد؟ انتقل إلى [مصفوفة القرار](مصفوفة #decision أي-فوهة تبخير الهواء مناسبة لك) أو [المعايير الحرجة](#critical-معاملات-اختيار-لمبرد سبائك-الفولاذ).
جدول المحتويات
- [نظرة عامة على فوهات تبخير الهواء للمعالجة الحرارية الفولاذية] (#1-نظرة عامة على فوهات تبخير الهواء لمعالجة الفولاذ بالحرارة)
- [مصفوفة القرار: أي فوهة تبخير الهواء هي الأنسب لك](#2-مصفوفة قرار-أي فوهة-تتذرر-هواء-هي الأنسب-لك)
- [مزيج داخلي مقابل خلط خارجي: مفاضلات مفصلة] (#3 مزيج داخلي مقابل مزيج خارجي مفصل)
- [معايير الاختيار الحرجة لتبريد سبائك الصلب](#4-معايير اختيار حرجة لتبريد سبائك الفولاذ)
- 4.1 حجم القطرات واختراق البطانية البخارية
- 4.2 التحكم في معدل التبريد لإدارة الهياكل الدقيقة
- 4.3 استهلاك الهواء وحساب تكلفة التشغيل
- سير عمل الاختيار: 6 خطوات لتحديد الفوهة الخاصة بك
- [أخطاء الاختيار الشائعة (وكيفية تجنبها)](#6-أخطاء الاختيار الشائعة وكيفية تجنبها)
- [مقارنة تكاليف الصيانة ودورة الحياة] (#7-مقارنة تكلفة الصيانة ودورة الحياة)
- [عندما لا يكون رذاذ التذمر هو الخيار الصحيح](#8 عندما لا يكون رذاذ التذمر هو الخيار الصحيح)
- [الأسئلة المتكررة](#9-الأسئلة المتكررة-المتداولة)
- [قائمة التحقق من المواصفات والخطوات التالية](#10-مواصفة-قائمة التحقق و-الخطوات التالية)
1. فوهات تبخير الهواء لمعالجة الفولاذ بالحرارة: نظرة عامة
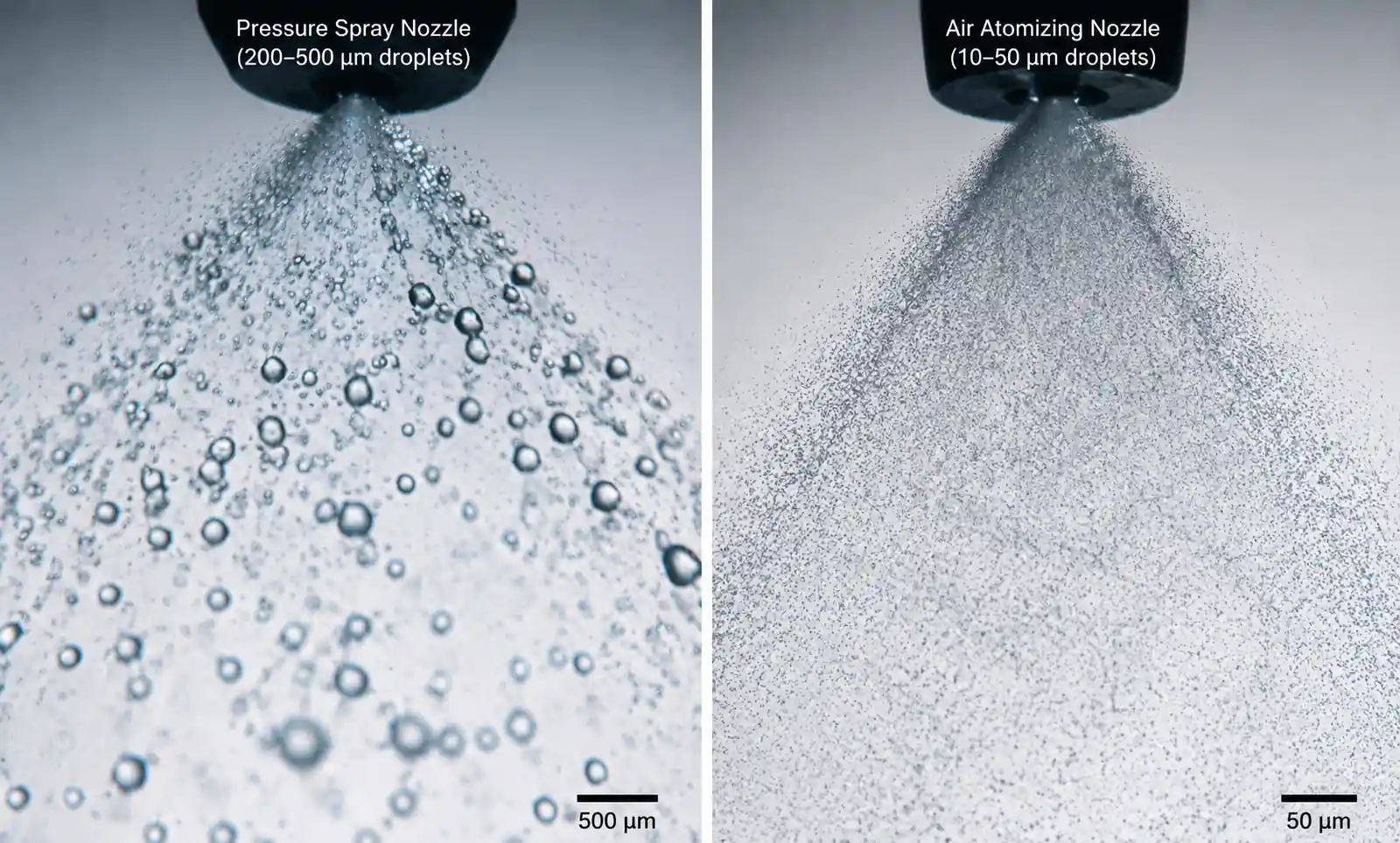
! فوهات مقارنة-بحجم قطرة واحدة تستخدم فوهات التذرية الهوائية (سائلين) الهواء المضغوط لقص الماء السائل إلى قطرات بحجم ميكرون، ثم تسرعها نحو سطح الفولاذ الساخن. مقارنة بالفوهات الهيدروليكية (الضغط فقط)، تقدم ثلاث مزايا حاسمة لتبريد الفولاذ الخاص بسبائك:
{kind=link}
-
اختراق بطانية البخار – عند درجات حرارة الفولاذ فوق نقطة لايدنفروست (≈800°م للماء)، تتكون طبقة بخار مستمرة. القطرات الأكبر من فوهات الضغط ترتد عن هذه الطبقة؛ قطرات دقيقة وعالية السرعة تمر عبر القطرات الذرية، محافظة على اتصال السائل بالمعدن.
-
شدة التبريد القابلة للتحكم – من خلال تغيير ضغط الهواء بشكل مستقل (يؤثر على حجم القطرة وسرعتها) ومعدل تدفق الماء، يمكنك تحقيق معدلات تبريد تتراوح بين 5°C/s إلى أكثر من 50°C/s – وهي ضرورية للتحكم في تحول الطور (كبح المارتنسايت، بينيت، بيرلايت).
-
تبريد سطحي موحد – الرش الدقيق والموزع على نطاق واسع يلغي الفيضانات والجريان، مما يقلل من تغير درجة الحرارة عبر الجزء من >±15°C (فوهات الضغط) إلى <±5°C.
يساعدك هذا الدليل في اختيار نوع فوهة التذرير الهوائية الصحيح، وحجمها، ومعايير التشغيل المناسبة لدرجة سبائك الفولاذ، وهندسة الجزء، وبيئة الإنتاج.
2. مصفوفة القرار: أي فوهة تبخير الهواء هي الأنسب لك
استخدم هذه المصفوفة لتضييق الخيارات بناء على ظروف عمليتك:
| سيناريو التطبيق | النوع الموصى به | ضغط الهواء (psi) | تدفق المياه (GPM لكل فوهة) | معدل التبريد المتوقع (°C/s) |
|---|---|---|---|---|
| قوالب أدوات D2 / A2 الفولاذية (تبريد دقيق، ماء نظيف) | المزج الداخلي | 55-65 | 1.5-2.5 | 12-18 |
| 4140 / 4340 أعمود (قطر 25-50 مم) | المزج الداخلي | 70-85 | 2.0-3.5 | 25-35 |
| 5160 نابض فولاذي (تبريد ثلاثي المراحل) | المزج الداخلي (قابل للبرمجة) | 40-85 (متغير) | 1.0-2.5 (متغير) | 5-40 (مسرحية) |
| صفيحة ستانلس ستانلس بسعة 316 لتر (معالجة محلول >1000°C) | الخلط الداخلي (السرعة العالية) | 85-95 | 3.0-5.0 | 50-70 |
| التبريد الثانوي بالصب المستمر (مياه معاد تدويرها تحمل حراشف) | المزيج الخارجي | 50-70 | 4.0-8.0 | 15-30 |
| بيئة تبريد الحدادة / بيئة ذات حشوة ثقيلة | خليط خارجي مع فتحة كبيرة | 40-60 | 5.0-10.0 | 8-20 |
| محطة ذات سعة هواء منخفضة (<200 SCFM إجمالا) | الخليط الخارجي (كفاءة الهواء) | 50-60 | 2.0-4.0 | 10-20 |
مثال: أنت تعالج حراريا 4140 عمودا، قطرها 40 مم، باستخدام مياه المدينة المفلترة. معدل التبريد المستهدف من 30°C/s حتى 800-500°C. → خليط داخلي، هواء 75 psi، 2.5 جالون في الدقيقة ماء لكل فوهة، تباعد الفوهات 150-200 مم.
3. المزيج الداخلي مقابل المزيج الخارجي: مقايض مفصلة
هذا هو القرار الأهم في المواصفات.
| المعلمة | المزيج الداخلي | المزيج الخارجي |
|---|---|---|
| نقطة الخلط | الهواء والماء مجتمعين داخل جسم الفوهة | انفصل حتى فتحة الخروج |
| نطاق حجم القطرات | 10-30 ميكرومتر (دقيق جدا) | 30-80 ميكرومتر (دقيق) |
| سرعة القطرات | 100-150 قدم/ثانية | 50-100 قدم/ثانية |
| الحد الأدنى للتدفق المستقر | منخفض جدا (استجابة ممتازة) | يتطلب >30٪ من الحد الأقصى للتدفق |
| حساسية الانسداد | الممرات الداخلية العالية – الصغيرة | منخفض – فتحات أكبر (≥0.080") |
| جودة المياه مطلوبة | <5 ميكرومتر، <50 جزء في المليون المواد الصلبة المعلقة | <50 ميكرومتر، يمكن أن يتحمل بعض الأحجام |
| استهلاك الهواء النموذجي (عند 60-80 psi) | 15-25 SCFM لكل فوهة | 8-15 SCFM لكل فوهة |
| تدفق الماء النموذجي | 0.5-5.0 GPM | 2.0-10.0 GPM |
| ثبات نمط الرش | ممتاز، حتى 10٪ من الرفض | انخفاض الرفض إلى أقل من 30٪ |
| أفضل تطبيق | التبريد الدقيق، المياه النظيفة، التبريد متعدد المراحل | المياه القاسية، الصب المستمر، معدلات التدفق العالية |
| التكلفة النسبية لكل فوهة | 80-200 دولار | 45-120 دولار |
قاعدة الاختيار العامة:
- ماء نظيف (مصفى إلى ≤5 ميكرومتر) وتحتاج إلى تحكم دقيق في البنية الدقيقة → الخليط الداخلي
- ماء معاد تدويره، هل هناك مقياس، أو تريد تكلفة تشغيل هواء أقل → خليط خارجي
مثال واقعي: خط صب مستمر يستخدم ماء معاد تدويره مع مواد صلبة معلقة بقوة 100-200 جزء في المليون جرب استخدام فوهات خلط داخلية. كان الانسداد يحدث كل أسبوعين إلى ثلاثة. التحول إلى الخلط الخارجي (فتحات 0.080" مدد فترات الصيانة إلى 6 أشهر. زاد حجم القطرات من 20 ميكرومتر إلى 45 ميكرومتر – لا يزال فعالا للتبريد الثانوي، وانخفض استهلاك الهواء بنسبة 40٪.
4. معايير الاختيار الحرجة لتبريد سبائك الفولاذ
حجم القطرة 4.1 واختراق البطانية البخارية
عند درجات حرارة الفولاذ فوق 800°م، يشكل الماء فورا طبقة بخار مستقرة (تأثير لايدنفروست). يجب أن يكون للقطرات ما يكفي من الزخم (الكتلة × السرعة) لاختراق هذا الفيلم.
| حجم القطرة | السرعة (بمساعدة جوية) | الزخم | اختراق البطانية بالبخار | كفاءة التبريد |
|---|---|---|---|---|
| 200-500 ميكرومتر (فوهة ضغط) | 10-20 قدم/ثانية | منخفض | فقير – يرتد بعيدا | منخفض |
| 50-100 ميكرومتر (خلطة خارجية) | 50-80 قدم/ث | متوسط | كاف لمعظم الطلبات | متوسط-عالي |
| 10-30 ميكرومتر (خليط داخلي، ضغط عالي) | 100-150 قدم/ثانية | هاي | ممتاز | الأعلى |
كيفية تحديد التبريد بدرجات حرارة عالية (850-1050°م):
- اختيار الخلطة الداخلية بضغط الهواء ≥70 رطل لكل بوصة مربعة → حجم القطرة ≤30 ميكرومتر، السرعة >100 قدم/ثانية
- للخلط الخارجي (عندما تجبره جودة الماء)، حدد أعلى ضغط هواء متاح (70-90 رطل لكل بوصة مربعة) واستخدم فتحة هواء صغيرة لتعظيم السرعة
طريقة التحقق: أثناء التشغيل، استخدم كاميرا حرارية لمراقبة سمك طبقة البخار. إذا تجاوزت طبقة البخار المرئية 2-3 مم، زد ضغط الهواء أو انتقل إلى التذرية الدقيقة.
4.2 التحكم في معدل التبريد لإدارة الهياكل الدقيقة
تتطلب أنواع مختلفة من سبائك الفولاذ معدلات تبريد محددة عبر نطاقات تحويل حرجة:
| درجة فولاذية | النطاق الحرج (°C) | معدل التبريد المرغوب (°C/ثانية) | البنية المجهرية المستهدفة | إعداد الفوهة الموصى به |
|---|---|---|---|---|
| 4140 / 4340 | 800-500 | 25-35 | مارتنسايت (تجنب بيرلايت) | الخلط الداخلي، 70-80 psi، 2.0-3.0 GPM |
| D2 (عالي الكربون، Cr مرتفع) | 850-550 | 12-18 | مارتنزيت ناعم + كربيدات | الخلطة الداخلية، 55-65 psi، 1.5-2.5 GPM |
| 5160 سبرينغ ستيل | 800-650: سريع 650-400: متوسط 400-200: بطيء |
30-40 15-20 5-10 |
اللؤلؤ الناعم → مارتنسايت → تخفيف الإجهاد | هواء/ماء قابل للبرمجة (ثلاث مراحل) |
| 316L أوستينيتيك | 1050-700 | 50-70 | منع هطول الكربيد | الخلطة الداخلية، 85-95 psi، 3-5 GPM |
| أداة العمل الساخنة H13 | 1000-600 | 20-30 | مارتنسايت موحد | الخلطة الداخلية، 65-75 رطل لكل بوصة مربعة، 2.0-2.5 جالون في الدقيقة |
مثال تبريد ثلاثي المراحل لفولاذ زنبرك 5160 (بيانات الإنتاج الفعلية):
| المسرح | نطاق درجات الحرارة | هدف معدل التبريد | ضغط الهواء (psi) | تدفق المياه (GPM) | نسبة الهواء إلى الماء | الغرض |
|---|---|---|---|---|---|---|
| 1 | 870°C → 650°C | 40°C/s | 85 | 2.5 | 15:1 | كبح تكوين الفريت |
| 2 | 650°C → 400°C | 15°C/s | 60 | 1.8 | 10:1 | تكوين مارتنسايت مسيطر عليه |
| 3 | 400°C → 200°C | 5°C/s | 40 | 1.0 | 8:1 | تقليل التشوه والإجهاد المتبقي |
النتيجة: انخفاض بنسبة 45٪ في تشوه الربيع مقارنة برذاذ الضغط بمعدل واحد.
معامل الاختيار للتحقق: نسبة التدوير (أقصى تدفق قابل للتحكم / الحد الأدنى للتدفق القابل للتحكم). فوهات الخلط الداخلية تحقق نسبة 20:1 أو أفضل؛ عادة ما يكون المزيج الخارجي 3:1-5:1. للتبريد متعدد المراحل، حدد الخلطة الداخلية.
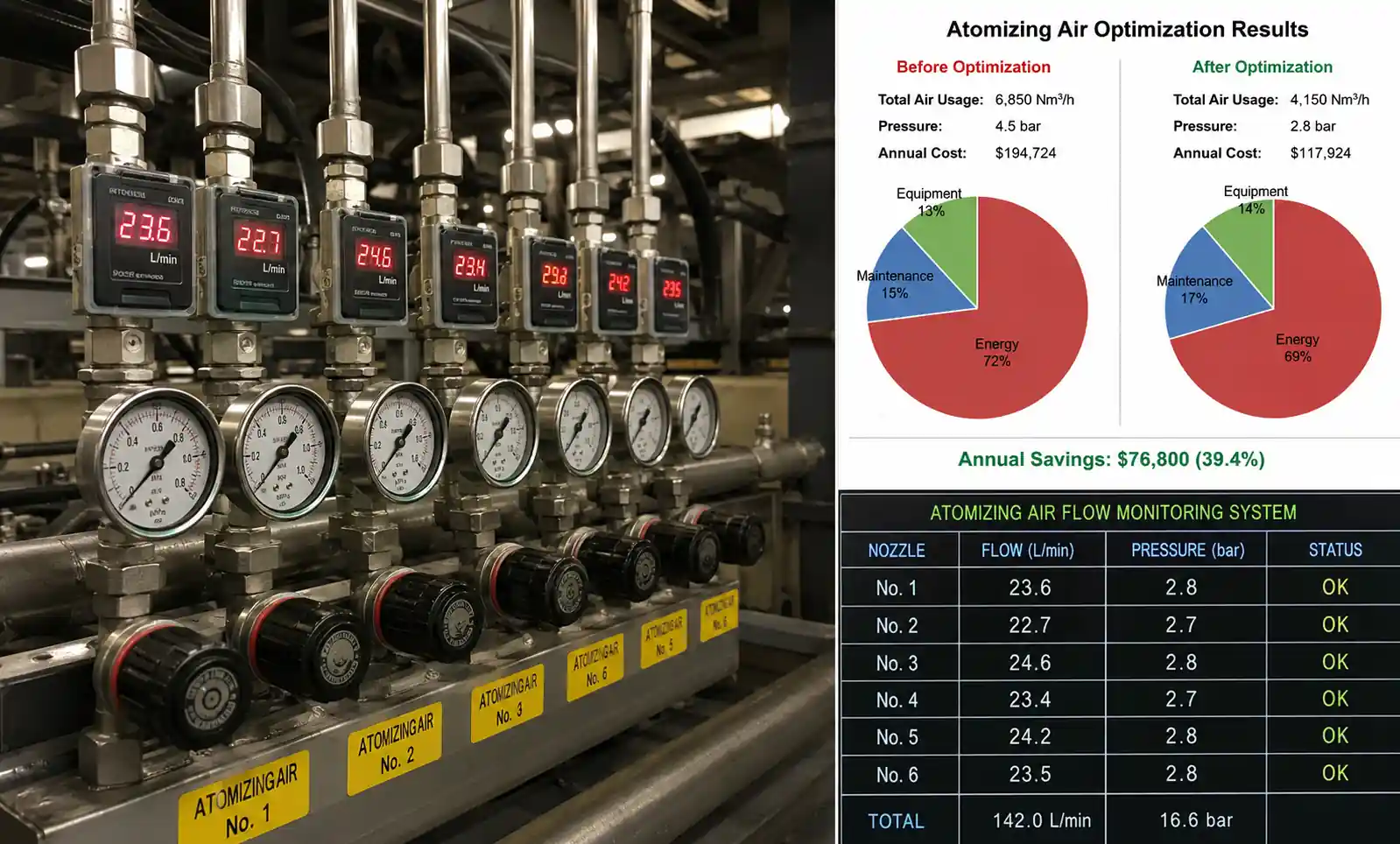
4.3 استهلاك الهواء وحساب تكلفة التشغيل
الهواء المضغوط هو أكبر تكلفة تشغيلية لأنظمة تبخير الهواء. احسب قبل الاختيار.
الصيغة:
تكلفة الهواء الشهرية = (# الفوهات) × (SCFM لكل فوهة) × (ساعات التشغيل/اليوم) × (أيام/شهر) × (تكلفة الهواء لكل 1000 قدم قدمي مترادف) تكلفة الهواء الصناعي النموذجية: 0.25-0.40 دولار لكل 1000 قدم مكعب (بما في ذلك الضاغط، المجفف، الصيانة).
مقارنة مثالية لخط 40 فوهة، 16 ساعة يوميا، 22 يوما في الشهر:
| نوع الفوهة | SCFM لكل فوهة | Total SCFM | تكلفة الطيران الشهرية (@$0.30/MCF) |
|---|---|---|---|
| المزج الداخلي القياسي (مستمر) | 18 | 720 | $3,110 |
| الخلط الداخلي مع التحكم في الطلب (متوسط 9 ساعات) | 18 | 360 | 1,555 دولار |
| المزج الخارجي (مستمر، 12 SCFM) | 12 | 480 | 2,075 دولار |
| الخلط الخارجي مع التحكم في الطلب | 12 | 240 | 1,037 دولار |
| مزيج داخلي عالي الكفاءة (8 SCFM) | 8 | 320 | 830 دولار |
كيفية تقليل تكلفة الهواء دون التأثير على التبريد:
- تركيب حساسات الحضور الجزئي – رش فقط عندما يكون الفولاذ في منطقة التبريد (عادة تقليل وقت التشغيل بنسبة 40-60٪)
- خفض ضغط الهواء في المناطق غير الحرجة – الأقسام الأكثر سمكا أو العلم المعدني الأقل تطلبا قد تتحمل ضغطا أقل (وحجم قطرات أعلى)
- اختر تصاميم الفوهة الموفرة للهواء – تنتج المبخرات متعددة المراحل أحدث حجم قطرات مماثل باستهلاك هواء أقل بنسبة 30-50٪
مثال على استرداد الرجع: الترقية من خليط داخلي قياسي (18 SCFM) إلى خليط داخلي عالي الكفاءة (8 SCFM) على 40 فوهة. التكلفة الإضافية: 4,200 دولار. توفير الهواء السنوي: (10 تخفيض SCFM × 40 فوهة × 9 ساعات يوميا × 22 يوما × 12 شهرا × 0.30 دولار/مكعب فرنيكي) = 8,550 دولار. العائد على الحساب: 5.9 أشهر.
5. سير عمل الاختيار: 6 خطوات لتحديد الفوهة
استخدم هذه القائمة لتوثيق متطلباتك:
الخطوة 1: حدد الفولاذ والعملية لديك
- [ ] درجة فولاذية: ____________
- [ ] أقصى سمك للمقطع: ____________ مم
- [ ] درجة حرارة الأوستنيت: ____________ درجة مئوية
- [ ] معدل التبريد المستهدف عبر النطاق الحرج: ____________ °C/s
- [ ] البنية المجهرية المطلوبة: ____________ (مارتنسايت / باينيت / بيرلايت ناعم)
الخطوة 2: حدد جودة المياه وإمدادها
- [ ] مصدر المياه: □ المدينة / □ المياه المفلترة والمعاد تدويرها □ مياه الآبار
- [ ] تركيز المواد الصلبة المعلقة: ____________ جزء في المليون
- [ ] توزيع حجم الجسيمات: ____________ ميكرومتر (النسبة المئوية 90)
- [ ] نطاق درجة حرارة الماء: ____________ درجة مئوية
- [ ] ضغط الماء المتاح عند مدخل الفوهة: ____________ psi
الخطوة 3: تحديد توفر الهواء المضغوط
- [ ] ضغط هواء المصنع (الحالة المستقرة): ____________ psi
- [ ] سعة التدفق المتاحة لمنطقة التبريد: ____________ SCFM
- [ ] جودة الهواء: □ □ غير مفلتر □ يحتوي على زيت/رطوبة
الخطوة 4: اختر نوع الفوهة (مزيج داخلي مقابل خارجي)
- [ ] ماء نظيف (<5 ميكرومتر) ويحتاج إلى تبخير دقيق → خلطة داخلية
- [ ] الماء علق المواد الصلبة أو يريد استهلاك هواء أقل → الخليط الخارجي
الخطوة 5: حدد حجم الفوهة
- [ ] تدفق المياه المطلوب لكل فوهة: ____________ جالون في الدقيقة (بناء على معدل التبريد ومساحة التغطية)
- [ ] ضغط الهواء المطلوب لتحقيق حجم وسرعة القطرة المستهدفة: ____________ psi
- [ ] زاوية الرش: □ 45° □ 60° □ 80° □ أخرى ___
- [ ] تباعد الفوهات: ____________ مم (عادة 1.5-2× عرض الرش)
الخطوة 6: تحقق باستخدام بيانات الشركة المصنعة
- [ ] منحنى أداء طلب (حجم القطرة مقابل ضغط الهواء لتدفق الماء لديك)
- [ ] طلب توافق المواد (303/316 من الفولاذ المقاوم للصدأ لمعظم الفولاذ؛ هاستيلوي للمواد المكددة المآكلة)
- [ ] طلب فوهات عينات لتجربة الإنتاج
! تحليل تكلفة استهلاك الهواء المضغوط 3
{kind=link}
6. الأخطاء الشائعة في الاختيار (وكيفية تجنبها)
❌ خطأ #1: اختيار الخليط الداخلي عندما يحتوي الماء على مقشر
العرض: الفوهات تسد أسبوعيا؛ يتدهور نمط الرش؛ مبرد غير موحد.
السبب الجذري: الممرات الداخلية (0.040-0.060") تحاصر جزيئات >50 ميكرومتر.
الحل: التحول إلى خلط خارجي بفتحات 0.080" أو أكبر. أو تركيب ترشيح 5 ميكرومتر في أعلى التيار – لكن ذلك قد يكون مكلفا جدا لمعدلات تدفق عالية.
❌ خطأ #2: تقليل حجم ضاغط الهواء
العرض: انخفاض ضغط الهواء أثناء تشغيل الفوهة في نفس الوقت؛ يزداد حجم القطرة؛ معدل التبريد ينخفض إلى أقل من الهدف.
السبب الجذري: تم تحديد استهلاك هواء الفوهة عند 80 psi، لكن الضاغط لا يمكنه توفير ذروة التدفق.
الحل: احسب إجمالي SCFM عند الحد الأقصى للعمل (جميع الفوهات تفتح في نفس الوقت). أضف هامش الأمان 20٪. تحقق من وصول الهواء المجاني (FAD) للضاغط عند الضغط المطلوب.
❌ خطأ #3: تجاهل اختراق البطانيات البخارية للفولاذ بدرجة حرارة >800°C
العرض: تنخفض درجة حرارة السطح ببطء؛ يظهر التصوير الحراري طبقة بخار سميكة؛ البنية الدقيقة تظهر تحولا غير متساوية.
السبب الجذري: سرعة القطرات منخفضة جدا (<80 قدم/ثانية) بالنسبة لدرجة الحرارة فوق نقطة لايدنفروست. الحل: للفولاذ >800°م، حدد الخلطة الداخلية مع ضغط الهواء ≥70 رطل لكل بوصة مربعة، أو خلطة خارجية مع غطاء هواء صغير وضغط ≥80 رطل لكل بوصة مربعة. اطلب بيانات السرعة من الشركة المصنعة.
❌ خطأ #4: استخدام نفس الفوهة لنطاق واسع من سماكات الأقسام
العرض: تشقق الأجزاء الرقيقة؛ الأقسام السميكة تحت البرودة (تكوين بيرلايت).
السبب الجذري: معدل التبريد الثابت من نوع الفوهة الواحدة/ضغط الهواء.
الحل: استخدم فوهات خلط داخلية بنسبة تدوير واسعة (20:1). قم بتركيب منظمات ضغط لكل منطقة. للإنتاج المختلط، فكر في منطقتي تبريد مستقلتين بمواصفات فوهة مختلفة.
❌ خطأ #5: نسيان منع ارتداد خط الهواء
العرض: ماء في خطوط الهواء؛ صمامات الفحص عالقة؛ رذاذ غير متساو.
السبب الجذري: عندما تدور الفوهات، يمكن للماء أن يعود إلى مشعب الهواء.
الحل: حدد صمامات تفريغ خطوط الهواء التي تنفخ هواء مضغوط لمدة 1-2 ثانية بعد كل دورة تبريد. أضف صمامات فحص عند كل مدخل هواء في الفوهة.
7. مقارنة تكاليف الصيانة ودورة الحياة
ما الذي يتآكل – ومتى
| المكون | الحياة النموذجية (ماء نظيف) | الحياة النموذجية (ماء قاس/معاد تدويرها) | تكلفة الاستبدال |
|---|---|---|---|
| جسم الفوهة (303/316 ستانلس للصدأ) | >10,000 ساعة | >10,000 ساعة | 50-150 دولار (مرة واحدة) |
| غطاء الهواء (خليط داخلي) | 6,000-8,000 ساعة | 2,500-3,500 ساعة | 18-35 دولار |
| غطاء سائل / فتحة (خليط خارجي) | 8,000-10,000 ساعة | 3,000-5,000 ساعة | 15-25 دولار |
| صمامات الفحص (خط الهواء) | 8,000-10,000 ساعة | 4,000-6,000 ساعة | 10-20 دولار |
| الفلاتر (الجانب السائل) | استبدل حسب الشركة المصنعة | استبدل 2-3× بشكل أكثر تكرارا | 5-15 دولار لكل واحد |
مقارنة تكاليف الصيانة: فوهات تذمر الهواء مقابل فوهات الضغط الهيدروليكي
| عامل التكلفة | فوهات الضغط الهيدروليكي (النظام القديم) | تذمر الهواء (نظام جديد) |
|---|---|---|
| فاصل استبدال الفوهة | 800-1,200 ساعة (الفوهة كاملة) | 6,000 ساعة (فقط أغطية الهواء) |
| تكلفة الاستبدال السنوية (40 فوهة) | 4,800-7,200 دولار | 1,200-2,400 دولار |
| العمالة مقابل الصيانة | 8 ساعات في الشهر | 3 ساعات في الشهر |
| تكلفة الهواء المضغوط | لا شيء | 1,000-2,500 دولار شهريا (يعتمد على استراتيجية التحكم) |
| فائدة تقليل الخردة | خط الأساس | تخفيض بنسبة 5-10٪ (يعوض تكلفة الهواء) |
| إجمالي تكلفة التشغيل السنوية (بما في ذلك الخردة) | 15,000-20,000 دولار | من 12,000 إلى 18,000 دولار (عادة أقل عند احتساب الخردة) |
جدول الصيانة الموصى به لفوهات التهوية:
- أسبوعي: الفحص البصري لأنماط الرش (ابحث عن خطوط أو تغطية غير متساوية)
- شهريا: إزالة وفحص 2-4 فوهات في المناطق الحرجة؛ قس فتحة غطاء الهواء باستخدام مقياس الدبابيس
- ربع سنويا: تنظيف جميع مرشحات السائل؛ افحص مصارف خطوط الهواء؛ تحقق من ضغط الهواء عند كل مانيفولد
- كل 3,000 ساعة (ماء قاس): استبدال أغطية الهواء في جميع الفوهات
- كل 6,000 ساعة (ماء نظيف): استبدال أغطية الهواء؛ صمامات الفحص المعاد بناؤها
8. عندما يكون رذاذ التذمر للهواء ليس الخيار الصحيح
على الرغم من مزاياها، فإن فوهات التذرير الهوائي ليست عالمية. لا تحددها ل:
8.1 التبريد بالغمر بدفعات كبيرة
إذا كنت تبرد 50+ جزءا في سلة في نفس الوقت، فإن الغمر (زيت، بوليمر، أو ماء) أبسط وأرخص وأكثر اتساقا. الرش يتطلب خط رؤية – حيث تتداخل الأجزاء مع بعضها البعض، مما يخلق تبريدا غير متساو.
بديل: مصفوفات نفاثة مغمورة أو انغماس مضطرب.
8.2 أقسام رفيعة جدا ( <3 مم) الفولاذ فائق الرقيق (صفائح، رقائق الألمنيوم، طباعات صغيرة) يبرد بسرعة كبيرة لدرجة أن حتى الرذاذ الدقيق قد يسبب تشققا بسبب الصدمة الحرارية. بديل: تبريد هواء قسري أو تبريد بالرذاذ بقطرات أكبر (≥100 ميكرومتر).  ### 8.3 ماء متسخ بدون ترشيح إذا كان ماء التبريد يحتوي على >200 جزء في المليون المواد الصلبة المعلقة ولا يمكنك تركيب ترشيح 5-10 ميكرومتر، ففوهات الخلط الداخلية ستسد باستمرار. الخلط الخارجي مع فتحات 0.125" قد يعمل، لكن حجم القطرة سيكون خشنا (>80 ميكرومتر).
### 8.3 ماء متسخ بدون ترشيح إذا كان ماء التبريد يحتوي على >200 جزء في المليون المواد الصلبة المعلقة ولا يمكنك تركيب ترشيح 5-10 ميكرومتر، ففوهات الخلط الداخلية ستسد باستمرار. الخلط الخارجي مع فتحات 0.125" قد يعمل، لكن حجم القطرة سيكون خشنا (>80 ميكرومتر).
بديل: تبريد فيضان باستخدام فوهات هيدروليكية ذات فتحة كبيرة.
8.4 نباتات ذات هواء مضغوط محدود للغاية
إذا كان نظام الهواء الحالي لديك لا يستطيع توفير SCFM المطلوبة وإضافة سعة الضاغط لا تبرر بتقليل الخردة، التزم بفوهات هيدروليكية.
قاعدة عامة: إذا كان إجمالي تدفق الهواء المطلوب >500 SCFM وليس لديك ضاغط كبير موجود، فقد تتجاوز التكلفة الرأسمالية (50 ألف إلى 150 ألف دولار للضاغط الجديد + المجفف) الفوائد.
تطبيقات تبريد بوليمر 8.5
بعض سبائك الفولاذ تتطلب مبردات بوليمر (محاليل PAG) لضبط معدل التبريد. عادة ما لا تكون فوهات التذرية متوافقة مع السوائل اللزجة أو غير النيوتونية – حيث تسد الممرات الداخلية، وتتدهور جودة التذرية.
بديل: فوهات هيدروليكية ذات فتحات أكبر مصممة للبوليمات.
! إعداد التبريد مقابل التبريد بالرش
{kind=link}
9. الأسئلة الشائعة
Q1: ما حجم القطرة المطلوب لاختراق بطانية البخار على الفولاذ بدرجة حرارة 900°C؟
ج: بالنسبة للفولاذ فوق نقطة لايدنفروست (~800°م للماء)، يجب أن يكون حجم القطرة ≤50 ميكرومتر والسرعة ≥80 قدم/ثانية). فوهات الخلط الداخلية عند 70-90 psi تحقق سرعة 10-30 ميكرومتر و100-150 قدم/ثانية – وهي مثالية. الخلط الخارجي عند 80-90 psi يعطي 30-50 ميكرومتر و70-100 قدم/ثانية – وهو كاف لمعظم التطبيقات.
Q2: كيف أحسب عدد الفوهات المطلوبة لمنطقة التبريد الخاصة بي؟
ج: تحديد مساحة التغطية المطلوبة (طول × عرض الفولاذ المار عبر المنطقة). عادة ما يكون تباعد الفوهة بين 1.5-2× عرض الرش عند المسافة المستهدفة. على سبيل المثال، فوهة بزاوية رش 80° موضوعة على بعد 200 مم من السطح تغطي ≈335 مم. التباعد بين 250-300 مم يترك بعض التداخل. استخدم جداول تغطية الشركة المصنعة.
Q3: هل يمكنني استخدام فوهات تذرية الهواء مع مواد تبريد بوليمر؟
ج: عادة لا ينصح به. معظم المحاليل البوليمرية (PAG، PVP) لها لزوجة وتوتر سطحي أعلى من الماء، مما يؤدي إلى ضعف التذرية وانسداد الممرات الداخلية الصغيرة. بعض فوهات الخلط الخارجية المتخصصة ذات فتحات كبيرة (≥0.125") يمكن أن تعمل ولكن يجب اختبارها بدقة.
Q4: ما هي نسبة الانخفاض النموذجية للتحكم في معدل التبريد؟
ج: يمكن لفوهات الخلط الداخلية تحقيق انخفاض بنسبة 20:1 (مثل تدفق الماء من 0.25-5.0 جالون في الدقيقة) عن طريق تغيير ضغط الهواء وتدفق الماء بشكل مستقل. عادة ما يحقق المزج الخارجي 3:1-5:1. بالنسبة لملفات التبريد متعددة المراحل (مثل فولاذ النوابض)، حدد خلطا داخليا مع منظمات هواء وماء منفصلة لكل منطقة.
Q5: كيف أمنع انسداد الفوهة عند استخدام الماء المعاد تدويره؟
ج: ثلاثة خيارات حسب التفضيل:
- تركيب فلاتر السحب التلقائي (50-100 ميكرومتر) على مصدر المياه.
- انتقل إلى فوهات خلط خارجية ذات فتحات 0.080-0.125" – فهي تتحمل الجسيمات الأكبر.
- إضافة فاصل مغناطيسي جانبي للقشور الحديدية.
Q6: ما هي التكلفة الفعلية للهواء المضغوط لكل فوهة سنويا؟
ج: الصيغة: 'ساعات العمل × SCFM سنويا × 0.30 دولار/1000 قدم قدمي × 60 دقيقة في الساعة'. مثال: 15 فوهة SCFM، 4,000 ساعة تشغيل/سنة → 15 × 4,000 × 60 × 0.30/1000 = 1,080 دولار لكل فوهة سنويا. تقليل استهلاك الهواء بمقدار 5 SCFM يوفر 360 دولارا سنويا لكل فوهة.
Q7: كيف أتحقق من أن الفوهة التي اخترتها تحقق معدل التبريد المطلوب؟
ج: أفضل طريقة – تجربة إنتاج مزودة بالأجهزة:
- تضمين التركيبات الحرارية في قسيمة اختبار بنفس درجة الفولاذ وسماكة القسم.
- الحرارة حتى درجة حرارة الأوستنيت.
- التبريد مع فوهة المرشح عند إعدادات الهواء/الماء المحددة.
- منحنى درجة الحرارة مقابل الزمن القياسي. احسب معدل التبريد في النطاق الحرج.
- قارن مع متطلبات المعادن (مثلا، >25°C/s ل4140 مارتنسيت).
Q8: ما هي المواد المتوفرة لبناء الفوهة؟
A:
- 303/304 من الفولاذ المقاوم للصدأ – معيار للمياه النظيفة، معظم تطبيقات الفولاذ المعدني.
- 316 مقاوم للصدأ – للبيئات المسببة للتآكل (الكلوريدات، المواد المكددة الحمضية).
- Hastelloy C-276 – للتآكل الشديد أو ظروف الأكسدة عالية الحرارة.
- فولاذ الأدوات المقسى – للخدمة الكاشطة (فتحات الخلط الخارجية فقط).
10. قائمة التحقق من المواصفات والخطوات التالية
قائمة التحقق النهائية للمواصفات للشراء
انسخ هذا في عروض التقديم الخاصة بك:
مواصفات فوهة التذرير الهوائي – معالجة حرارية من سبائك الفولاذ
أداء التبريد المطلوب:
- درجة الفولاذ: ____________________
- درجة حرارة الأوستنيت: _________ درجة مئوية
- معدل التبريد المطلوب (النطاق الحرج): _________ °C/s
- حجم قطرة الهدف (الحد الأقصى): _________ ميكرومتر
- هل هناك حاجة لاختراق بطانية البخار؟ □ نعم (درجة حرارة >800°م) □ لا
نوع الفوهة: □ المزج الداخلي □ المكس الخارجي
إمدادات المياه:
- معدل التدفق لكل فوهة: _________ GPM
- جودة المياه: □ نظيفة (<5 ميكرومتر) □ قاسية (المواد الصلبة المعلقة حتى _______ جزء في المليون)
- درجة حرارة الماء: _________ درجة مئوية
إمداد الهواء:
- ضغط المدخل المتاح: _________ psi
- الحد الأقصى لوحدة التحكم في الدقيقة لكل فوهة: _________ (إذا كان معروفا)
هندسة الرش:
- زاوية الرش: _________ درجة
- المسافة إلى الهدف: _________ مم
- عرض التغطية المطلوب: _________ مم
البناء:
- المواد: □ 303 SS □ 316 SS □ هاستلوي □ _________ أخرى
- حجم الاتصال: _________ (مثلا، 1/4" NPT، 3/8" BSPT)
الإكسسوارات المطلوبة: □ مجموعة استبدال غطاء الهواء (الكمية: ______) □ مرشحات السوائل (تصنيف ميكرون: ______) □ صمامات الفحص (خط الهواء) □ حوامل التثبيت (الوصف: ______)
الكمية: _________ الفوهات التسليم مطلوب بواسطة: _________
أدرج مع اقتباس: □ منحنى الأداء (حجم القطرة مقابل ضغط الهواء عند تدفق الماء المحدد) □ الرسم البعدي شهادة المواد □
الخطوات التالية بعد الاختيار
-
طلب العينات – اختبر درجة الفولاذ الفعلية ودرجة حرارة الإنتاج. لا تعتمد فقط على المنحنيات المنشورة.
-
تصميم المشعب – يجب أن تكون خطوط توزيع الهواء والماء مقاسة حسب ذروة التدفق. وفر صمامات إغلاق فردية ومنظمات ضغط لكل منطقة.
-
تركيب الترشيح – للخلط الداخلي، قم بتركيب فلاتر 5-10 ميكرومتر على خط المياه. بالنسبة للخلط الخارجي، عادة ما يكون 50-100 ميكرومتر كافيا.
-
التكليف مع التحقق الحراري – استخدم التصوير الحراري أو التركيبات الحرارية المدمجة للتحقق من تجانس التبريد ومعدله.
-
درب موظفي الصيانة – علمهم كيفية فحص وتنظيف واستبدال أغطية الهواء. احتفظ بأغطية هواء احتياطية في متناول يدك.
-
المراقبة والتحسين – بعد 3 أشهر، راجع معدلات الخردة، أوقات الدورة، واستهلاك الهواء المضغوط. قم بضبط ضغط الهواء للأسفل في المناطق حيثما أمكن.
ملخص: دليل اختيار صفحة واحدة
| إذا كنت بحاجة إلى... | اختر... | المواصفات الرئيسية |
|---|---|---|
| قطرات دقيقة جدا (10-30 ميكرومتر) للمقاطع الرقيقة أو التبريد بدرجات حرارة عالية | الخلطة الداخلية، 70-90 psi | منحنى حجم القطرات |
| استهلاك هواء منخفض (<12 SCFM لكل فوهة) | مزيج خارجي أو داخلي عالي الكفاءة | تصنيف SCFM عند 60 psi |
| ملف التبريد متعدد المراحل (مثل فولاذ النوابض) | خلط داخلي مع ضوابط منفصلة للهواء/الماء | نسبة الرفض ≥20:1 |
| تحمل الترسبات أو المياه المعاد تدويرها | المزيج الخارجي، 0.080"+ فتحة | حجم الفتحة |
| أقل تكلفة شراء أولية | المكس الخارجي (قياسي) | 45-120 دولار لكل فوهة |
| أقل تكلفة تشغيل إجمالية (تقليل الهواء + الخردة) | مزيج داخلي مع التحكم في الطلب وغطاء هواء فعال | حساب العائد |
التوصية النهائية لمعظم سبائك الفولاذ المعالجة الحرارية (4140، 4340، D2، 5160):
ابدأ ب فوهات الخلط الداخلية (60-80 psi)، 1.5-3.0 جالون في المليون ماء لكل فوهة، مع تباعد 150-200 مم. استخدم ماء مفلتر (≤10 ميكرومتر). تركيب حساسات وجود جزئي لتقليل استهلاك الهواء. تحقق من معدل التبريد باستخدام قسائم اختبار مزودة بأجهزة التوصيل الحراري.