





كيفية اختيار فوهات الرش لتطبيقات بناء السفن
تتطلب عمليات بناء السفن رشا دقيقا عبر عشرات التطبيقات الحيوية — من تجهيز سطح الصفائح الفولاذية وتبريد اللحام إلى أنظمة تنظيف خزانات الشحن وإخماد الحرائق. قد يؤدي وجود فوهة غير محددة بشكل جيد إلى تغطية طلاء غير متساوية، أو فترات تجفاف طويلة، أو تآكل مبكر في التفجير الكاشط، أو فشل الامتثال لمعايير IMO في أنظمة غسيل الخزانات. يرشدك هذا الدليل عبر الاعتبارات الهندسية، ومعايير الأداء، ومعايير اختيار المواد التي تحدد عمر الفوهة وموثوقية العمليات في التصنيع البحري وتجهيز السفن.
جدول المحتويات
- [معايير الرش الحرجة للتطبيقات البحرية] (#1-معايير الرش الحرجة للتطبيقات البحرية)
- [مقارنة أنواع الفوهة لعمليات بناء السفن] (#2-مقارنة نوع الفوهة-لعمليات-بناء السفن)
- [اختيار المواد ومقاومة التآكل] (#3-اختيار المواد ومقاومة التآكل)
- [دليل اختيار التطبيق المحدد](#4-دليل اختيار خاص بالتطبيق)
- [اعتبارات التركيب والصيانة](#5-اعتبارات التركيب والصيانة)
- [تحليل إجمالي تكلفة الملكية] (#6-تحليل إجمالي تكلفة الملكية)
- [الأسئلة المتكررة](#7-الأسئلة المتكررة-الطرح)
- [الخاتمة والخطوات التالية](#8-الاستنتاج والخطوات التالية)
1. معايير الرش الحرجة للتطبيقات البحرية
اختيار فوهات الرش لبناء السفن يتطلب موازنة أربعة معايير رئيسية: معدل التدفق، ضغط التشغيل، زاوية الرش، وتوزيع حجم القطرات. كل معلم يؤثر مباشرة على جودة الطلاء، وكفاءة التبريد، أو فعالية التنظيف.
معدل التدفق ومنطقة التغطية
معدل التدفق (عادة يقاس بالجالونات في الدقيقة أو اللتر في الدقيقة) يحدد مدى سرعة تغطية سطح الهدف. بالنسبة للغسل المسبق لمعالجة ألواح الفولاذ قبل الطلاء، عادة ما نحدد 0.5–2.0 جالون في الدقيقة لكل فوهة عند 40 رطل لكل بوصة مربعة لتحقيق تغطية 80–120 قدم مربع في الدقيقة. معدلات التدفق الأعلى تقلل من وقت الدورة لكنها تزيد من استهلاك المياه وتكاليف التخلص — وهو أمر بالغ الأهمية في عمليات الحوض الجاف حيث تكون قدرة معالجة مياه الصرف محدودة.
تتبع العلاقة بين الضغط والتدفق المعادلة الهيدروليكية Q = K × √P، حيث K هو معامل تدفق الفوهة. مضاعفة الضغط تزيد فقط من التدفق بحوالي 1.41x، وليس 2x. فهم هذه العلاقة ذات الجذر التربيعي يمنع زيادة حجم المضخات ويساعد في التنبؤ بتدهور الأداء مع تآكل الفوهات واتساع الفتحات.
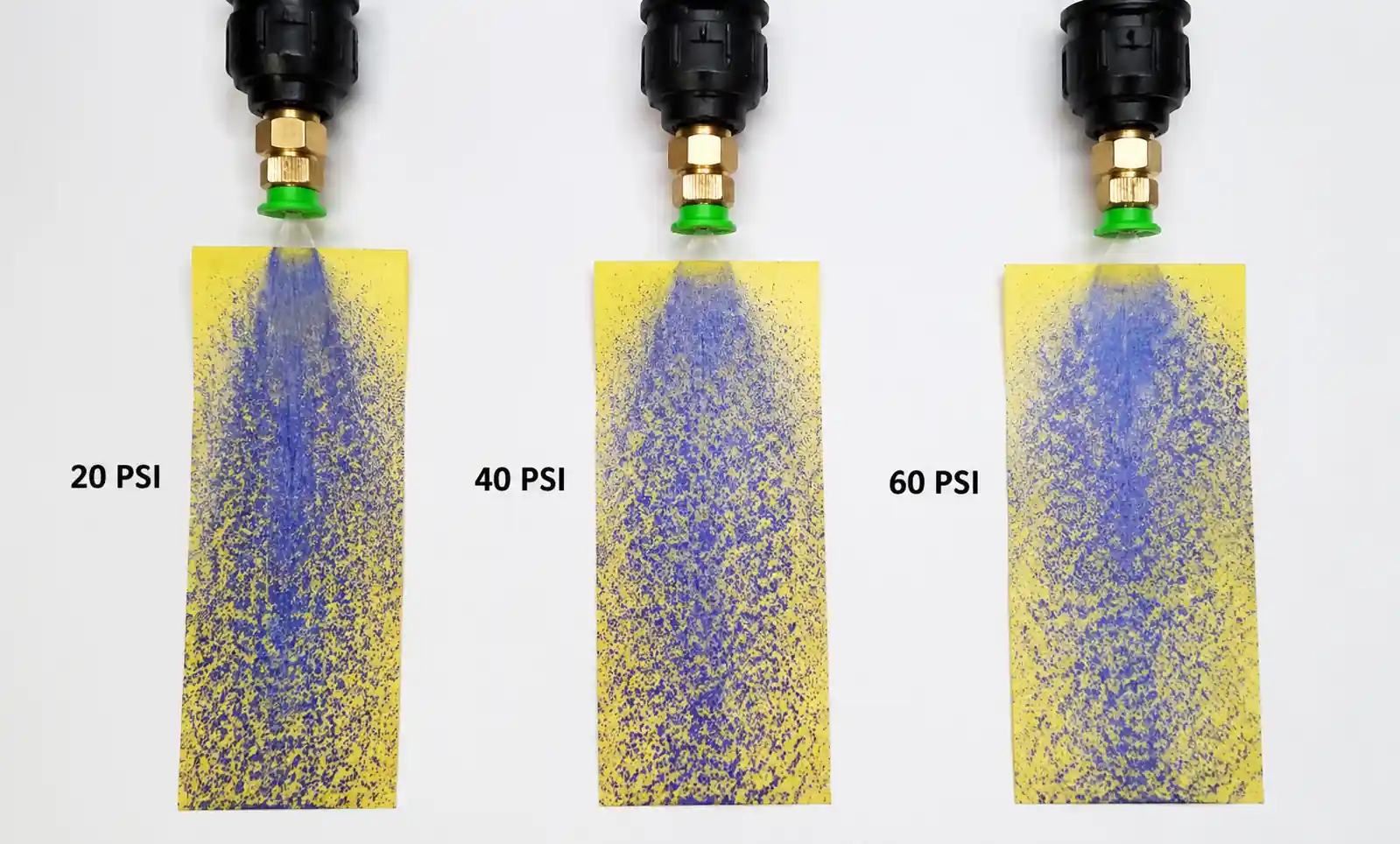
ضغط التشغيل وقوة الاصطدام
الضغط يحدد معدل التدفق وقوة التأثير بالرش. بالنسبة لتنظيف خزانات الشحن في ناقلات الكيماويات، عادة ما تتطلب متطلبات المنظمة الدنيا قوى التأثير بين 7–12 نيوتن عند جدار الخزان (المقاس عند أبعد نقطة وصول) لإزالة بقايا الشحن. وهذا يترجم إلى ضغوط تشغيل تتراوح بين 80–150 رطل لكل بوصة مربعة لأجهزة تنظيف الخزانات الدوارة، وذلك حسب تصميم الفوهة وهندسة الخزان.
على النقيض من ذلك، تتطلب تطبيقات التبريد بعد اللحام رذاذا لطيفا وموحدا لتجنب التشقق الناتج عن الصدمات الحرارية في الأجزاء الفولاذية السميكة. نوصي بضغط تشغيل أقل من 30 PSI مع فوهات مخروطية كاملة تنتج قطرات تتراوح بين 200–400 ميكرون لتبريد التبخر المتحكم فيه دون جريان مفرط.
{kind=link}
زاوية الرش وتداخل التغطية
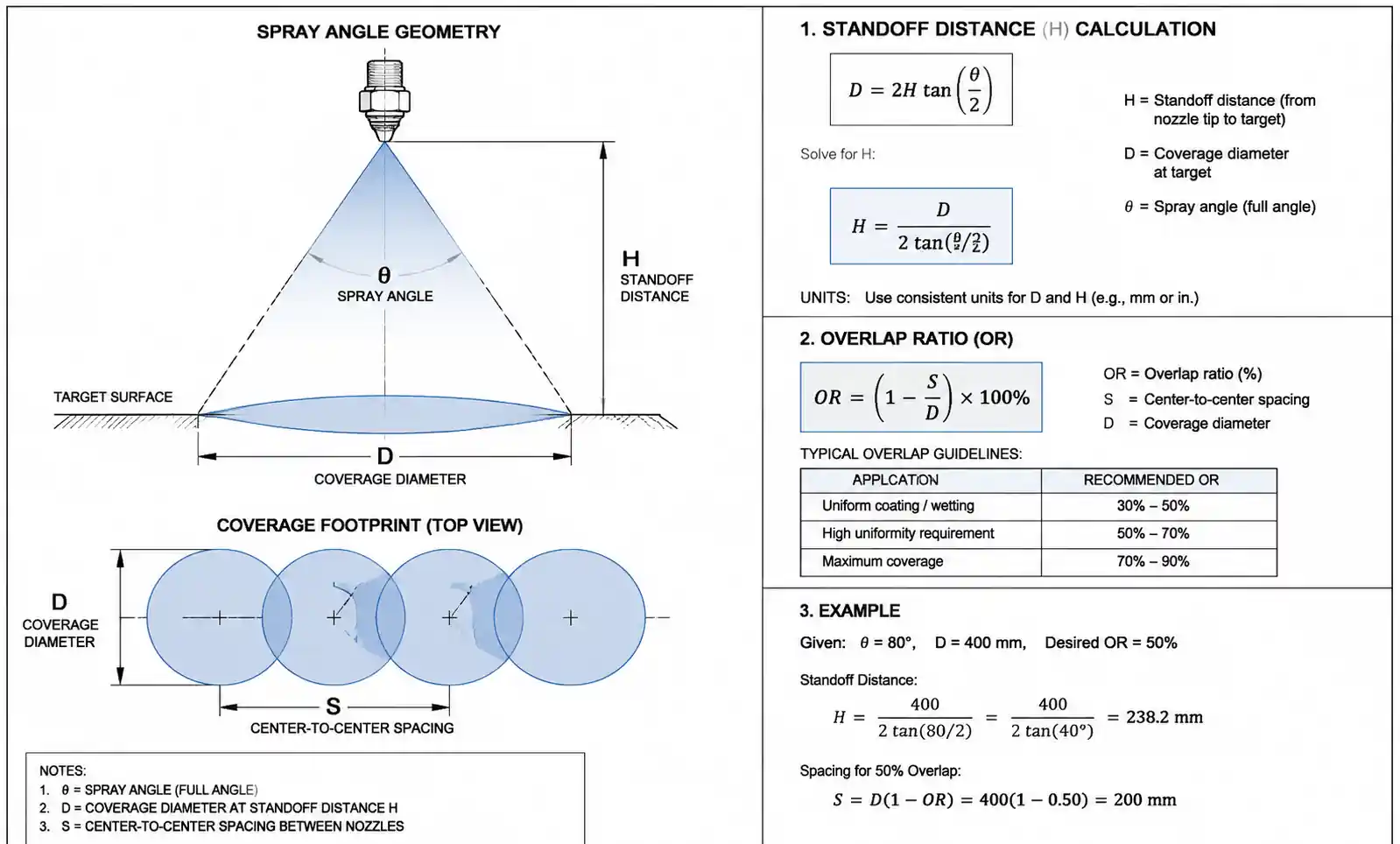
زاوية الرش (عادة من 15° إلى 120° للفوهات الهيدروليكية) تحدد عرض البصمة عند مسافة التوقف المحددة. بالنسبة لأكشاك الطلاء الآلية في أحواض بناء السفن، نحسب نسبة التداخل باستخدام الصيغة:
التداخل (٪) = [(S - H × tan(θ/2) × 2) / (H × tan(θ/2) × 2)] × 100
حيث S = تباعد الفوهة، H = ارتفاع التقدم، θ = زاوية الرش.
تتطلب معظم تطبيقات الطلاء تداخلا بنسبة 50–100٪ لضمان سمك الفيلم المتساو. التداخل تحت الخطوط يخلق خطوطا جافة؛ التداخل يضيع المواد ويطيل وقت الإيقاف السري. بالنسبة لفوهة مروحة مسطحة بزاوية 40° عند مسافة 18 بوصة، فإن التباعد الأمثل هو 10–12 بوصة لتداخل بنسبة 50٪.
توزيع حجم القطرات
حجم القطرات (الذي يتميز بقيم Dv0.5 أو Dv0.9 من تحليل حيود الليزر) يؤثر على معدل التبخر، وترطيب السطح، واختراقه في الشقوق. التذرية الدقيقة (50–150 ميكرون) تفيد أنظمة إخماد الحريق حيث يرغب التبريد السريع بالتبخر. الرش الخشن (300–800 ميكرون) يعمل بشكل أفضل في عمليات الشطف حيث تحتاج إلى زخم القطرات لإزاحة الملوثات دون تكوين رذاذ رذاذ ينشر الجسيمات في قاعة التصنيع.
في اختبارنا الميداني لتطبيق البرايمر المضاد للتآكل، قدمت الفوهات التي تنتج قطرات 180–250 ميكرون عند 35 رطل لكل بوصة مربعة بناء فيلم مثالي دون رش زائد أو ترهل على الحواجز الرأسية.
2. مقارنة أنواع الفوهة لعمليات بناء السفن
أنماط الرش المختلفة تناسب مهام بناء السفن المختلفة. اختيار نوع النمط الخاطئ هو أحد أكثر أخطاء المواصفات شيوعا التي نواجهها أثناء تدقيقات العمليات.
| نوع الفوهة | نمط الرش | نطاق التدفق النموذجي | أفضل التطبيقات | قوة التأثير | مخاطر الانسداد |
|---|---|---|---|---|---|
| مروحة مسطحة | الحواف البيضاوية المدببة | 0.05–5 GPM | غسل الأسطح، الطلاء (الأسطح المستوية)، شطف الأجزاء المحمولة عبر الناقل | الوسط (مركز في المركز) | منخفض (إذا تم تصفيتها إلى 150 شبكة) |
| مخروط كامل | توزيع دائري ومنتظم | 0.1–50 GPM | التبريد (وصلات ملحومة، أقسام معالجة حرارية)، الإخماد (التبريد، إخماد الحريق | منخفض إلى متوسط (موزع) | متوسط |
| مخروط أجوف | حلقة الشكل، مفتوحة في الوسط | 0.05–10 GPM | غسل الخزان (يساعد بقوة الطرد المركزي على التنظيف)، التبريد بالتبخير، تنظيف الغاز | مرتفع (على الهامش) | منخفض |
| التيار الصلب المستمر | النفاثة المركزة | 0.5–100 GPM | إزالة الترسبات عالية الضغط، القطع، التفجير الهيدروليكي | مرتفع جدا | منخفض جدا |
| تذمر الهواء | ضباب ناعم، حجم قطرة متحكم فيه | 0.01–2 GPM | الطلاء الدقيق (الأجزاء الصغيرة)، تحرير القالب، تطبيق المزلق | منخفض جدا | مرتفع (يتطلب هواء نظيفا وجاف) |
فوهات المروحة المسطحة لخطوط الطلاء
تنتج فوهات المروحة المسطحة نمطا بيضاويا بأعلى كثافة تدفق عند خط المركز، متناقص نحو الحواف. وهذا يجعلها مثالية لأنظمة الطلاء الآلية حيث يتم ترتيب عدة فوهات في مشعب لتغطية الألواح العريضة. يساعد ملف الحافة المدببة في تحقيق تداخل ناعم دون خلق مناطق تراكم سميكة.
نحدد مراوح مسطحة بتوزيع زاوية الرش المتساوية (التي كانت تسمى سابقا "الرش المسطح المتساوي" في مصطلحات BETE) لتطبيق البرايمر والطبقة العلوية على الألواح الفولاذية المقطوعة مسبقا. المراوح المسطحة القياسية ذات التقرب الطبيعي تعمل جيدا للشطف حيث يكون هناك بعض التنوع المقبول.
! مقارنة نمط رذاذ مسطحين مع المروحة المسطحة
{kind=link}
فوهات مخروطية كاملة للتبريد والحماية من الحريق
توزع فوهات المخروط الكاملة السائل عبر مقطع عرضي دائري، مما يجعلها مثالية لتطبيقات التبريد حيث تحتاج إلى إدارة حرارية موحدة. بعد لحام المقويات الطولية على ألواح الهيكل، يمنع التبريد المتحكم به التشوه. نضع فوهات المخروط الكاملة على ارتفاع 24–36 بوصة فوق طبقة اللحام، وتعمل عند 20–30 PSI لتوفير رذاذ لطيف وموحش يدير معدل التبريد دون حدوث تشققات صدمية.
في أنظمة إخماد الحرائق (رذاذ الماء أو الفيضان)، تنتج فوهات المخروط الكاملة المصنفة بقوة 80–120 رطل لكل بوصة مربعة قطرات تتراوح بين 200–400 ميكرون تمتص الحرارة بكفاءة مع تقليل تلف المياه للمعدات الحساسة في غرف المحركات أو الألواح الكهربائية.
فوهات مخروطية وحلزونية مجوفة لتنظيف الخزان
تركز فوهات المخروط المجوفة التدفق في محيط النمط، مما يخلق قطرات عالية السرعة توفر قوة صدمة فائقة للتنظيف. تعمل فوهات المخروط المجوفة الثابتة بشكل جيد للخزانات الصغيرة (حتى 15 قدما قطرا). بالنسبة لخزانات الشحن في ناقلات الكيماويات أو ناقلات المنتجات، توفر آلات تنظيف الخزانات الدوارة المزودة بفوهات حلزونية بزاوية متحكم بها تغطية ثلاثية الأبعاد منهجية معتمدة وفقا لمعايير IMO MEPC.1/Circ.642.
في اختبارنا لتنظيف خزانات النفط الخام، أكملت الفوهات الحلزونية التي تعمل عند 100 رطل لكل بوصة مربعة مع تدفق 12–18 جالون في الدقيقة التنظيف أسرع بنسبة 40٪ من أنظمة كرات الرش الثابتة القديمة، مما قلل بشكل كبير من وقت التوظيف.
3. اختيار المواد ومقاومة التآكل
تتعرض البيئات البحرية الفوهات لمياه مالحة، ومواد كيميائية حمضية للتنظيف الكيميائي، والمواد الكاشطة (في حالة التفجير أو إزالة الترسبات)، والبخار عالي الحرارة. يؤثر اختيار المواد بشكل مباشر على عمر الخدمة وتكلفة الملكية الإجمالية.
| المادة | الصلابة (HRC) | حياة الارتداء النسبي | مقاومة التآكل | مضاعف التكلفة | أفضل التطبيقات |
|---|---|---|---|---|---|
| النحاس | 10–15 | 1x (خط الأساس) | فقير في المياه المالحة والأحماض | 1x | المياه العذبة فقط، منخفضة الاحتكاك |
| 316 الفولاذ المقاوم للصدأ | 20–25 | 3x | ممتاز (ماء مالح، أحماض خفيفة) | 2–3x | الاستخدام البحري العام، الغسيل الكيميائي |
| ستانلس ستانل مقسى (17-4 PH) | 38–42 | 8x | جيد جدا | 4–5x | السائل الكاشط، الاستخدام العالي |
| إدراج كربيد التنغستن | 70–75 | 25–40 مرة | ممتاز | 8–12x | احتكاك شديد (إزالة الترسبات، الحصى) |
| سيراميك كربيد السيليكون | 72–78 | 30–50 مرة | ممتاز (الأحماض، الكاويكي) | 10–15x | تنظيف خزان المواد الكيميائية، حمضي |
| هاستيلوي C-276 | 22–28 | 5x | استثنائي (HCl, H2SO4, FeCl3) | 20–30x | الأحماض المركزة، التآكل الشديد |
متى يجب تحديد الفولاذ المقاوم للصدأ
الفولاذ المقاوم للصدأ 316 هو المادة الأساسية لمعظم تطبيقات رش بناء السفن. يتعامل مع التعرض لمياه المالح، والمنقفات القلوية، والأحماض الخفيفة الشائعة في تحضير السطح. بالنسبة لأنظمة التبريد أو الشطف بالمياه العذبة بدون جزيئات كاشطة، تحقق فوهات 316SS بسهولة 8,000–12,000 ساعة تشغيل قبل أن يرتفع معدل التدفق بأكثر من 10٪ (وهو الحد المعتاد لدينا).
تجنب النحاس الأصفر في أي تطبيق بحري — لقد رأينا فوهات النحاس تعطلت خلال 400 ساعة في أنظمة رش المياه المالحة بسبب إزالة الوزن.
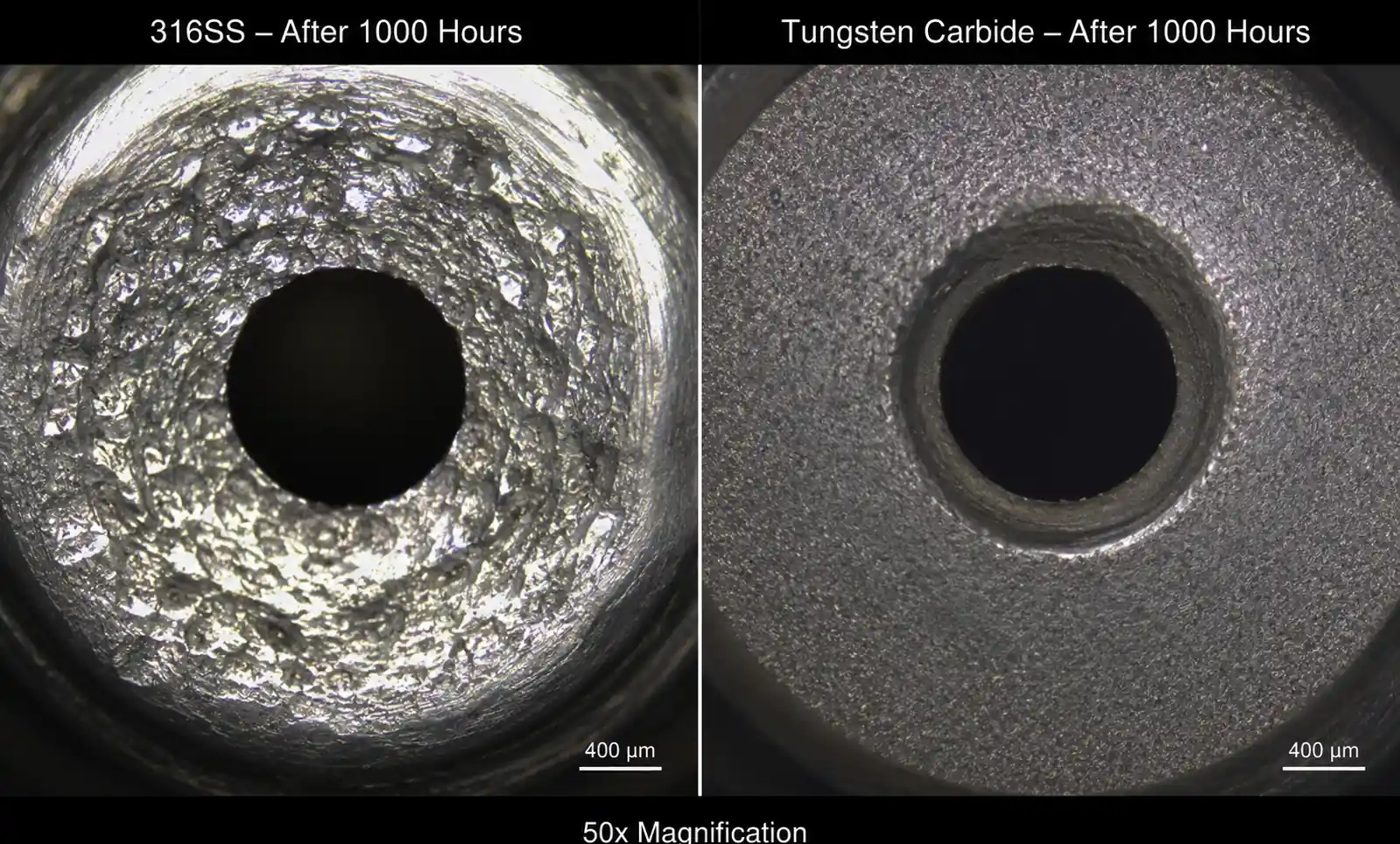
الكربيد والسيراميك للخدمة الكاشطة
عمليات إزالة الترسبات باستخدام مياه عالية الضغط مع جزيئات مقياس مطحنة مدمجة تدمر فوهات الفولاذ المقاوم للصدأ خلال 200–400 ساعة. تمدد إدخالات كربيد التنجستن العمر الافتراضي إلى 6,000–10,000 ساعة تحت نفس الظروف. علاوة التكلفة (8–12 ضعف) تعود خلال السنة الأولى من خلال إلغاء الاستبدال المتكرر وفترات التوقف المرتبطة به.
يقدم كربيد السيليكون مقاومة تآكل مماثلة ومقاومة حموضة متفوقة لفوهات تنظيف الخزانات المعرضة لبقايا حمض الكبريتيك المركز أو حمض الهيدروكلوريك. ومع ذلك، فإن المواد السيراميكية هشة—تجنب التركيبات التي يرتفع فيها الضغط فوق الحدود المحددة أو حيث يكون هناك احتمال حدوث تأثير ميكانيكي أثناء الصيانة.
{kind=link}
هاستيلوي للتآكل الشديد
في أنظمة تنظيف الناقلات الكيميائية التي تتعامل مع الأحماض عالية التركيز أو كلوريد الحديد، تعاني فوهات الفولاذ المقاوم للصدأ القياسية من تشقق وتآكل الإجهاد. يقضي Hastelloy C-276 على فشل التآكل لكنه يكلف 20–30 ضعف السعر الأساسي (20–30 ضعفا). نحدد Hastelloy فقط عندما تبرر تكاليف التوقف أو مخاطر السلامة القسط — عادة في شركات الحمل الكيميائية المتخصصة عالية القيمة.
4. دليل اختيار التطبيق الخاص
يشمل بناء السفن مهام رش متنوعة. يوفر هذا القسم معايير اختيار الفوهة لأكثر التطبيقات شيوعا.
تحضير وغسل سطح الصفائح الفولاذية
الهدف:إزالة مقشر الطاحنة، الصدأ، الملح، والملوثات قبل الطلاء.
الفوهة الموصى بها: مروحة مسطحة، زاوية رش 40–65°، 1.0–2.5 جالون في الدقيقة عند 40–60 PSI.
المادة: 316SS أو الفولاذ المقاوم للصدأ المتصلب إذا كان الماء المعاد تدويره يحتوي على جزيئات كاشطة.
التباعد: 12–18 بوصة لتداخل 50–80٪ على أنظمة الناقل.
الاعتبار الرئيسي: تصفية الماء حتى 100 شبكة على الأقل لمنع الانسداد. الشطف المسبق بالماء العذب بعد التعرض لمياه البحر يقلل من استهلاك المواد الكيميائية في مراحل التنظيف اللاحقة.
تبريد ما بعد اللحام
الهدف: التحكم في معدل التبريد لمنع تشقق الصدمات الحرارية وتقليل التشوه.
الفوهة الموصى بها: مخروط كامل، زاوية رش 60–90°، 0.5–3.0 جالون في الدقيقة عند 15–30 PSI.
المادة: 316SS (درجة الحرارة عادة أقل من 200°F عند نقطة الرش).
حجم القطرة: 250–500 ميكرون للتبريد بالتبخر دون جريان مفرط.
الاعتبار الرئيسي: موضع الفوهات على بعد 24–36 بوصة من طبقة اللحام. استخدم المؤقتات لتطبيق الرش المتقطع (30 ثانية تشغيل، 60 ثانية توقف) بدلا من التدفق المستمر للأجزاء السميكة (>1 بوصة) لتجنب تشقق التبريد.
{kind=link}
تطبيق طلاء مضاد للتآكل
الهدف: تطبيق طبقات طبقة برايمر متجانسة، أو طبقة وسطية، أو طبقة علوية ضمن نطاق سمك محدد (عادة 3–8 مل سمك الفيلم الجاف).
الفوهة الموصى بها: مروحة مسطحة بتهوية أو مفرودة بدون هواء، زاوية رش 20–40° حسب هندسة الجزء.
معدل التدفق: 0.2–1.5 جالون في الدقيقة حسب لزوجة الطلاء وبناء الفيلم المطلوب.
المادة: أجزاء مبللة من الفولاذ المقاوم للصدأ؛ كربيد التنجستن للطلاءات الكاشطة (البادئات الغنية بالزنك).
الاعتبار الرئيسي: الأنظمة غير الهوائية (3000–5000 PSI) تقدم كفاءة نقل أفضل (60–75٪) من تذمر الهواء (40–60٪) لكنها تنتج رشا زائدا أكبر. بالنسبة للهندسات المعقدة (الأقواس، اختراق الأنابيب)، يوفر التذمر الهوائي تغطية أفضل في التجاويف.
تنظيف خزانات الشحن (ناقلات كيميائية، ناقلات المنتجات)
الهدف:إزالة بقايا البضائع وفقا لمعايير النظافة المحددة في IMO؛ جهز الخزانات للشحنة التالية أو التفتيش التالي.
الفوهة الموصى بها: آلة تنظيف خزان دوارة بفوهات حلزونية أو ذات نمط محكم؛ 12–25 جالون في الدقيقة عند 80–150 رطل لكل بوصة مربعة.
المادة: 316SS للمنتجات البترولية والزيوت النباتية؛ هاستيلوي C-276 أو كربيد السيليكون للمواد الكيميائية العدوانية (الأحماض، الكاوية، المذيبات المكلورة).
قوة الاصطدام: الحد الأدنى من 7–12 نيوتن عند جدار الخزان (يختلف حسب حجم الخزان والحمولة؛ راجع IMO MEPC.1/Circ.642).
الاعتبار الرئيسي: اختيار آلات مصنفة لأبعاد الخزان (الارتفاع الرأسي والقطر الأفقي). قد تواجه الآلات ذات الطاقة المنخفضة قوة الاصطدام عند منصة الاختبار لكنها تفشل أثناء الخدمة بسبب عدم وجود مسافة رمي كافية. تحقق من الأداء باستخدام قياس قوة الاصطدام في الموقع باستخدام خلية التحميل في أقصى زاوية خزان.
إخماد الحرائق (أنظمة ضباب الماء / الطافون)
الهدف: التبريد السريع وإزاحة الأكسجين في الأماكن المغلقة (غرف المحركات، لوحات الكهرباء، مناطق الإقامة).
الفوهة الموصى بها: مخروط كامل أو مخروط مجوف، حسب تصميم النظام (ضباب ماء منخفض الضغط أو عالي الضغط).
ضغط التشغيل: أنظمة الضغط المنخفض (12–20 رطل لكل بوصة مربعة)، أنظمة الضغط العالي (800–1,500 رطل لكل بوصة مربعة للرذاذ الناعم).
حجم القطرة: 200–400 ميكرون لحرائق الفئة A؛ <200 ميكرون لحرائق الهيدروكربونات من الفئة B التي تتطلب إخماد البخار.
المادة: الحد الأدنى 316SS; تحقق من الامتثال لقانون معايير المكتب الدولي للمعايير الاستراتيجية ولوائح ولاية العلم المعمول بها.
الاعتبار الرئيسي: يجب أن تبقى فتحات الفوهة واضحة—حدد تصاميم التنظيف الذاتي أو تنفيذ بروتوكولات الغسل الفصلية. استخدم مواد مقاومة للتآكل حتى في أنظمة المياه العذبة بسبب فترات الخمول الطويلة بين الاختبارات.
5. اعتبارات التركيب والصيانة
التركيب الصحيح والصيانة الاستباقية يطيل عمر خدمة الفوهة ويضمن أداء رش متسق.
الأخطاء الشائعة في التركيب
قطر الأنبوب غير كاف مما يؤدي إلى انخفاض الضغط: لا يمكن لخط تزويد بقطر 1/4 بوصة أن يوفر 5 جالون في الدقيقة عند الضغط المصنف دون فقدان سرعة مفرط. لمعدلات التدفق التي تزيد عن 2 جاجانوم، استخدم أنابيب إمداد بطول 3/8 بوصة أو نصف بوصة على الحد الأدنى من السرعة إلى 10 قدم/ثانية لتقليل انخفاض الضغط.
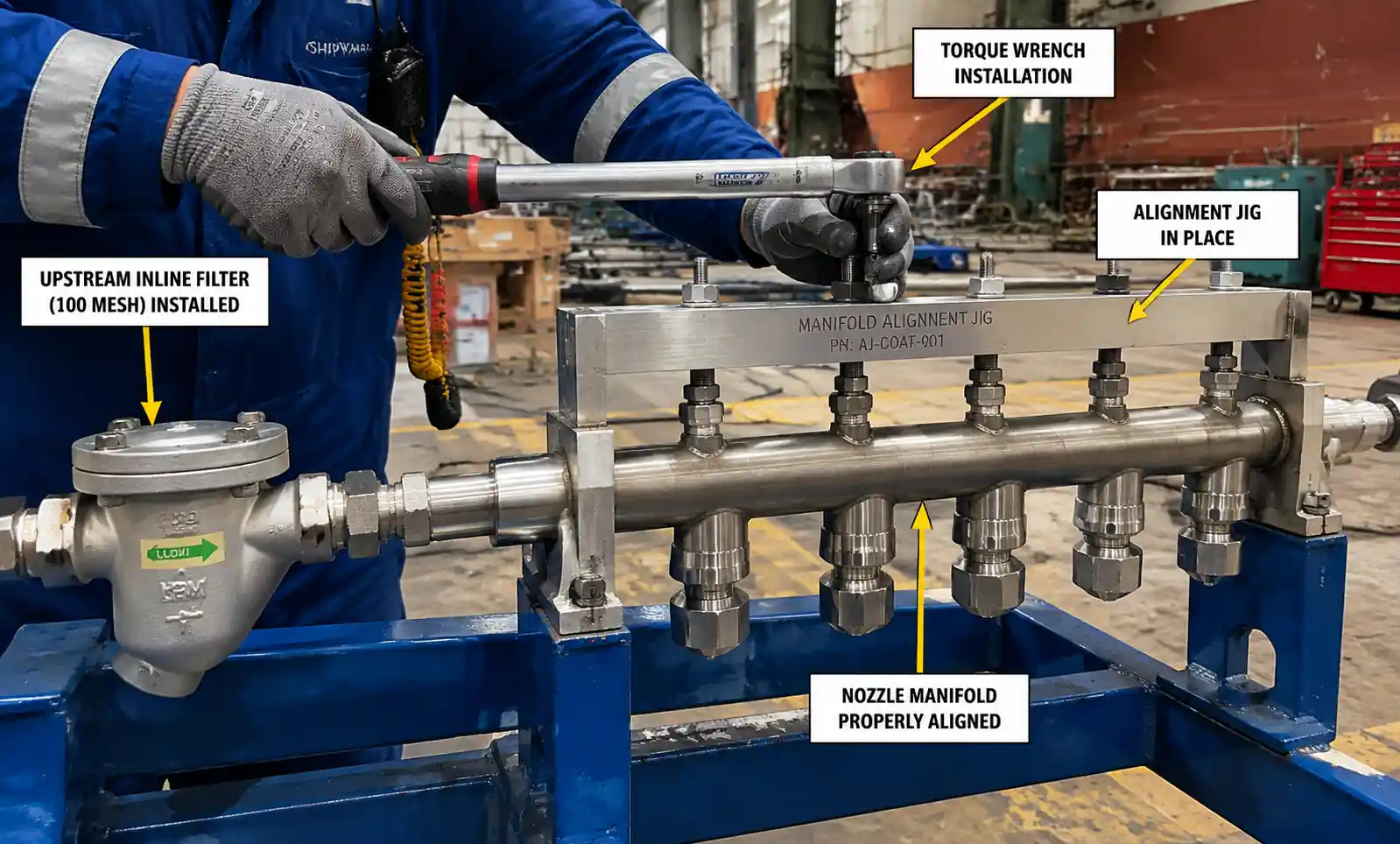
الفوهات غير المحذفة التي تخلق فجوات تغطية: حتى ميل 5° في اتجاه الفوهة يمكن أن يغير نمط الرش بما يكفي لتكوين خطوط جافة في أنظمة الطلاء. استخدم قوالب محاذاة أثناء تركيب المشعب وتحقق من التغطية برذاذ اختبار على ورق كرافت.
الشد الزائد يسبب تشقق الجسم: تتشقق فوهات السيراميك والكربيد إذا تجاوز عزم التركيب المواصفات (عادة 15–25 قدم-رطل حسب حجم الخيط). استخدم مفتاح عزم الدوران وتحقق من الإغلاق باستخدام شريط تفلون أو مادة عزل خيوط مناسبة لدرجة حرارة التشغيل والتوافق الكيميائي.
الترشيح غير الكافي في اتجاه مجرى النهر: فشل تركيب المصفاات أو الفلاتر (100–200 شبكة حسب حجم الفتحة) هو السبب الرئيسي للانسداد المبكر. في أنظمة المياه المعاد تدويرها الشائعة في أحواض بناء السفن، تمنع المرشحات الخطية تناثر التناثر على اللحام، ورقائق الطلاء، وجزيئات الصدأ من انسداد الفتحات.
{kind=link}
الصيانة الوقائية ومراقبة الأداء
التحقق من معدل التدفق: قس معدل التدفق كل ثلاثة أشهر باستخدام حاوية ومؤقت معاير. زيادة بنسبة 10٪ عن الأساس تشير إلى تآكل الفتحة. للتطبيقات الحرجة (تنظيف الخزانات المعتمد من رأيي)، استبدل الفوهات عندما يتجاوز التدفق الحد المناسب.
فحص نمط الرش: الفحص البصري على ورق حساس للماء يكشف عن تضييق زاوية الرش (يشير إلى انسداد جزئي)، أو أنماط مشوهة (فتحة تالفة)، أو توزيع غير متساو (انسداد داخلي). استبدل الفوهات التي تظهر تدهور النمط.
اختبار الضغط: سجل ضغط التشغيل في كل موضع فوهة. ارتفاع الضغط عند التدفق المستمر يشير إلى انسداد؛ انخفاض الضغط عند التدفق المستمر يشير إلى تضخم الفتحة.
مخزون قطع الغيار: الحفاظ على 15–20٪ من قطع الغيار للفوهات الحيوية للإنتاج. بالنسبة للمواد المتخصصة (هاستلوي، السيراميك المخصص)، يمكن أن تمتد أوقات التسليم إلى 8–12 أسبوعا. استخدم الأحجام الشائعة الأصلية لتجنب تأخيرات الإنتاج.
6. تحليل إجمالي تكلفة الملكية
تكلفة الفوهة الأولية هي فقط أحد مكونات TCO. غالبا ما يبرر أخذ المواد المتميزة، مع احتساب عمالة الاستبدال، ووقت التوقف، وتدهور الأداء.
| السيناريو | المادة | التكلفة الأولية لكل فوهة | حياة الخدمة (ساعات) | الاستبدال سنويا (بافتراض تشغيل يستغرق 2000 ساعة سنويا) | تكلفة العمالة لكل بديل | الرقم السنوي ل TCO |
|---|---|---|---|---|---|---|
| خط الأساس | النحاس | 8 دولارات | 500 | 4 | 50 دولار | 232 دولار |
| مشاة البحرية القياسية | 316SS | 22 دولار | 1,800 | 1.1 | 50 دولار | 79 دولار |
| خدمة كاشطة | كربيد التنغستن | 150 دولار | 8,000 | 0.25 | 50 دولار | 51 دولار |
الافتراضات: تركيب فوهة واحدة، تكلفة عمالة 50 دولارا لكل استبدال (توقف ساعة واحدة + سعر الفني)، لا يوجد خسارة إنتاجية محسوبة.
بالنسبة لخط طلاء يحتوي على 24 فوهة تعمل 4,000 ساعة سنويا، فإن التحول من الفولاذ المقاوم للصدأ إلى كربيد التنجستن يمثل تخفيضا سنويا قدره 16,800 دولار في TCO رغم زيادة تكلفة الوحدة بمقدار 7 أضعاف. يشمل تكاليف خسائر الإنتاج (عادة ما تتراوح بين 200–500 دولار في الساعة في أحواض بناء السفن) وتتوسع ميزة TCO أكثر.
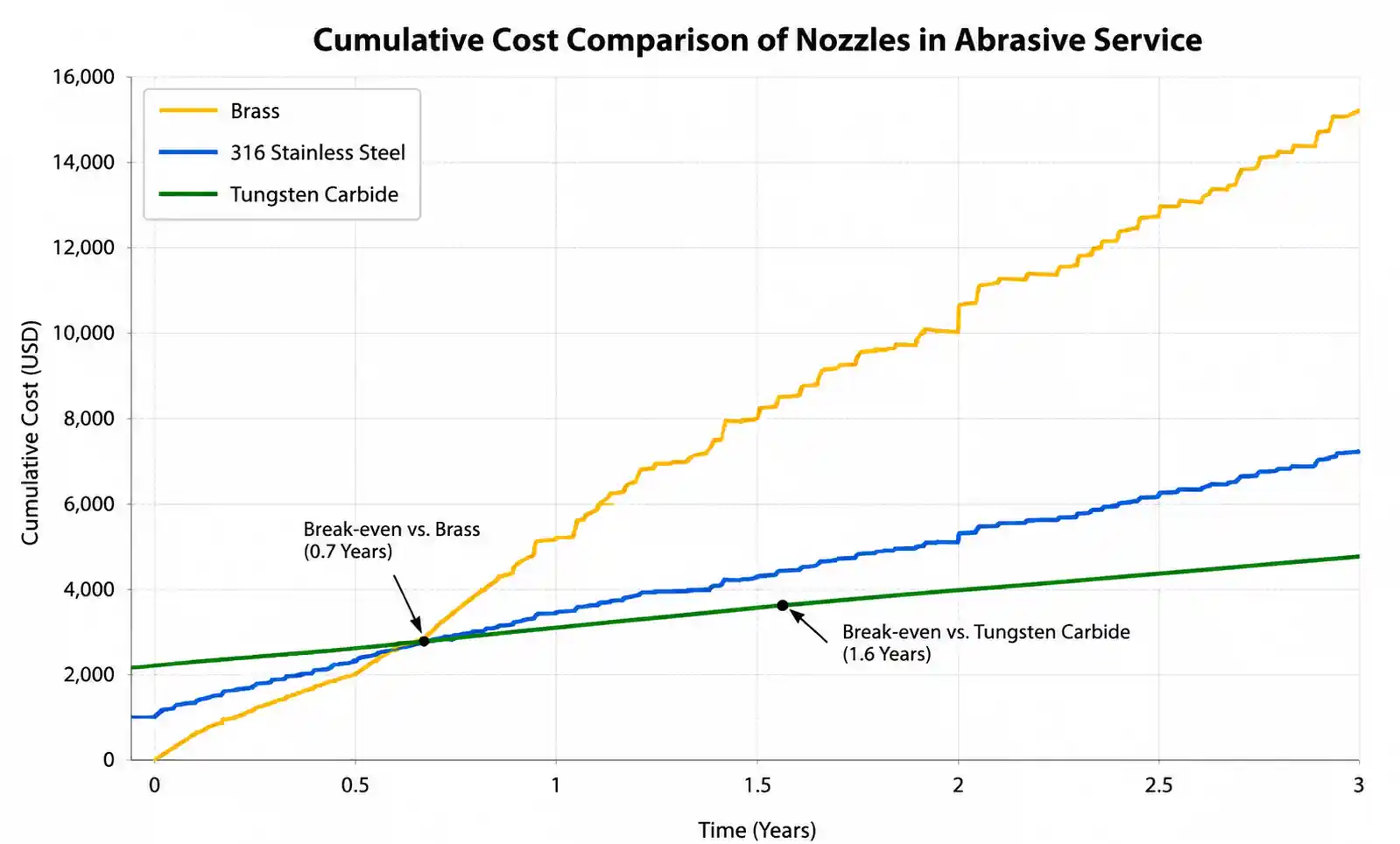
تحليل التعادل لفوهات الكربيد
صيغة التعادل:
(تكلفة الفوهة الممتازة - تكلفة الفوهة القياسية) / [(الاستبدال القياسي سنويا - استبدال السعر الإضافي سنويا) × (تكلفة العمالة الإضافية + فقدان وقت التوقف)]
لنظام إزالة الترسبات يعمل 3000 ساعة سنويا:
- فوهة 316SS: 30 دولارا، عمر = 400 ساعة → 7.5 استبدال/سنة
- كربيد التنجستن: 180 دولار، العمر = 8,000 ساعة → 0.375 استبدال/سنة
- العمالة + وقت التوقف لكل بديل: 150 دولار
نقطة التعادل = ($180 - $30) / [(7.5 - 0.375) × $150] = $150 / $1,069 = 0.14 سنة (1.7 شهر)
تؤتي فوهة الكربيد تكاليفها في أقل من شهرين وتوفر صافي توفيرات سنوية قدرها 919 دولارا لكل موضع فوهة.
! 6-فوهة-tco-break-weight-chart
{kind=link}
7. الأسئلة الشائعة
س: هل يمكنني زيادة التدفق ببساطة عن طريق زيادة الضغط؟
ج: يزداد التدفق مع الجذر التربيعي للضغط، وليس بشكل متناسب. مضاعفة الضغط من 40 إلى 80 PSI تزيد التدفق بنسبة 41٪ فقط، وليس 100٪. الضغط الزائد فوق الحدود المصنفة يمكن أن يتلف الفوهات ويخلق ظروف تشغيل غير آمنة.
س: كيف أحسب عدد الفوهات المطلوبة للتغطية الكاملة؟
ج: حساب عرض الرش الفعال عند المسافة المستهدفة: W = 2 × H × tan(θ/2)، حيث H هي مسافة التوقف وθ زاوية الرش. اقسم عرض التغطية الكلي على العرض الفعال لكل فوهة، ثم أضف 10–20٪ للتداخل. لتطبيقات الطلاء الحرجة، تحقق من ذلك باستخدام بخاخات اختبار.
س: ما الذي يسبب تشويه نمط الرش؟
ج: انسداد جزئي (تركيب ترشيح علوي)، تلف الفتحة بسبب ارتفاعات الضغط أو تأثير الحطام، تآكل التآكل الذي يسبب هندسة فتحة غير متساوية، أو عيوب تصنيع. افحص واستبدل الفوهات التي تظهر أنماطا مشوهة—لا يمكن ترميمها بالتنظيف.
س: هل يجب أن أنظف أم أستبدل الفوهات المسدودة؟
ج: بالنسبة لفوهات الفولاذ المقاوم للصدأ، يمكن للتنظيف بالموجات فوق الصوتية باستخدام مذيب مناسب أن يعيد الأداء إذا كان الانسداد حديثا والمواد (الطلاء الجاف، الميزان) قابلة للإزالة. بالنسبة لفوهات السيراميك أو الكربيد، فإن التنظيف الفيزيائي يخاطر بتشقق الفتحة—فالاستبدال أكثر أمانا. الوقاية من خلال الترشيح دائما أكثر فعالية من حيث التكلفة من التنظيف.
س: كيف أحدد الفوهات لآلة تنظيف خزان جديدة؟
ج: ابدأ برأيي بمتطلبات قوة التأثير لفئة الدبابة ونوع الحمولة الخاصة بك. اعمل للخلف لتحديد معدل التدفق والضغط باستخدام منحنيات مسافة الرمي الخاصة بالشركة المصنعة للآلات. تحقق من توافق المواد مع الحمولة في أسوأ الحالات (وهي أكثر المواد الكيميائية تآكلا التي ستتعامل معها). إجراء اختبارات الشهود أثناء التكليف باستخدام قياسات خلايا التحميل في مواقع متعددة لجدران الخزان.
س: هل يمكنني استبدال فوهة ماركة أخرى بناء على زاوية الرش ومعدل التدفق فقط؟
ج: لا. زاوية الرش ومعدل التدفق ضروريان لكنهما ليسا مواصفات كافية. الاختلافات في تصميم الريشة الداخلية تؤثر على توزيع حجم القطرات، وتجانس الرذاذ، وخصائص تدفق الضغط. للتطبيقات الحرجة، تحقق من صحة الفوهات البديلة من خلال الاختبار جنبا إلى جنب أو اطلب بيانات الأداء (تحليل حجم جسيمات الحيود بالليزر، نتائج اختبار النمط) من المورد.
س: ما الوثائق التي يجب أن أحتاجها لموافقة جمعية التصنيف؟
ج: شهادات الموافقة على النوع، شهادات اختبار المواد (بما في ذلك مواصفات ASTM لمقاومة التآكل)، بيانات اختبار الأداء (منحنيات التدفق مقابل الضغط، التحقق من زاوية الرش، قياسات قوة الاصطدام)، وبيانات الامتثال للوائح المعمول بها (IMO، SOLAS، متطلبات ولاية العلم). حافظ على السجلات الخاصة بعمليات التفتيش المسحية.
8. الخاتمة والخطوات التالية
يتطلب اختيار فوهات الرش لتطبيقات بناء السفن تقييما منهجيا لنمط الرش، وخصائص التدفق، ومتانة المادة، ومعايير الأداء الخاصة بالتطبيق. تحسين هذه المعايير يوفر فوائد قابلة للقياس: تقليل عيوب الطلاء، تقليل أوقات دورة العمليات، خفض تكاليف الصيانة، والامتثال التنظيمي.
النقاط الرئيسية
- مطابقة نوع نمط الفوهة (مروحة مسطحة، مخروط كامل، مخروط مجوف) مع هندسة التطبيق ومتطلبات التغطية
- تحديد المواد بناء على التوافق الكيميائي ومقاومة التآكل—المواد الفاخرة توفر TCO أقل في الخدمة القاسية
- حساب نسبة التداخل ومسافة التوقف لضمان تغطية موحدة دون فجوات أو تراكم مفرط
- تنفيذ الصيانة الوقائية (التحقق من التدفق، فحص الأنماط) لاكتشاف تدهور الأداء قبل ظهور مشاكل الجودة
- إجراء تحليل TCO للتطبيقات عالية التآكل — فوهات الكربيد والسيراميك تعيد العائد بسرعة رغم ارتفاع التكلفة الأولية
الإجراءات الموصى بها
-
مراجعة مواصفات الفوهة الحالية: راجع التركيبات الحالية للتحقق من توافق المواد، وأنماط التآكل، وتكرار الاستبدال. حدد مواقع TCO عالية لترقية المواد.
-
تنفيذ مراقبة الأداء: تحديد معدلات التدفق الأساسية وأنماط الرش للأنظمة الحرجة. حدد جدولة اختبارات التحقق ربع السنوية.
-
طلب دعم هندسة التطبيقات: للأنظمة المعقدة (تنظيف الخزان، خطوط الطلاء الآلي، إخماد الحريق)، استعين بمهندسي تطبيقات الفوهات الميدانيين لمصنعي الفوهات للتحقق من الخيارات من خلال الاختبار في الموقع أو نمذجة ديناميكا الموائع الحاسوبية.
-
إنشاء برنامج قطع الغيار: تخزين الفوهات الحيوية (خاصة المواد المتخصصة طويلة الأمد) لتقليل اضطرابات الإنتاج أثناء الصيانة المخطط وغير المخطط لها.
-
مواصفات المستند: أنشئ جداول مفصلة للفوهات تشمل الشركة المصنعة، رقم الطراز، المادة، حجم الفتحة، زاوية الرش، ومعايير التشغيل. أدرج هذه الوثائق في الملفات الفنية للسفينة لمسح جمعية التصنيف ومرجع الطاقم.
للمساعدة في اختيار الفوهة، اختبار الأداء، أو استكشاف أخطاء أنظمة الرش الحالية، تواصل مع فريق هندسة التطبيقات لدينا لتقييم العمليات ومراجعة المواصفات مجانا.
يمثل هذا الدليل الخبرة الميدانية وبيانات الهندسة من التصنيع البحري وتركيبات تجهيز السفن. يجب التحقق من معايير الأداء وتوصيات المواد وفقا لظروف التشغيل الخاصة بك، والتعرضات الكيميائية، والمتطلبات التنظيمية.