





كيف يعظم قياس الليزر لتآكل الفوهة العائد على الاستثمار في مصانع الصلب
أوقات توقف المصنع غير المتوقعة والعيوب السطحية مثل القياس المدحرج هي الكوابيس الكبرى لأي أخصائي مراقبة جودة في المعادن أو مدير مصنع. على مدى عقود، اعتمدت صناعة تصنيع الصلب على نهج تفاعلي ويعتمد على الرؤية للحفاظ على أنظمة إزالة الترسبات عالية الضغط. كان مهندسو الصيانة يسحبون رأس الفتحة، وينظرون إلى الفوهات، ويخمنون ما إذا كانت "جيدة بما فيه الكفاية" لتشغيل آخر. لكن الحقيقة المكلفة: بحلول الوقت الذي يمكنك فيه رؤية تآكل الفوهة بالعين المجردة، تكون بالفعل تستنزف آلاف الدولارات من طاقة المضخة المهدرة، وقوة الاصطدام المتدهورة، وتدهور جودة الفولاذ.
هنا قياس الليزر لتآكل الفوهة يغير اللعبة تماما. من خلال الانتقال من الفحوصات البصرية الذاتية إلى تحليل التحليل ثلاثي الأبعاد بالليزر المعتمد على البيانات، تتبنى مصانع الصلب الحديثة استراتيجيات صيانة تنبؤية تلتقط التآكل المجهري قبل أن يدمر الربحية. في هذا الدليل الشامل، سنستعرض كيف تعمل تقنية قياس الليزر، ولماذا تعتبر الخيار الأفضل لمراقبة تدهور فوهات إزالة الترسبات، وكيف يمكنك استخدام هذه البيانات لتبرير ميزانيات الصيانة وتحسين عمليات مطحنة الدرفلة لديك.
! قياس الليزر ثلاثي الأبعاد يمسح فتحة داخلية لفوهة إزالة الترسبات عالية الضغط
{kind=link}
جدول المحتويات
- [فهم قياس الليزر لتآكل الفوهة: الأساسيات](#1-فهم-قياس الليزر لاستخدام-الأساسيات-فوهة)
- [مفاهيم أساسية مبسطة](#2-مفاهيم أساسية-مبسطة)
- [دليل خطوة بخطوة: تنفيذ أنظمة إزالة الترسبات بالصيانة التنبؤية] (#3-خطوة بخطوة-تنفيذ-صيانة-تنبؤية-تنبؤية-أنظمة إزالة الترسبات)
- [نصائح الخبراء والأخطاء الشائعة التي يجب تجنبها] (#4-نصائح-خبير--مخاطر-شائعة-للطقوس التي يجب تجنبها)
- [الخاتمة والأفكار النهائية](#5-الخاتمة--أفكار نهائية)
- [الأسئلة الشائعة (FAQ)](#6-كثيرا-الأسئلة المتداولة-FAQ)
1. فهم قياس الليزر لتآكل الفوهة: الأساسيات
في صناعة تصنيع الصلب التنافسية للغاية، الدقة ليست مجرد كلمة رائجة؛ إنه الأساس للربحية. تعمل فوهات إزالة الترسبات عالية الضغط في بيئات قاسية، حيث تنفخ الماء بضغوط تتجاوز 200 إلى 400 بار لتحطيم وإزالة أكسيد الحديد (الميزان) من الفولاذ المدرفل الساخن.
مع مرور الوقت، يعمل الماء عالي السرعة، الذي غالبا ما يحمل جزيئات مجهرية، كأنه نفاث مائي كاشط. يقوم بتآكل الهندسة الداخلية لفتحة الفوهة ببطء.
لماذا هذه قضية حرجة للمشترين ومديري المصانع في الخارج؟ لأن تآكل الفوهة هو لص غير مرئي. زيادة بسيطة بنسبة 5٪ إلى 10٪ في حجم الفتحة — غير قابلة للكشف تماما للعين البشرية — تسبب فشلا متسلسلا عبر نظامك بأكمله:
- هدر هائل للطاقة: مع اتساع الحفرة، يحتاج النظام إلى حجم ماء أكبر للحفاظ على نفس الضغط. يمكن أن يزيد استهلاك الماء بنسبة 10٪ حتى 20٪. مضخاتك الطردية المركزية متعددة المراحل عالية الضغط ستسحب كمية أكبر بكثير من الكهرباء، مما يدمر مؤشرات الأداء الرئيسية لكفاءة الطاقة بهدوء.
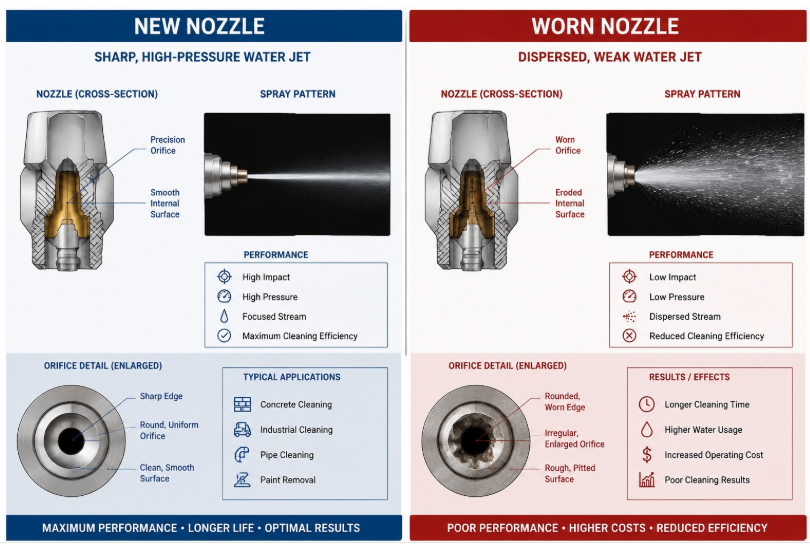
- فقدان قوة الصدمة: تعتمد كفاءة إزالة الترسبات على "الضربة" التي يوجهها الماء. تفقد الفوهات المهترئة نمط الرش الحاد، مما يوزع الماء على مساحة أكبر ويقلل بشكل كبير من قوة الاصطدام لكل مليمتر مربع.
- رفض المنتج: عندما تنخفض قوة الاصطدام، يفشل إزالة الترسبات الأولية والثانوية. يتم دمج المقياس في سطح الفولاذ، مما يؤدي إلى خردة مكلفة، وتخفيضات في التصنيف، وعملاء غير سعداء في المناطق اللاحقة.
يتيح تنفيذ نظام إزالة الترسبات التنبؤي للصيانة باستخدام القياس بالليزر للمهندسين تتبع هذا التدهور تجريبيا. بدلا من الانتظار حتى يبدو الفولاذ سيئا أو أن تتعرض المضخات للتحميل الزائد، يمكنك التنبؤ بدقة بتوقيت فشل الفوهة وتحديد موعد الاستبدال خلال فترات التوقف المخطط لها.
2. المفاهيم الأساسية مبسطة
لتقدير قيمة الاختبار غير التدمي (NDT) في هذا السياق حقا، نحتاج إلى إزالة المصطلحات المعدنية المعقدة والنظر في الآليات الأساسية لتآكل الفوهة وقياسها.
🔧 تحليل التحليل بالليزر (المسح بالليزر ثلاثي الأبعاد)
تخيل محاولة قياس سمك شعرة الإنسان باستخدام مسطرة خشبية قياسية. هذا مستحيل؛ تحتاج إلى ميكرومتر. الفحص البصري التقليدي للفوهة يشبه استخدام تلك المسطرة الخشبية.
تحليل التحليل بالليزر، من ناحية أخرى، هو الميكرومتر النهائي. يستخدم شعاع ليزر دوار دقيق للغاية لرسم خريطة داخل فتحة الفوهة بثلاثة أبعاد (محاور X، Y، وZ). يلتقط آلاف نقاط البيانات ليخلق توأم رقمي للفتحة. تكتشف هذه التقنية تغيرات مجهرية في شكل الثقب وتدريجيا وحدة حواف الفتحة لا تستطيع العين البشرية رؤيتها ببساطة. يخبرك ليس فقط إذا كانت الفوهة متآكلة، بل أيضا أين* وكم السرعة.
🔧 تدهور قوة الاصطدام (طاقة إزالة الترسبات)
قوة الاصطدام هي الضربة الفعلية التي يوجهها رذاذ الماء إلى الفولاذ الساخن لإزالة الميزان.
تخيل خرطوم الحديقة. إذا وضعت إبهامك على الطرف لخلق جدول ضيق وضيق، يمكنك بسهولة إزالة التراب عن ممر سيارتك. لكن إذا أزلت إبهامك وانتشر الماء عبر فتحة واسعة ومهترئة، يفقد الماء قوته ويغسل الأوساخ برفق. عندما تتآكل فوهة إزالة الترسبات، تفقد الهندسة الداخلية قدرتها على تركيز الماء. زاوية الرش تتسع، وينخفض الضغط، ويفقد الماء قوة الاصطدام اللازمة لتحطيم قشرة أكسيد الحديد الصلب.
📊 مقارنة: الفحص البصري vs. 3D التحليل بالليزر
لمساعدة صناع القرار على فهم التباين الواضح، إليكم شرحا لسبب كون الطرق البصرية قديمة في تصنيع الصلب عالي المخاطر:
| الميزة / المقياس | الفحص البصري التقليدي | قياس الليزر ثلاثي الأبعاد (التحليل الجسدي) |
|---|---|---|
| الدقة | منخفض جدا (شخصي) | فائق الارتفاع (دقة على مستوى الميكرون) |
| عتبة الكشف | > 15-20٪ تآكل (تلف ظاهر) | < 1٪ تآكل (تآكل مجهري) |
| مخرج البيانات | "يبدو جيدا" أو "يبدو سيئا" | بيانات الأبعاد الدقيقة، فقدان الحجم، رسم الخرائط ثلاثية الأبعاد |
| القدرة التنبؤية | لا يوجد (صيانة تفاعلية) | عالي (يحسب معدل التآكل مع مرور الوقت) |
| تأثير الطاقة على المضخة | مخفي حتى تتجاوز المضخة التحميل | يمنع بشكل استباقي ارتفاعات الطاقة |
| تبرير العائد على الاستثمار | من الصعب إثبات ذلك للإدارة | مدعوم ببيانات دقيقة وحسابات موفرة للتكاليف |
! مخطط يقارن قوة الاصطدام بين فتحات فوهة إزالة الترسبات الجديدة والبالية
{kind=link}
3. دليل خطوة بخطوة: تنفيذ أنظمة إزالة الترسبات للصيانة التنبؤية
يتطلب الانتقال إلى نهج صيانة قائم على البيانات منهجية منهجية. إليك دليل مضمون خطوة بخطوة لدمج القياس بالليزر في إجراءات التشغيل القياسية (SOPs) في مصنعك.
الخطوة 1: تحديد خط الأساس
قبل أن تتمكن من قياس التآكل، يجب أن تعرف كيف يبدو "المثالي". عند شراء فوهات جديدة، اختر عينة عشوائية من الدفعة وقم بإجراء مسح ليزر ثلاثي الأبعاد أولي. هذا يحدد هندسة الأساس لساعة الصفر.
الخطوة 2: حدد فترات الفحص
لا تنتظر إيقاف التشغيل المجدول لتخمن متى يجب قياسه. بناء على حمولة المطحنة وجودة المياه الخاصة بك، حدد فواصل زمنية صارمة (مثلا كل 500 ساعة تشغيل أو كل 100,000 طن من الفولاذ المدحرج). اسحب الرأس ومرر جهاز التحليل الليزري عبر الفوهات الحرجة.
الخطوة 3: تحليل معدل التآكل وحساب العائد على الاستثمار
قارن بيانات المسح الجديدة مع خط الأساس الخاص بك. إذا اكتشف الليزر زيادة بنسبة 4٪ في حجم الفتحة، احسب ماذا يعني ذلك لمضخات المياه لديك.
نموذج حساب العائد على الاستثمار لمديري الصيانة تاريخ المسح: 2023-10-15 معرف الفوهة: Header-A-Pos-04 مساحة الفتحة الأساسية: 10.00 مم² مساحة الفتحة الحالية (المسح بالليزر): 10.60 مم² (6٪ من التآكل)
تأثير النظام:
- زيادة تدفق المياه المتوقعة: +12٪ في الدقيقة
- تقدير هدر الطاقة في المضخة: 450 دولارا شهريا لكل فوهة
- الإجراء المطلوب: استبدال الفوهة عند وقت التوقف المجدول التالي (موعد التوقع: 14 يوما).
- التبرير: استبدال فوهة بقيمة 50 دولارا يوفر 450 دولارا في الطاقة ويمنع مخاطر الخردة المحتملة التي تبلغ 5000 دولار.
3.1 السيناريو أ: التحليل الأساسي واختيار المواد
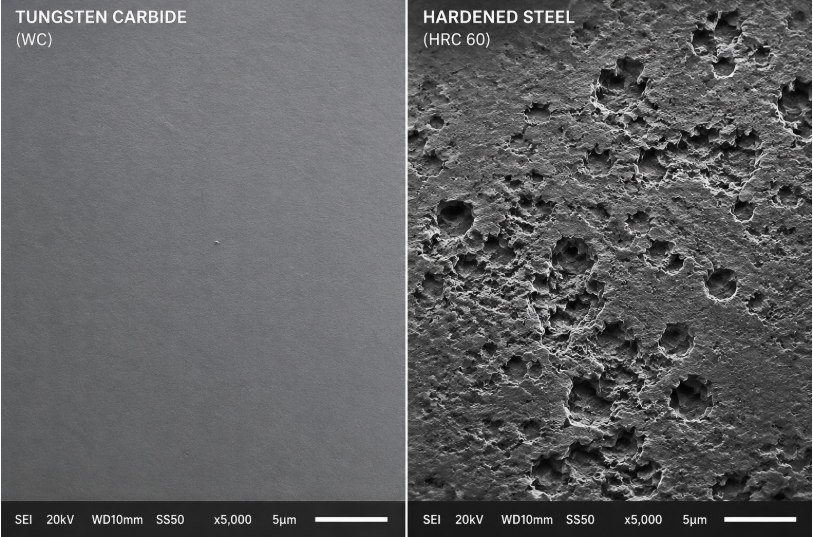
واحدة من أقوى تطبيقات بيانات تآكل الليزر هي مساعدتك في اختيار المواد المناسبة. تختلف درجات الفولاذ وخصائص المياه المختلفة في أنواع مختلفة من التآكل. من خلال تحليل أنماط التآكل ثلاثي الأبعاد، يمكن لمهندسي المعادن تحديد ما إذا كانت مادة الفوهة الحالية تفشل مبكرا.
على سبيل المثال، إذا أظهر المسح بالليزر حفورا سريعة وعنيفة داخل الفتحة، فقد يحتوي الماء على مستويات عالية من السيليكا الكاشطة. توفر هذه البيانات التجريبية التبرير الدقيق اللازم لترقية موادك. يمكنك تقييم [كربيد التنجستن مقابل الفولاذ المقسى] (https://www.nozzle-intellect.com/blogDetail/tungsten-carbide-vs-hardened-steel-which-material-is-more-suitable-for-high-pressure-descaling-nozzles/25.html) بثقة بناء على معدلات التآكل الخاصة بمصنعك، بدلا من الاعتماد على ادعاءات الشركة المصنعة.
جدول بيانات اختيار المواد (استنادا إلى ملفات تآكل الليزر):
| مادة الفوهة | العمر النموذجي (الماء القياسي) | مقاومة الجسيمات الكاشطة | الأفضل ل | التكلفة الأولية مقابل العائد على الاستثمار طويل الأجل |
|---|---|---|---|---|
| سلسلة 400 من الفولاذ المقاوم للصدأ | 3 - 6 أشهر | منخفض | التبريد الثانوي منخفض الضغط | تكلفة منخفضة / عائد استثمار منخفض في الإعدادات الصعبة |
| فولاذ الأدوات المقسى | 6 - 12 شهرا | متوسط | رؤوس إزالة الترسبات القياسية | التكلفة المتوسطة / عائد الاستثمار المتوسط |
| كربيد التنجستن | 18 - 36+ شهرا | مرتفع جدا | إزالة الترسبات الأولية عالية الضغط | تكلفة عالية / عائد استثمار ممتاز على المدى الطويل |
! عرض مجهري لأنماط تآكل فوهة التنجستن مقابل الفولاذ المقسى
{kind=link}
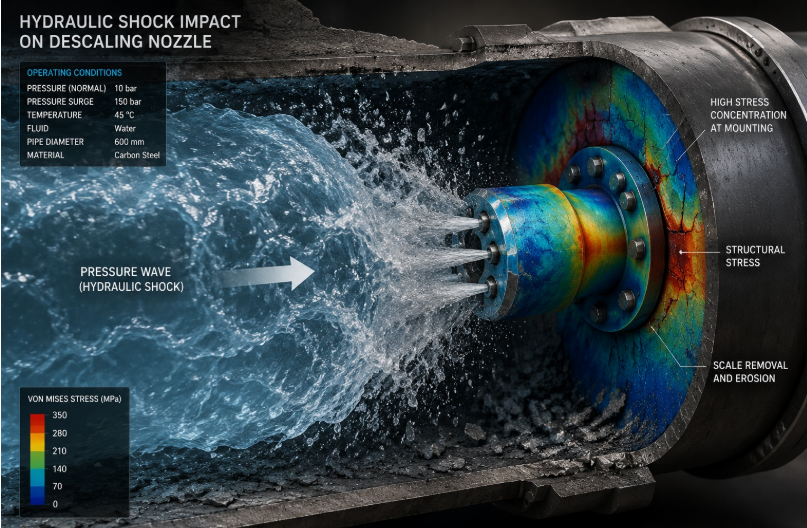
3.2 السيناريو ب: تشخيص الصدمات الهيدروليكية وديناميكيات النظام
أحيانا، يكشف القياس بالليزر عن أنماط تآكل لا تكون ناجمة عن تآكل طبيعي للماء، بل بسبب ديناميكيات النظام العنيفة.
تحدث الصدمة الهيدروليكية، المعروفة باسم "المطرقة المائية"، عندما تغلق الصمامات في نظام إزالة الترسبات بسرعة كبيرة. هذا يخلق زيادة ضغط ضخمة ومفاجئة تنتقل عبر الأنابيب بسرعة الصوت. يعمل كالمطرقة الفيزيائية التي تصيب الأنابيب من الداخل.
عندما يكشف مسح الليزر عن تآكل غير متماثل، أو تشقق دقيق، أو تشقق مفاجئ في مدخل الفوهة، فهذا علامة حمراء كبيرة لمطرقة الماء. الفوهات البالية عرضة بشكل خاص للتلف الكامل بسبب هذه الارتفاعات في الضغط. من خلال تحديد هذا التوقيع الخاص بالضرر عبر المسح ثلاثي الأبعاد، يمكن للمهندسين التوقف عن لوم مصنع الفوهة والبدء في حماية الأنظمة من مطرقة الماء بتعديل أوقات إغلاق الصمامات أو تركيب مجمعات هيدرو-هوائية.
! ارتفاع ضغط صدمات هيدروليكية يسبب إضرارا بهيكل داخلي لفوهة إزالة الترسبات البالية
{kind=link}
4. نصائح خبراء والمخاطر الشائعة التي يجب تجنبها
إذا قضيت وقتا في منتديات هندسية مثل Eng-Tips، ستلاحظ بسرعة موضوعا متكررا بين محترفي الصيانة: الصراع لتبرير تكلفة معدات الاختبار غير التدميرية (NDT) للإدارة غير التقنية. غالبا ما ينظر مديرو المصانع إلى التكلفة الأولية لخدمات أو معدات التحليل بالليزر ويرفضون، مفضلين الالتزام بالفحوصات البصرية "المجانية".
إليك الأخطاء الشائعة التي يجب تجنبها ونصائح خبراء حول كيفية التعامل معها:
- النقطة الأولى (Pit Pit): الاعتماد حصريا على عدادات التدفق. تعتقد العديد من المصانع أنها تستطيع مراقبة تآكل الفوهة بمجرد النظر إلى مقياس تدفق الرأس الرئيسي. الواقع: بحلول الوقت الذي يسجل فيه عداد تدفق الرأس زيادة كبيرة لا يمكن إنكارها في استهلاك المياه، تكون الفوهات قد تآكلت بشدة، ومن المحتمل أنك قد لففت فولاذا معيبا بالفعل. مقاييس التدفق تقيس المجموع؛ يقيس قياس الليزر السبب الجذري.
- المأزق 2: تجاهل "عقوبة المضخة". عند عرض قياس الليزر على الإدارة، غالبا ما يركز المهندسون بشكل مفرط على جودة سطح الفولاذ (وهو أمر يصعب قياسه حتى يتم رفض دفعة). نصيحة الخبيرة: صيغ العائد على الاستثمار حول طاقة المضخة. مضخة إزالة الترسبات بقدرة متعددة الميغاواط تعمل بسعة أعلى بنسبة 15٪ بسبب تآكل الفوهات تكلف عشرات الآلاف من الدولارات من الكهرباء المهدرة سنويا. القياس بالليزر يدفع تكاليفها فقط من خلال توفير الطاقة.
- المأزق 3: عدم توحيد بيئة القياس. إذا استخدمت ماسح ليزر على فوهة متسخة، فسوف تمسح الأوساخ وليس المعدن. الإصلاح: دائما نظف الفوهات بالموجات فوق الصوتية قبل إجراء مسح ليزر ثلاثي الأبعاد للتأكد من أنك تقيس التآكل المعدني الحقيقي.
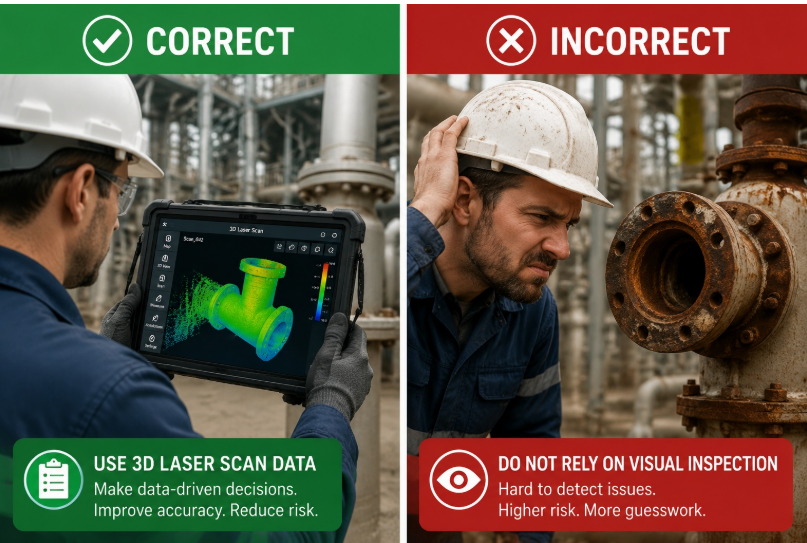
! الفحص بالليزر التنبؤي للصيانة مقابل الفحص البصري التفاعلي لتآكل الفوهة
{kind=link}
5. الخاتمة والأفكار النهائية
الاعتماد على العين المجردة لمراقبة المكونات الهندسية الدقيقة هو مخاطرة لم تعد مصانع الصلب الحديثة قادرة على تحملها. تطبيق تقنية قياس الليزر في مراقبة تآكل فوهات إزالة الترسبات يجسر الفجوة بين التخمين التفاعلي والصيانة التنبؤية المربحة للغاية.
باستخدام تحليل التحليل البصري بالليزر ثلاثي الأبعاد، تحصل على البيانات التجريبية اللازمة لتحسين استهلاك طاقة المضخة، ومنع العيوب السطحية، وتشخيص صدمات النظام، واختيار المواد الأكثر متانة لبيئتك الخاصة.
6. الأسئلة الشائعة (FAQ)
س1: لماذا لا يمكنني فقط استخدام الفحص البصري لفحص تآكل الفوهة؟ ج: بحلول الوقت الذي يصبح فيه التآكل مرئيا للعين المجردة (تآكل بنسبة 15-20٪)، تكون الفوهات قد تسببت بالفعل في أضرار كبيرة. زيادة بسيطة بنسبة 5-10٪ في حجم الفتحة — غير قابلة للكشف بصريا — تزيد من استهلاك المياه بنسبة تصل إلى 20٪، تهدر طاقة المضخ، وتقلل من قوة الاصطدام الزاحف. يكتشف تحليل البروفيلومترية بالليزر ثلاثي الأبعاد <1٪ من التآكل المجهري قبل أن يؤثر على الإنتاج.
س2: كيف يعمل تحليل التحليل بالليزر لقياس الفوهة؟ ج: يرسم شعاع ليزر دوار الهندسة الداخلية للفوهة بثلاثة أبعاد (محاور X، Y، Z)، ويلتقط آلاف نقاط البيانات لإنشاء توأم رقمي للفتحة. يكتشف التغيرات المجهرية في الشكل والتدرج والحدة التي تكشف بالضبط عن مكان وسرعة التآكل.
السؤال 3: ما هو العائد على الاستثمار الذي يمكن أن أتوقعه من تنفيذ القياس بالليزر؟ ج: القياس بالليزر يدفع ثمن نفسه من خلال ثلاث قنوات: (1) توفير طاقة المضخات — منع زيادة السعة بنسبة 15٪+ بسبب الفوهات المتآكلة، (2) القضاء على العيوب المدروسة على المقياس التي تسبب دفعات خردة 5,000 دولار+، و(3) تحسين جداول الاستبدال لتجنب الإيقاف الطارئ. استبدال الفوهة بقيمة 50 دولارا يمكن أن يوفر 450 دولارا شهريا في الطاقة فقط.
السؤال 4: كم مرة يجب أن أفحص فوهات إزالة الترسبات بالليزر لدي؟ ج: تحديد فترات زمنية بناء على شدة التشغيل — عادة كل 500 ساعة تشغيل أو كل 100,000 طن من الفولاذ المدرفل. اسحب الرؤوس أثناء الصيانة المخطط لها وافحص الفوهات الحرجة. قارن مع خط الأساس لساعات الصفر لحساب معدلات التآكل وتوقيت الاستبدال.
س5: ما هي أنماط التآكل التي تشير إلى تلف مطرقة الماء؟ ج: التآكل غير المتماثل، أو التشقق الدقيق، أو التشقق المفاجئ في مدخل الفوهة الذي يكشف عن المسح ثلاثي الأبعاد هي علامات تحذير للصدمات الهيدروليكية. التآكل الطبيعي تدريجي ومتماثل؛ مطرقة الماء تسبب أضرارا عنيفة وغير منتظمة. إذا تم اكتشافك، قم بتركيب مراكم هيدرو-هوائية وضبط أوقات إغلاق الصمامات بدلا من إلقاء اللوم على جودة الفوهة.
س6: هل يجب أن أقم بالترقية إلى فوهات تنجستن كاربيد بناء على بيانات الليزر؟ ج: إذا أظهرت الأشعة بالليزر تثقبا سريعا من جزيئات كاشطة (مثل السيليكا في الماء)، فإن كربيد التنجستن يوفر عمرا افتراضيا من 18-36+ شهرا مقابل 3-6 أشهر للفولاذ المقاوم للصدأ. استخدم بيانات معدل التآكل التجريبية الخاصة بك—وليس ادعاءات الشركة المصنعة—لتبرير التكلفة الأعلى مقدمة من خلال حسابات العائد على الاستثمار المثبتة على المدى الطويل.
ملخص سريع لصانعي القرار:
| الاعتبار | النقاط الرئيسية لعمليات مصنع الصلب |
|---|---|
| المشكلة الأساسية | الفحص البصري لا يمكنه اكتشاف تآكل مجهري بنسبة 5-10٪ مما يفسد قوة الاصطدام ويستهدر كميات هائلة من طاقة المضخة. |
| الحل | يقوم تحليل التحليل بالليزر ثلاثي الأبعاد برسم خريطة للفتحة الداخلية، ويكتشف التآكل المجهري قبل أن يؤثر على الإنتاج. |
| الأثر المالي | يمنع العيوب المدرجة، ويقلل بشكل كبير من تكاليف الكهرباء للمضخات عالية الضغط، ويحسن استهلاك المياه. |
| الميزة الاستراتيجية | يوفر البيانات الدقيقة المطلوبة لتبرير الترقية إلى فوهات صناعية عالية الأداء أو إصلاح عيوب النظام الهيدروليكي. |
الخطوات التالية: توقف عن السماح للتآكل غير المرئي بأن يؤثر على هوامشك. ابدأ بتدقيق رؤوس إزالة الترسيبات الحالية لديك. تعاون مع مزود خدمة NDT متخصص لإجراء مسح ليزر أساسي على فوهات الطاقة الحالية لديك، واستخدم تلك البيانات لحساب خسائر الطاقة المخفية. الأرقام ستتحدث عن نفسها.