





تقليل نفايات الرش الزائد بنسبة 20٪: الحجة الهندسية لتحسين زاوية الفوهة
الرش الزائد مكلف. رأيت خطوط طلاء حيث لا تصل 30-50٪ من المادة إلى الهدف. هذا يعني هدر للمستهلكات، تنظيف الأكشاك المستمر، وصداع تنظيمي. معظم هذه الهدر تأتي من مشكلة واحدة يمكن إصلاحها: زوايا الرش التي لا تتطابق مع هندسة القطعة. من خلال تحسين وضع الفوهة واختيار الزوايا، نرى باستمرار توفير في المواد بنسبة 15-25٪ دون التأثير على أوقات الدورة أو جودة التغطية. للحصول على نظرة أوسع على حلول الترطيب الصناعي وتبريد الرذاذ(https://www.nozzle-intellect.com/application/industrial-humidification-mist-cooling-solutions/9.html)، تغطي نظرة عامة على تطبيقنا كيف تدفع تقنية التحليل الدقيق الكفاءة التشغيلية عبر صناعات متعددة.
جدول المحتويات
- [لماذا يحدث الرش الزائد: ليس فقط الفوهة](#1 لماذا يحدث الرش الزائد وليس فقط الفوهة)
- [فيزياء زاوية الرش وهندسة التغطية] (#2-فيزياء زاوية الرش وهندسة التغطية)
- [اختيار زاوية الرش الصحيحة](#3-اختيار زاوية الرش-اليمنى)
- [تداخل مسافة المسافة مع الفوهات المتعددة] (#4-مسافة التوقف والتداخل-الفوهات المتعددة)
- [اختبار ميداني: ورق حساس للماء وقياس التدفق] (#5-اختبار ميداني-حساس-للماء-وقياس التدفق)
- [أخطاء التركيب التي تقتل مدخراتك] (#6-أخطاء التركيب التي تقتل-مدخراتك)
- [القضية الحقيقية: 22٪ توفير في تمهيد السيارات] (#7-real-case-22-savings-in-automotive-primer)
- [الأسئلة الشائعة](#8-الأسئلة الشائعة)
- الخاتمة
1. لماذا يحدث الرش الزائد: ليس الأمر متعلقا فقط بالفوهة
الرش الزائد مشكلة في النظام. لقد قمت بتدقيق أكثر من 200 نظام رش والأنماط واضحة.
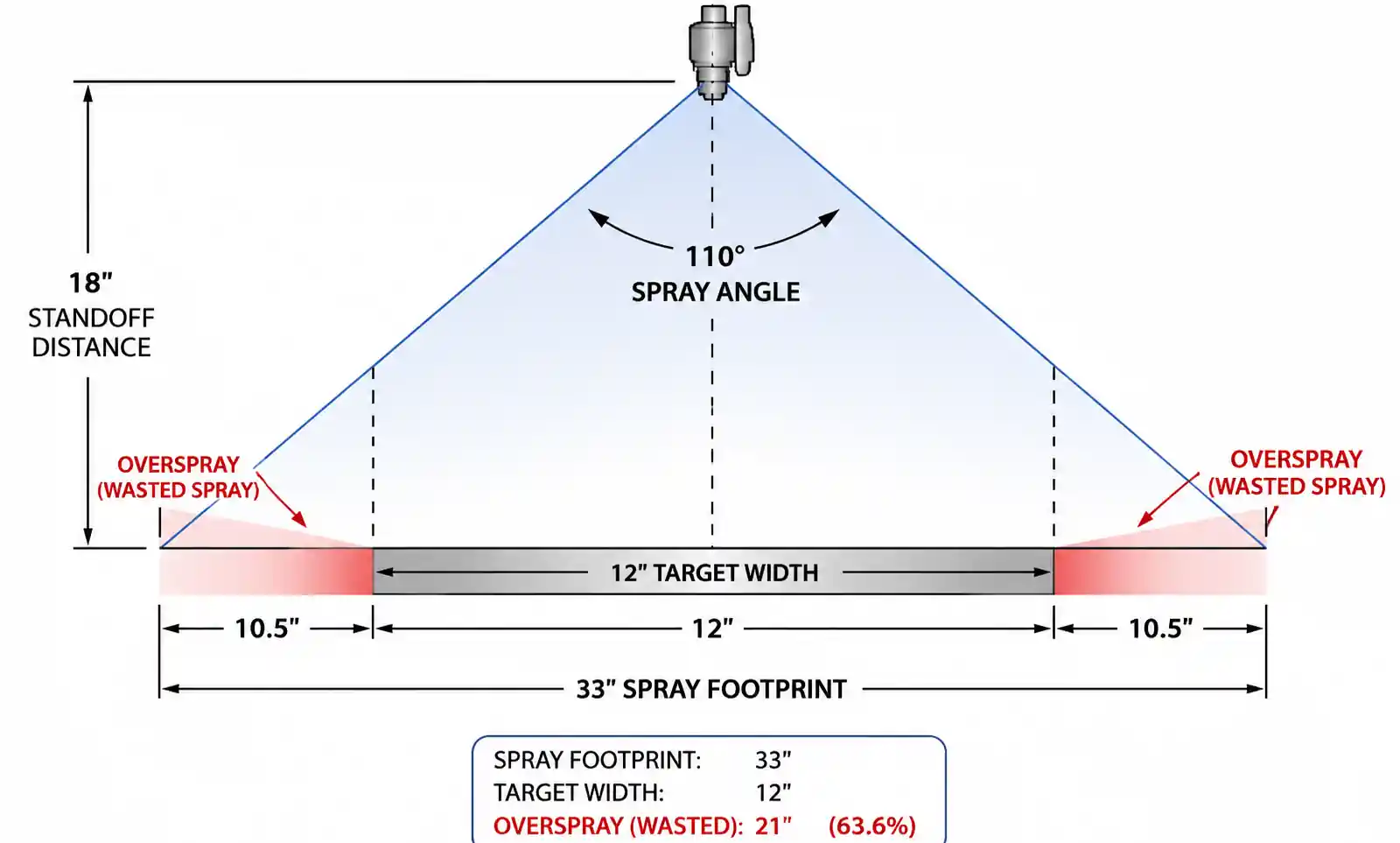
السبب الأكبر هو عدم تطابق زاوية الرش. شخص ما يركب فوهة مروحة مسطحة بزاوية 110° على بعد 18 بوصة من هدف بطول 12 بوصة. هذا يخلق بصمة رش بحجم 33 بوصة – ثلثا المادة تفوت الجزء. هذا وحده يمثل 40-60٪ من الرش الزائد.
المسافة الزائدة في الواجهة تزيد من المشكلة. إذا ضاعفت المسافة ستضاعف مساحة الرش أربع مرات، لكن حجم السائل يبقى كما هو. تنخفض كثافة التغطية وترتفع هدر الحواف.
التداخل الزائد هو تكلفة خفية أخرى. لقد قست أنظمة تعمل بتداخل 90٪ بينما 65٪ تعمل بشكل جيد – وهذا يعني 15-20٪ مواد إضافية لتحقيق مكاسب هامشية في التجانس.
التيارات الهوائية تصد القطرات الدقيقة – أي شيء أقل من 150 ميكرون يتم دفعه. ونمط رش خاطئ للهندسة: رش مسطح على أجزاء أسطوانية يهدر المواد. المخروط الكامل أو المخروط المجوف ينتقل بشكل أفضل على الأشكال المعقدة. دليلنا فوهات الحلزونية مقابل المخروطية الكاملة يوضح متى يكون كل نوع نمط مناسبا لتطبيقك.
يبدأ الحل بمطابقة زاوية الرش مع العرض المستهدف الفعلي. هناك تكمن أكبر موخرات.
! 1-تحليل هندسي فوق الرش مخطط يوضح عدم تطابق زاوية الرش مما يسبب هدر زائد على الهدف الضيق
{kind=link}
2. فيزياء زاوية الرش وهندسة التغطية
زاوية الرش تحدد سرعة توسع النمط. يمتد مخروط كامل بدرجة 80° عند 40° من خط المركز. تنتشر مروحة مسطحة بزاوية 110° عند 55° في مستوى المروحة.
W = 2 × D × tan(θ/2) حيث W = عرض الرش، D = مسافة الثبات، θ = زاوية الرش.
مثال: فوهة بزاوية 80° عند مسافة 12 بوصة تعطي W = 20.1 بوصة. إذا كان هدفك عرضا 10 إنشات، فأنت تهدر نصف رذاذك.
الزوايا الضيقة (15-40°) تركز التدفق للتنظيف عالي التأثير. الزوايا الواسعة (80-120°) توزع نفس التدفق على مساحة أكبر – وهذا أفضل للطلاء اللطيف.
القطرات الدقيقة (أقل من 200 ميكرون) تفقد الزخم بسرعة وتصدها الجاذبية. تتغير زاوية الرش مع الضغط – فالفوهات الهيدروليكية تتغير بين 5-10 درجات عبر نطاقها، ويمكن أن تتحول تذمر الهواء بمقدار 20°. اختبر دائما ضغط التشغيل الفعلي.
3. اختيار زاوية الرش المناسبة
ابدأ بهندسة الهدف. اختر أضيق زاوية رش توفر تغطية كاملة على مسافة بعيدة يمكن التعامل معها.
مثال على فوهة واحدة: لوحة مسطحة بحجم 16 بوصة. تحتاج إلى هامش حواف 10٪ (1.6 بوصة لكل جانب) لتحمل التموضع – تحتاج إلى عرض رش 19.2 بوصة. المسافة القصيرة محدودة ب 14 بوصة.
الزاوية المطلوبة: θ = 2 × arctan (19.2 / 28) = 68.8°
خيارات الكتالوج: 65° تعطي 18.7 بوصة (ضيقة لكنها قابلة للاستخدام). زاوية 80° تعطي 23.5 بوصة – مريحة لكن 18٪ رش زائد. إذا استطعت تقليل مسافة المسافة إلى 10 إنشات، فالفوهة بزاوية 65° تكون مثالية.
يكشف هذا الحساب البسيط عن فرص توفير تتراوح بين 20-30٪ في الأنظمة التي كان فيها المثبتون يأخذون "كل ما نستخدمه دائما".
المصفوفات متعددة الفوهات تحتاج إلى تداخل متحكم فيه. المعامل الرئيسي:
نسبة التداخل = (W - S) / W × 100٪ حيث W = عرض الرش، S = تباعد الفوهة
| نسبة التداخل | جودة التغطية | كفاءة المواد | حالة الاستخدام |
|---|---|---|---|
| 40-60٪ | مقبول للغير حرجة | جيد | التنظيف العام، العلاج المسبق |
| 60-80٪ | جيد وقليل من التنوع | متوسط | الطلاء، التنظيف الدقيق |
| 80-100٪ | توحيد ممتاز | فقير وعالي النفايات | الطلاء التجميلي الحرج فقط |
بالنسبة لمعظم أعمال الطلاء، يوازن بين 60-70٪ من التداخلات بين الجودة والتكلفة. التداخل الأعلى يهدر المواد دون تحسين ملموس إلا إذا كنت تستخدم طبقات عالية لامعة للسيارات. يغطي دليل 5 معايير حاسمة لاختيار الفوهة كيفية تفاعل معدل التدفق، الضغط، زاوية الرش، تآكل المادة، وحجم القطرات لتحديد الأداء الحقيقي.
حساب المسافات: لتداخل 65٪ مع فوهات بزاوية 80° عند مسافة 12 بوصة (عرض رش 20.1 بوصة): S = 20.1 × 0.35 = 7.0 بوصة.
الخطأ الشائع: تحديد تداخل بنسبة 50٪ لكن تثبيت الفوهات بالقرب منه، مما يؤدي إلى 85٪ تداخل فعلي و15-20٪ فائض استخدام. دائما تحقق من التباعد المثبت مقابل عرض الرش الفعلي عند ضغط التشغيل.
4. مسافة التوقف والتداخل متعدد الفوهات
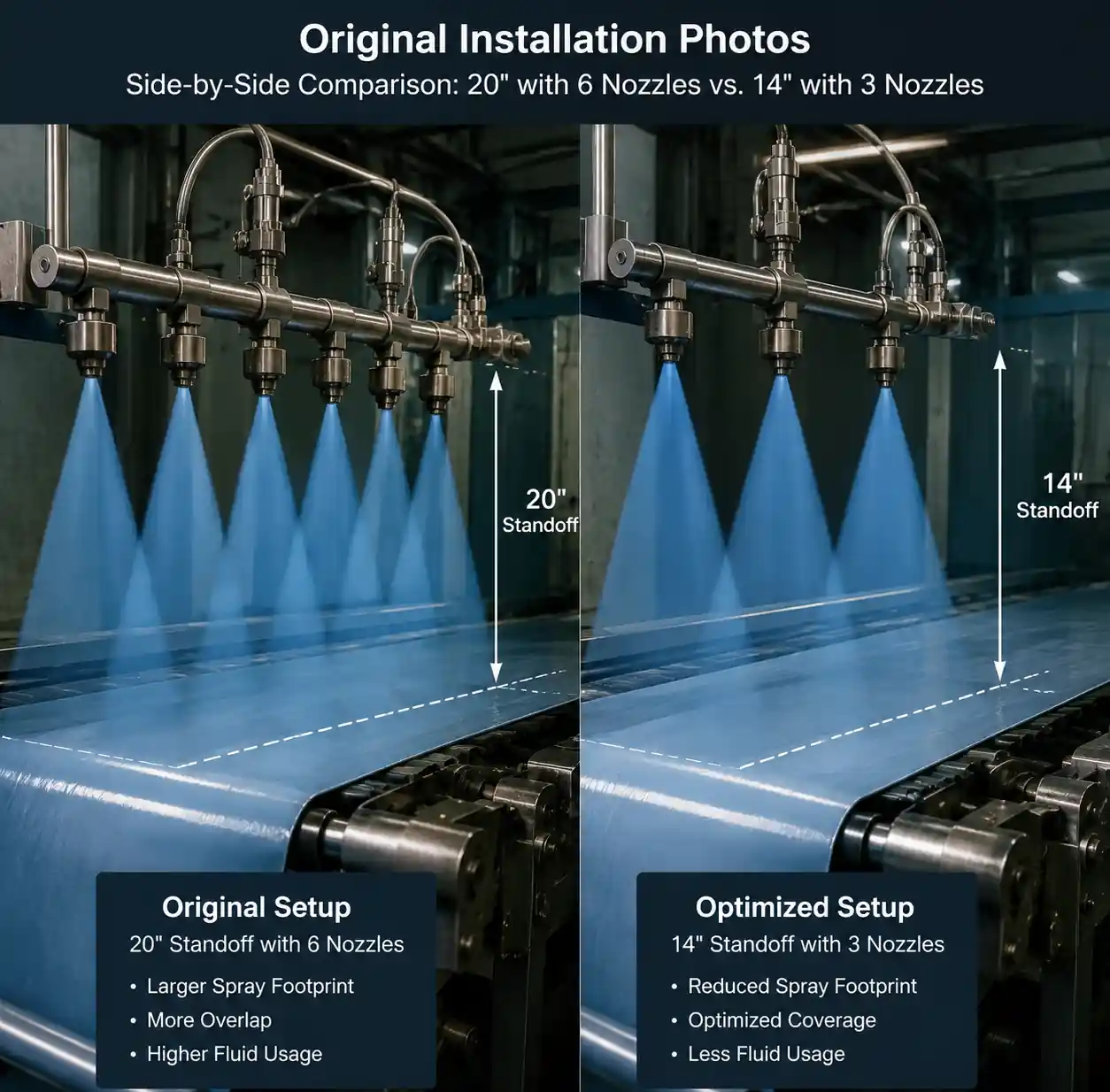
! 3-تحسين مسافة التقدم مقارنة قبل وبعد مسافة التوقف بين الفوهة وتغطية الرش
{kind=link}
المسافة القريبة هي ثاني أكبر رافعة لديك. الفوهات الهيدروليكية لا ترش بشكل موحد – معظمها لها منحنى جرس مع قمة في المركز. يجب أن تتداخل الأنماط المتجاورة حتى تملأ الحواف بعضها البعض.
بالنسبة لفوهات المروحة المسطحة، يجب أن يكون المسافة بين 0.6 و0.8× وعرض الرش يتداخل بين 60-70٪. للمخروط الكامل، استخدم 0.8-1.0×.
مثال على الناقل: ستة مراوح مسطحة بزاوية 110° عند مسافة 20 بوصة على ناقل بقطر 24 بوصة. عرض الرش = 57 بوصة، التباعد = 4.8 بوصة، التداخل = 91.6٪. أكثر من اللازم.
الأمثل: مسافة 14 بوصة، فوهات 95° (عرض 31.5")، تباعد 11 بوصة لتداخل 65٪. هذا يعني 3 فوهات بدلا من 6. انخفضت المواد بنسبة 38٪.
5. الاختبار الميداني: الورق الحساس للماء وقياس التدفق
الحسابات تحتاج إلى تحقق. أستخدم طريقتين.
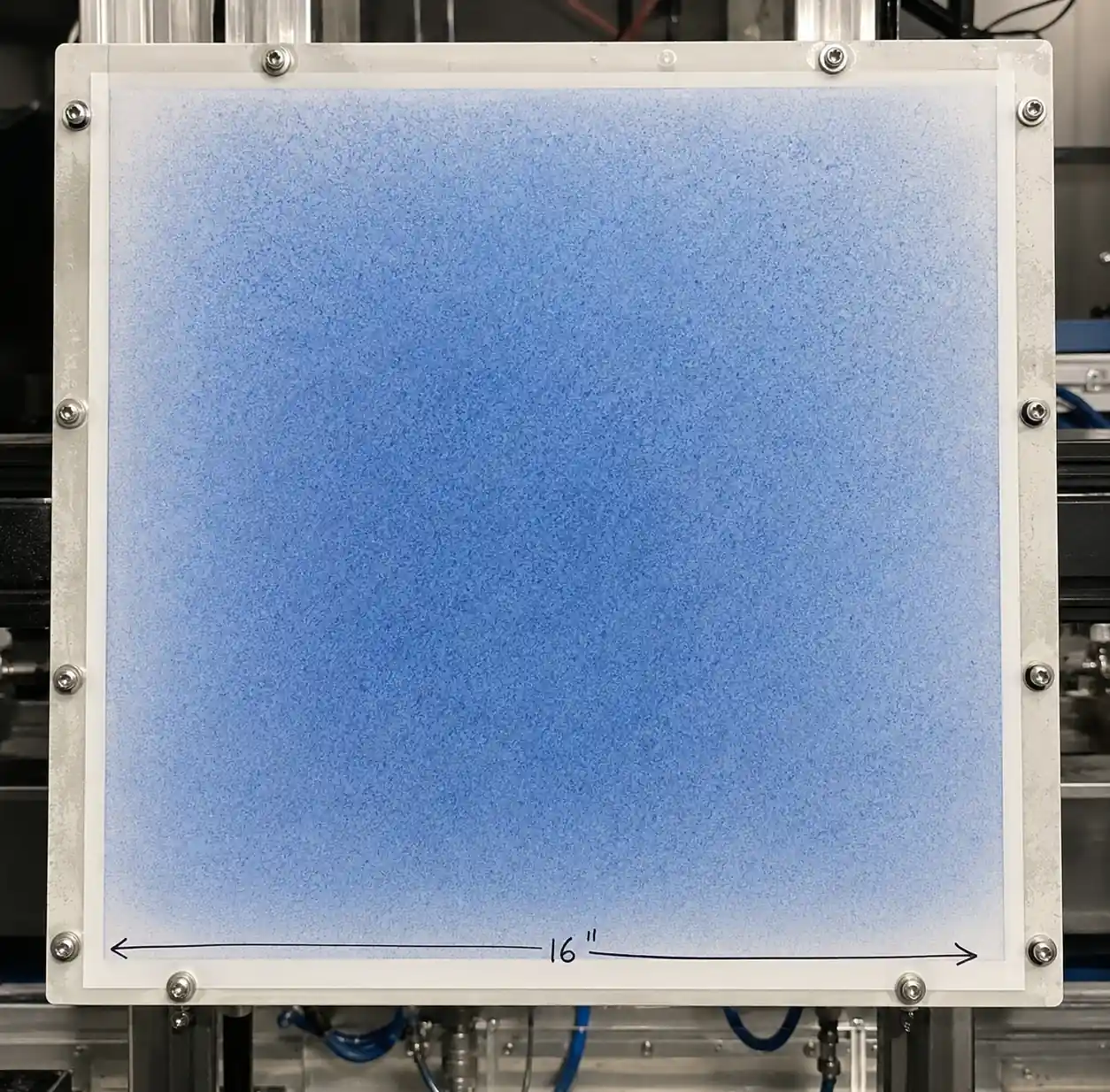
الورق الحساس للماء يتحول إلى الأصفر إلى الأزرق عند ملامسة الماء. ثبت الصفائح على الأسطح المستهدفة، شغل الرش لمدة 0.5-1 ثانية، ثم التقط صورة فورا. قس مساحة التغطية واحسب الرش الزائد = بصمة الرش / منطقة الهدف. ممتاز للتغذية الراجعة البصرية لكنه لا يحدد استخدام المادة.
قياس التدفق يعطي أرقاما حقيقية. استهلاك أساسي قياسي خلال ساعة واحدة أو 100 جزء. نفذ التغييرات. تشغيل نفس الإنتاج وتسجيل استهلاك جديد. احسب التوفير. غير شيئا واحدا في كل مرة وإلا فلن تعرف ما الذي نجح. ركض 3-5 دورات قبل إعلان النجاح.
بالنسبة لتطبيقات تنظيف الخزان تحديدا، يصبح التحقق من التغطية أكثر أهمية – فدليلنا حول كيفية القضاء على المناطق الميتة في تنظيف الخزان يغطي طرقا ميدانية مثبتة لتحديد فجوات التغطية.
! 4-اختبار تغطية الورق الحساس للماء نتائج اختبار تغطية الورق الحساس للماء تظهر نمط تغطية أزرق موحد
{kind=link}
6. أخطاء في التركيب التي تقتل مدخراتك
تجاهل تآكل الفوهة: الفوهات البالية لها فتحات أكبر وزوايا أضيق. حدد جداول مراقبة التدفق والاستبدال.
زوايا التثبيت غير متسقة: التركيب اليدوي يختلف ±5-10° عن التصميم، مما يخلق تداخلا غير متساو. استخدم تركيبات محاذاة.
تغير الضغط في المتشعبات: المشعبات الصغيرة الحجم تسبب انخفاضا في الضغط بنسبة 10-20٪. الحجم يتناسب مع أقل من 5٪ من الاختلاف.
تيارات الهواء: القطرات التي تقل عن 200 ميكرون تنحرف بسهولة. الفوهات تميل بزاوية 5-10° إلى تدفق الهواء السائد.
الاعتماد المفرط على التذرية الدقيقة: القطرات التي تقل عن 100 ميكرون تنجرف بشكل سيء. إذا لم تكن بحاجة إلى تشطيب فائق النقة، استخدم 150-250 ميكرون لنقل أفضل.
7. الحالة الحقيقية: توفير 22٪ في برايمر السيارات
جاء إلينا مورد السيارات بسبب مشاكل في رش البرايمر. حوامل فولاذية مختومة، 12 جزء/دقيقة على الناقل.
الأصل: ثماني فوهات تذرية هواء بزاوية 95°، بطول 18 بوصة، هواء بمحرك 55 PSI. كان عرض الرش 34 بوصة لكن الأجزاء كانت بعرض 14 بوصة فقط – 59٪ نفايات هندسية. تم قياس التداخل بنسبة 76٪ (كان لدى التركيبين فوهات متباعدة أقرب من مواصفات التصميم ال50٪).
التحسين: مسافة 10 إنش، فوهات بزاوية 65°، إعادة ضبط الهواء إلى 40 PSI، تباعد 5 إنشات لتداخل 60٪. ست فوهات بدلا من ثمانية.
بعد 30 يوما: انخفض البرايمر من 1.85 إلى 1.44 جالون/ساعة (انخفاض بنسبة 22.2٪). ظل سمك الفيلم ضمن المواصفات (أقل من 8 ميكرون). انتقل تنظيف الأكشاك من أسبوعي إلى نصف شهري. توفير سنوي حوالي 43,000 دولار.
! دراسة حالة 5-تمهيد للسيارات خط طلاء مكونات السيارات يظهر تكوين مصفوفة الفوهة الأمثل
{kind=link}
8. الأسئلة الشائعة
س: هل سيؤثر تقليل الرش الزائد على جودة التغطية؟
ليس إذا فعلت ذلك بشكل صحيح. الهدف هو مطابقة بصمة الرش مع الهدف مع الحفاظ على تداخل كاف للتجانس. قياس سمك الورق والفيلم الحساس للماء أثناء التحقق يضمن الحفاظ على الجودة. من خلال تجربتي، 90٪ من مشاريع الرش الزائد تحافظ على التجانس أو تحسن لأنها تلغي التداخل المفرط الذي كان يعوض عن سوء تصميم النظام.
س: كم مرة يجب أن أعيد فحص زوايا الرش مع تآكل الفوهات؟
يعتمد ذلك على المادة والسائل. السيراميك أو الفولاذ المقاوم للصدأ المتصلب: تحقق من تدفق الطلاء كل ثلاثة أشهر. نحاس أو بلاستيك في خليط كاشط: شهريا. عند قياس التدفق يتجاوز اللوحة بنسبة 10٪، توقع تغيير زاوية الرش 5-8° ثم أعد الحساب. استبدلها بنسبة 15٪ فوق السعر الاسمي.
س: هل يمكنني تحسين الفوهات دون تغيير نوع الفوهات؟
أحيانا. إذا كنت تستخدم زوايا واسعة مع ارتفاع مفرط، فإن تقليل المسافة يمكن أن يضيق المساحة بدون فوهات جديدة. إذا كان التداخل مرتفعا جدا، زد التباعد وأزل بعض الفوهات. لكن أكبر المكاسب عادة تتطلب اختيار زوايا مطابقة لهندسة الهدف الفعلية، مما يعني فوهات مختلفة.
س: ما هي زاوية الرش التي تناسب الأجزاء الأسطوانية؟
فوهات المخروط الكاملة تتغلب على المروحة المسطحة على الهندسة الأسطوانية. لطلاء الأنابيب الخارجي: مخروط ضيق كامل (30-45°) عند مسافة قريبة (4-8 إنشات) مع تدوير جزء أو حركة الفوهة الحلزونية. لتنظيف الخزان الداخلي: مخروط ضيق عالي التأثير الكامل (15-25°) أو فوهات دوارة. المروحة المسطحة تهدر المواد على المنحنيات لأن الحواف تخطئ.
س: كيف أتعامل مع اختلاف تموضع الأجزاء في الناقلات؟
أضف هامش الحافة إلى عرض الهدف. الصناعة العامة: هامش ربح 10-15٪. الخطوط عالية السرعة مع تنقل جزئي: 20-25٪. هذا يقلل من أقصى التوفير لكنه يضمن التغطية رغم أخطاء التمركز. الحل الأفضل: تحسين التمركز باستخدام الأدلة أو التركيبات أو تغذية راجعة الرؤية.
! مقارنة زاوية الرش 6-الفوهة مقارنة المجهر بين فتحات الفوهة الجديدة والبالية تظهر تدهور زاوية الرش
{kind=link}
9. الخاتمة
تقليل الرش الزائد من خلال تحسين زاوية الفوهة منخفض المخاطر وعالي المكافأة. الفوهات الجديدة والتغييرات الطفيفة في التركيب تكلف قليلا، ولا تؤثر على الكيمياء أو التصلب، وتظهر وفورات قابلة للقياس خلال أيام. معظم المنشآت لديها نظام واحد على الأقل يعمل بنسبة 30٪+ برش خارجي هندسي – يمكن إصلاحه باختيار وتعديل بسيط في الموقع. الحسابات بسيطة. التوفير فوري ومستدام. ابدأ بعملية بأعلى حجم لديك، قم بإجراء الأرقام، وتحقق من ذلك باستخدام ورق حساس للماء وقياس التدفق. للحصول على بحث مفصل حول أساسيات زاوية الرش وتأثيرها على كفاءة التنظيف، راجع دليلنا حول شرح نصف قطر التنظيف – كيفية قياس الفوهة. عشرون بالمئة ليست طموحا – بل هي ما نراه في معظم الوظائف عندما يطابق شخص ما الزاوية مع الدور.