





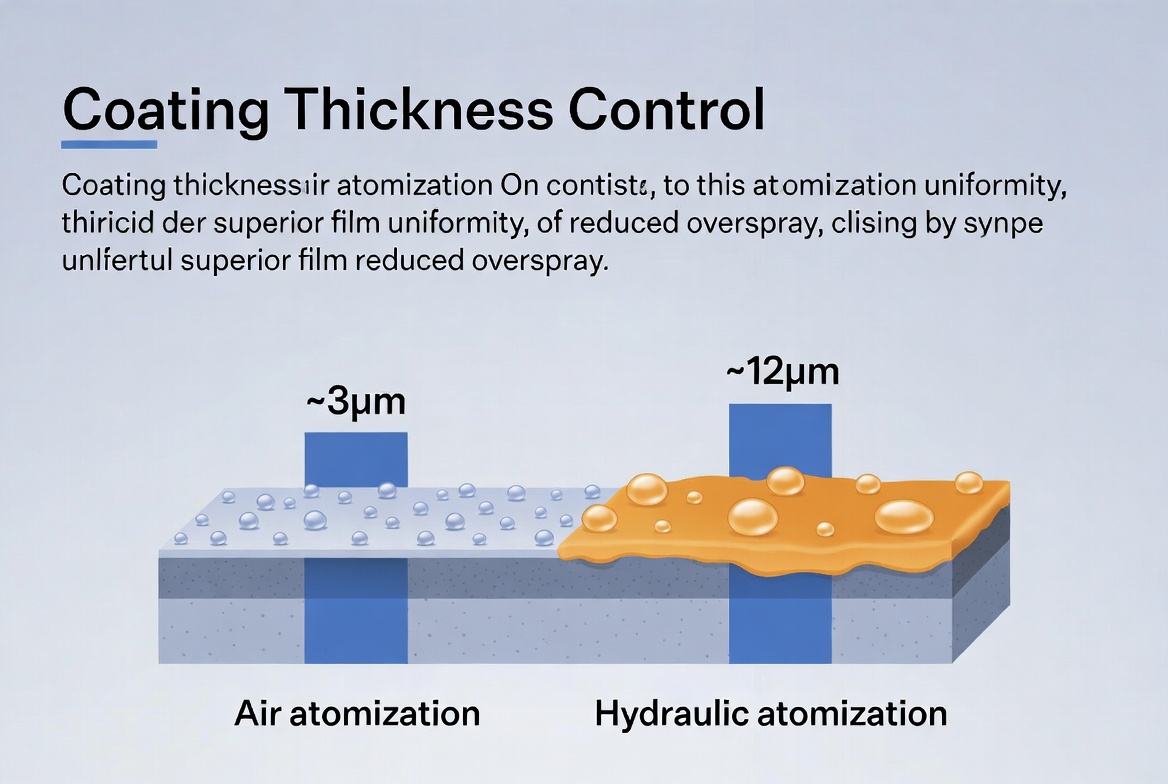
تذرية الهواء مقابل التذرية الهيدروليكية في التحكم في سمك الطلاء
في الطلاء بالرش الدقيق، يمكن أن يؤدي كل انحراف بمقدار 10 ميكرومتر في سمك الفيلم إلى هدر مواد بنسبة 15–30٪ وتكاليف إعادة العمل. بصفتي صانع قرارات شراء B2B أو مهندس إنتاج، فإن المقايضة الأساسية عند اختيار نظام التذرير واضحة:
-
تذمر الهواء يوفر دقة فائقة وتحكم دقيق في التدفق المنخفض
-
التذريم الهيدروليكي (بدون هواء) يوفر خرج ضغط عالي لتغطية سريعة
تختلف هاتان التقنيتان بشكل منهجي في دقة التحكم في سمك الطلاء، ونطاق التطبيق، وتكلفة الملكية الإجمالية (TCO). تفصل هذه المقالة اختلافاتها بين المعايير التقنية، وسيناريوهات التطبيقات، والأداء الاقتصادي لدعم الاختيار القائم على البيانات.
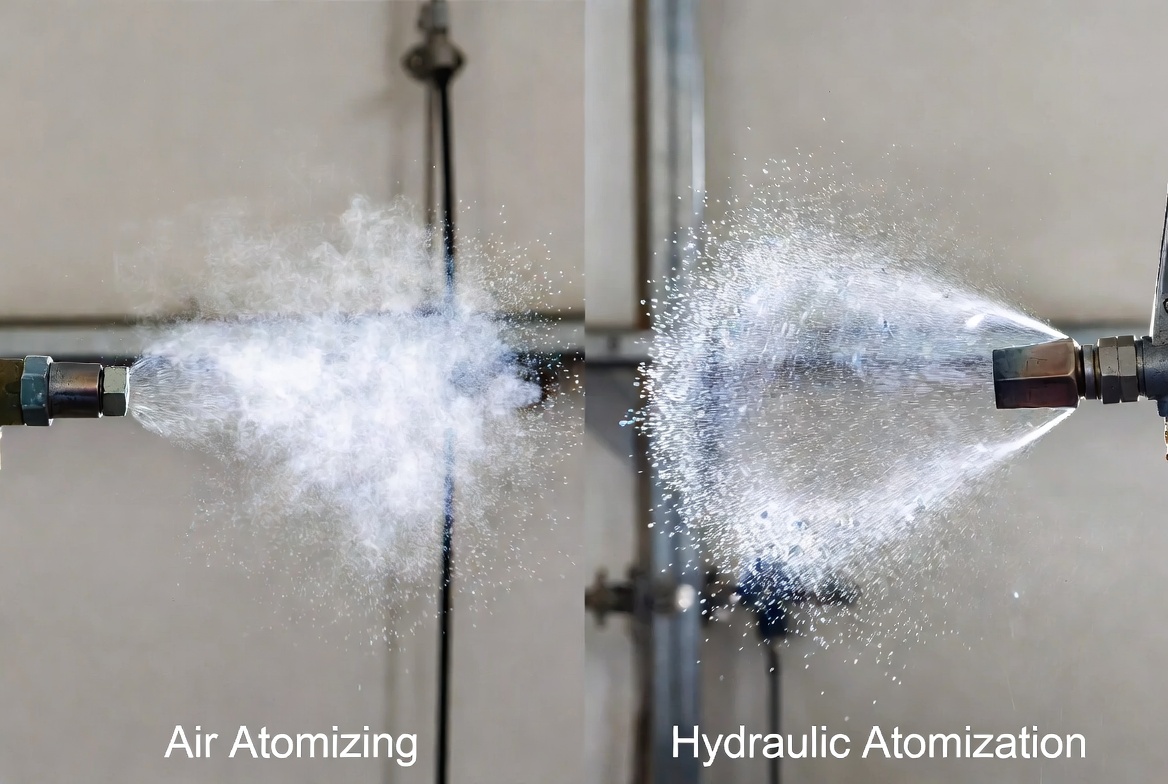
ملخص المقطع المميز: تنتج التذرية الهوائية قطرات فائقة الدقة بحجم 10–50 ميكرومتر مناسبة للطلاءات الرقيقة الدقيقة بحجم 5–50 ميكرومتر، بينما تنتج التذرية الهيدروليكية قطرات بحجم 50–300 ميكرومتر لأفلام بسماكة 50–300 ميكرومتر. الأول يحقق دقة تحكم تبلغ ±3 ميكرومتر، بينما يوفر الثاني كفاءة تغطية أعلى بنسبة 40–60٪.
! مقارنة بين الهواء والهيدروليك-التذرير
{kind=link}
تذمر الهواء: نهج دقيق بالضغط المنخفض
تستخدم فوهات التذرية الهواء المضغوط (عادة 0.5–6 بار) لقص الطلاء السائل إلى قطرات دقيقة. يتراوح قطر القطرة عادة بين 10–150 ميكرومتر، مع الأنظمة الدقيقة التي تحقق حجم وسيط يبلغ 20–40 ميكرومتر.
الخصائص الرئيسية:
-
ضغط التشغيل المنخفض (سائل: 0.1–4 بار؛ هواء: 1–6 بار)
-
نسبة هواء-سائل قابلة للتعديل بشكل مستقل
-
[قوة الاصطدام] منخفضة جدا (https://www.nozzle-intellect.com/blogDetail/what-is-nozzle-effective-impact-force-prevent-paint-waste/13.html) (0.5–1.5 نيوتن/سم²)
-
كفاءة نقل عالية (65–85٪ مع أنظمة HVLP)
"تساهم سرعة الهواء المنخفضة في سحابة رش أكثر ليونة تقلل من ارتداد مادة الطلاء." — براءة اختراع أمريكية #5,284,299
التحليل الهيدروليكي: نهج الكفاءة عالية الضغط
تعتمد التذرية الهيدروليكية (بدون هواء) على سائل عالي الضغط (30–200 بار، حتى 400 بار) يتم دفعه عبر فتحة صغيرة، مما يولد التذرية عبر القص والاضطراب.
الخصائص الرئيسية:
-
الضغط العالي (30–200+ بار)
-
لا حاجة لهواء مضغوط
-
معدل تدفق مرتفع (1–10 لتر/دقيقة لكل فوهة)
-
قوة الاصطدام القوية (2.0–8.0 نيتر/سم²)
- 0.1. تذمر الهواء: نهج دقيق بالضغط المنخفض
- 0.2. التحليل الهيدروليكي: نهج الكفاءة عالية الضغط
- 1. مقارنة دقة التحكم في السماكة"
- 1.1. تأثير التكلفة لانحراف السماكة
- 1.2. ميزة دقة تذبات الهواء
- 1.3. خصائص التذرير الهيدروليكي
- 2. مقارنة المعاملات الرئيسية
- 3. مصفوفة اختيار سمك الفيلم
- 4. دراسات حالة الصناعة
- 4.1. الحالة 1: عجلات السيارات
- 4.2. الحالة 2: لوحات داخلية للطيران
- 4.3. الحالة 3: تصنيع الأثاث
- 5. FAQ
- 5.1. ما الذي يحدد فرق سمك الطلاء؟
- 5.2. هل يمكن دمج الطريقتين؟
- 5.3. هل يمكن للأنظمة الهيدروليكية الوصول إلى دقة ذرة الهواء؟
- 6. الخاتمة
- 6.1. اختر تبذير الهواء إذا:
- 6.2. اختر التذمر الهيدروليكي إذا:
مقارنة دقة التحكم في السماكة"
{kind=link}
تأثير التكلفة لانحراف السماكة
أكثر من 60٪ من عيوب الطلاء مرتبطة بمشاكل التحكم في السماكة.
-
الطلاء الزائد بمقدار 20 ميكرومتر يمكن أن يزيد من تكلفة الطلاء السنوية بنسبة 18–25٪
-
إعادة العمل في خطوط السيارات تمثل 8–15٪ من تكلفة الطلاء
ميزة دقة تذبات الهواء
تحقق أنظمة الهواء دقة تحكم في سمك الفيلم ±3 ميكرومتر تحت تنظيم التدفق المغلق.
الأنسب ل:
-
الطلاءات الرقيقة (5–30 ميكرومتر)
-
الطلاءات البصرية/الإلكترونية
-
الطلاءات الوظيفية متعددة الطبقات
-
هندسات معقدة تتطلب [قوة اصطدام] منخفضة(https://www.nozzle-intellect.com/blogDetail/what-is-nozzle-effective-impact-force-prevent-paint-waste/13.html)
القيود:
-
معدل نقل أقل للأسطح الكبيرة
-
حساس لجودة الهواء (الرطوبة/الزيت)
-
يتطلب ضبط اللزوجة للدهانات عالية الصلابة
خصائص التذرير الهيدروليكي
عادة ما تحقق الأنظمة الهيدروليكية دقة تتراوح بين ±10–15 ميكرومتر في ظروف مستقرة.
الأنسب ل:
-
الطلاءات السميكة (80–300 ميكرومتر)
-
المواد عالية اللزوجة (>2000 cP)
-
الطلاء الصناعي واسع المساحة
التحديات:
-
حساسية الضغط (استجابة السماكة غير الخطية)
-
تآكل الفوهة يؤثر على استقرار التدفق
-
يتطلب تخفيف الحواف تعويض التداخل
مقارنة المعاملات الرئيسية
! رذاذ هواء دقيق لتفكيك الهواء
{kind=link}
| المعلمة | تذمر الهواء | التذرير الهيدروليكي (بدون هواء) |
|---|---|---|
| ضغط التشغيل | سائل 0.1–4 بار / هواء 1–6 بار | 30–200+ بار |
| حجم القطرة | 10–150 ميكرومتر (Dv50: 20–50 ميكرومتر) | 50–500 ميكرومتر (Dv50: 100–250 ميكرومتر) |
| دقة السماكة | ±3–5 ميكرومتر | ±10–15 ميكرومتر |
| سمك الفيلم الأمثل | 5–80 ميكرومتر | 50–500 ميكرومتر |
| كفاءة النقل | 65–85٪ | 35–55٪ |
| قوة التأثير | 0.5–1.5 نيتر/سم² | 2.0–8.0 نيتر/سم² |
| نطاق اللزوجة | <500 cP | 50–5000 cP |
| سرعة التغطية | 5–15 م²/دقيقة | 20–60 م²/دقيقة |
| متطلبات الهواء | مطلوب | غير مطلوب |
مصفوفة اختيار سمك الفيلم
| سمك الفيلم | الطريقة الموصى بها | التطبيقات | عوامل التحكم الرئيسية |
|---|---|---|---|
| 5–20 ميكرومتر | تذمر الهواء | الإلكترونيات، الطلاءات البصرية | التحكم في قوة الصدمات، تنظيم التدفق الدقيق |
| 20–50 ميكرومتر | تذمر الهواء | السيارات، الأجهزة المنزلية | التحكم في التدفق المغلق، استقرار البيئة |
| 50–100 ميكرومتر | هجين | البادئات الصناعية | التكلفة مقابل تحسين الدقة |
| 100–200 ميكرومتر | هيدروليكي | الهياكل البحرية الفولاذية | معايرة الضغط، مراقبة تآكل الفوهة |
| 200–500 ميكرومتر | هيدروليكي (ثقيل) | البحر، خطوط الأنابيب | التسخين، تقليل اللزوجة |
دراسات حالة الصناعة
{kind=link}
الحالة 1: عجلات السيارات
قلل التحول من الهيدروليكي إلى التذرير الهوائي الدقيق:
-
انحراف السمك: ±15 ميكرومتر → ±4 ميكرومتر
-
هدر الطلاء: -32٪
-
معدل إعادة التصميم: -85٪
الحالة 2: لوحات داخلية للطيران
منع التذرية الهوائية تلف الركيزة:
-
قوة الاصطدام تم تخفيض إلى 0.6 نيوتن/سم²
-
سمك CV < 2.5٪
-
صفر شقوق دقيقة
الحالة 3: تصنيع الأثاث
مقارنة بين الهيدروليكي والهواء:
-
هيدروليكي: أسرع (57٪ ميزة زمن دورة)
-
الهواء: كفاءة مواد أفضل بنسبة 48٪
-
نظام الهواء أقل تكلفة كلية رغم البطء في السرعة
FAQ
ما الذي يحدد فرق سمك الطلاء؟
حجم القطرات وتوزيع الطاقة الحركية. تنتج أنظمة الهواء قطرات أدق تتطلب تمريرات متعددة؛ ترسم الأنظمة الهيدروليكية طبقات أكثر سمكا في كل مرور.
هل يمكن دمج الطريقتين؟
نعم. تستخدم العمليات الهجينة (طبقة قاعدة هوائية + طبقة علوية هيدروليكية) على نطاق واسع في إنتاج الشركات المصنعة للسيارات.
هل يمكن للأنظمة الهيدروليكية الوصول إلى دقة ذرة الهواء؟
جزئيا فقط. مع التحكم في الضغط المغلق الحلقة ومراقبة السماكة عبر الإنترنت، قد يكون من الممكن تحقيق ±8 ميكرومتر في ظروف محدودة.
الخاتمة
الاختيار بين التذرية الهوائية والهيدروليكية هو في الأساس مقايضة بين:
-
الدقة (تذمر الهواء)
-
معدل النقل (التحليل الهيدروليكي)
اختر تبذير الهواء إذا:
-
متطلبات السماكة: ≤ ±5 ميكرومتر
-
سمك الفيلم 5–80 ميكرومتر
-
الطلاءات عالية القيمة
-
ركائز حساسة
اختر التذمر الهيدروليكي إذا:
-
سمك الفيلم >100 ميكرومتر
-
حجم الإنتاج العالي
-
الطلاءات عالية اللزوجة
-
السرعة تعطى الأولوية على التحكم فائق الدقة